

أفضل حلول كاميرات الرؤية الآلية للتحكم الآلي في الجودة
لماذا تحدد أداء كاميرا الرؤية الآلية دقة الفحص
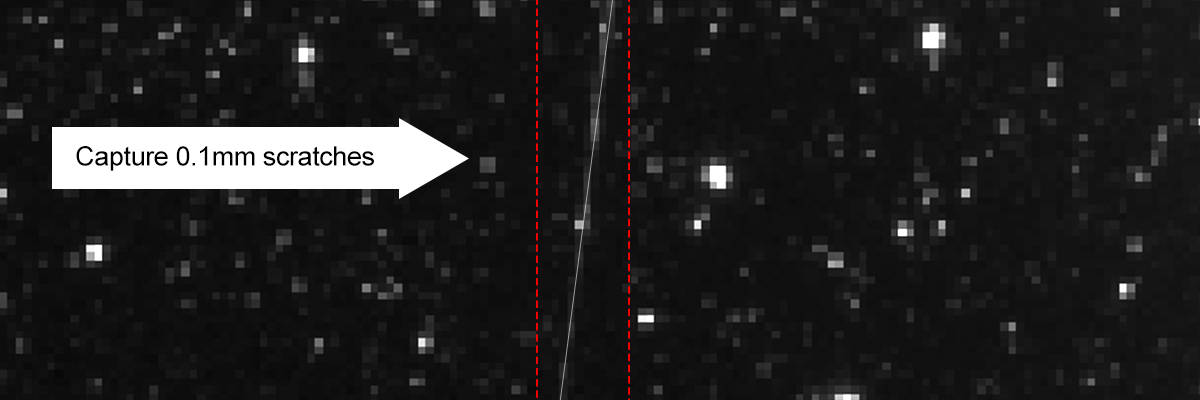
الدقة وكثافة البكسل: اكتشاف العيوب الأصغر من المليمتر بسرعة الإنتاج
يعني التحسن في الدقة أننا نستطيع اكتشاف العيوب الصغيرة جداً التي يقل حجمها عن ملليمتر، وأحيانًا تصل إلى 1.5 ميكرومتر، وذلك بسبب وجود عدد أكبر من البكسلات المعبأة في منطقة المستشعر. ولكن مجرد امتلاك دقة عالية ليس كافيًا بحد ذاته. لكي تعمل فحوصات الذكاء الاصطناعي بأفضل شكل، يجب أن تمتد السمات قيد الفحص على نحو 5 إلى 10 بكسلات. وهذا يُكوّن النطاق الأمثل الذي يتم فيه التقاط تفاصيل كافية دون إبطاء المعالجة بشكل كبير. إن تجاوز هذا النطاق يؤدي فقط إلى تراكم البيانات بسرعة أكبر دون تحسين حقيقي لقدرتنا على التمييز بين القطع الجيدة والسيئة، مما قد يؤدي في الواقع إلى إبطاء خطوط الإنتاج. تحقق مستشعرات CMOS الحالية ذات الغالق العالمي هذا التوازن الأمثل بشكل جيد، حيث تتمكن من تحديد العيوب بدقة تبلغ حوالي 99% مع الحفاظ في الوقت نفسه على وتيرة معالجة مئات العناصر كل دقيقة. ما يهم حقًا ليس بالضرورة عدد الميجابكسلات التي تمتلكها الكاميرا، بل الحصول على العدد المناسب من البكسلات بالنسبة لأصغر التفاصيل التي نحتاج رؤيتها ولسرعة حركة خط التجميع.
معدل الإطارات ومزامنة المؤقّت: القضاء على ضبابية الحركة في خطوط السرعة العالية
ما زالت ضبابية الحركة تُسبب معظم حالات الفشل في اكتشاف العيوب على هذه الخطوط الإنتاجية السريعة، حتى عندما تقوم الشركات بتركيب أجهزة استشعار فائقة الدقة. وعند تشغيل الخط بأكثر من 1000 قطعة في الساعة، يجب أن تلتقط الكاميرا كل عنصر خلال أقل من 20 ميلي ثانية فقط للحفاظ على وضوح الحواف. هنا تأتي فائدة كاميرات الغالق الشامل المزامَنة مع جهاز التشفير. فهذه الكاميرات تُثبّت زمن التعريض بحيث يتطابق بدقة مع موقع القطعة على الناقل، مما يحافظ على معدلات الكشف عند حوالي 98.5٪ حتى بأقصى سرعة. والفارق كبير جدًا مقارنة بالأنظمة القديمة التي لا تتضمن مزامنة. وتلاحظ المصانع في مجال تصنيع السيارات والتجميع الإلكتروني انخفاضًا بنسبة 80٪ تقريبًا في الإنذارات الخاطئة عند الترقية. ومن المنطقي أن يكون الأمر كذلك، نظرًا لأن هذه الصناعات تعمل مع مكونات تُقاس بوحدة الميكرون، وبالتالي لا توجد أي هامش للتخمين أو الأخطاء.
مقارنة بين أبرز منصات كاميرات الرؤية الآلية للفحص الصناعي
باسلر ايس 2 مقابل فلير بلاك فلاي S: مقارنة عملية من حيث الدقة والاستقرار ودعم نظام تطوير البرمجيات
تُستخدم سلسلة Basler Ace 2 مستشعرات Sony Pregius الممتازة التي تنجح فعليًا في تقليل تكرارية القياس إلى أقل من 0.1 بكسل، حتى في ظل وجود أنواع شتى من الاهتزازات الصناعية حولها. علاوةً على ذلك، فإن هذه الكاميرات تحافظ على استقرار مكاسب مثير للإعجاب أيضًا، حيث تظل ضمن حدود ±0.05 بالمئة رغم التغيرات في درجة الحرارة التي تصل إلى 15 درجة مئوية. ما يلفت الانتباه حقًا هو برنامج Pylon SDK الذي يعمل بسلاسة كبيرة مع الذراع الروبوتية وشبكات PLC، مما يجعلها مثالية تمامًا لخطوط الإنتاج السريعة التي تعمل بسرعة تزيد عن 200 إطارًا في الثانية. من ناحية أخرى، تمتلك كاميرات FLIR من طراز Blackfly S خصائصها الخاصة، حيث تستخدم معالجة صور خاصة تقلل التشوهات الناتجة عن الحركة بنسبة تقارب 40٪ على الأحزمة الناقلة الفائقة السرعة. ولا ينبغي لنا أن ننسى برنامج Spinnaker SDK الذي يدعم لغات برمجة متعددة مثل Python وC# و.NET. وكلا النظامين الكاميريين قادران على التعامل مع مهام الفحص الخاصة بأقراص أشباه الموصلات وأجزاء بطاريات المركبات الكهربائية دون أي مشاكل، لكن الاختلاف بينهما يظهر في ظروف معينة. إذ تميل كاميرات Basler إلى الأداء الأفضل من حيث الاستقرار الحراري والميكانيكي عند النشر على نطاق واسع، في حين تتفوق كاميرات FLIR في الحالات التي تكون فيها الإضاءة خافتة جدًا، حيث تحقق نتائج ممتازة حتى عند مستويات إضاءة تقل عن 0.1 لومن.
الكاميرات الذكية (Cognex Insight، Keyence CV-X) مقابل أنظمة الكاميرا البصرية القائمة على الحاسوب
تساهم الكاميرات الذكية من علامات تجارية مثل Cognex Insight وKeyence CV-X في تسريع العمليات بشكل كبير. فبالنسبة للفحوصات البسيطة المتعلقة بالأبعاد، يمكن تشغيل هذه الأجهزة خلال أقل من يومين فقط نظرًا لاحتوائها على معالجات مدمجة وبرمجة جاهزة لأنماط العيوب الشائعة. علاوةً على ذلك، توفر هذه الكاميرات حوالي 30٪ من تكاليف الأسلاك عند استخدامها بمفردها في محطات العمل، وهي ميزة رائعة للمنشآت التصنيعية التي تكون فيها كل بوصة مهمة. من ناحية أخرى، فإن الأنظمة الحاسوبية المتصلة بخوادم GPU قوية توفر للمصنّعين طاقة معالجة أكبر بنحو خمس مرات لمهام أكثر تعقيدًا، مثل تحديد العيوب الدقيقة على السطح، أو قياس الأجسام من زوايا متعددة ثلاثية الأبعاد، أو تعديل النماذج أثناء استمرار العمليات. تسمح هذه الأنظمة للشركات بإدارة أكثر من خمسين منتجًا مختلفًا في آنٍ واحد عبر شبكات تحتوي على كاميرات متعددة، وهي قدرة تصبح ضرورية تمامًا عند التعامل مع عمليات تصنيع متنوعة. صحيح أن الكاميرات الذكية تسهّل البدء في ضبط الجودة، لكن الأنظمة القائمة على الحواسيب لا يمكن تجاوزها عندما يتعلق الأمر بالنمو الموازي لمتطلبات الأعمال، وتعديل الخوارزميات بسرعة، والوفاء بالمتطلبات الحسابية المعقدة.
كيفية اختيار كاميرا الرؤية الآلية المناسبة لتطبيقك في مراقبة الجودة
إطار عملي للاتخاذ القرار: مواءمة مواصفات الكاميرا مع التحملات المنتج، وسرعة الخط، والقيود المتعلقة بالإضاءة
عند النظر إلى اكتشاف العيوب، ابدأ بأصغر عيب تحتاج إلى اكتشافه. خذ هذا البُعد، مثلاً خدشاً بحجم 0.1 مم، ثم قم بقسمته على ما تشير إليه الصناعة كـ 3 إلى 4 بكسل لكل معالم التفاصيل. وهذا يمنحنا خط أساس لاحتياجات الدقة. ومسألة سرعة الناقل المتحرك مهمة أيضاً. إذا كانت القطع تتحرك بسرعة تزيد عن متر واحد في الثانية، فعلينا بالفعل استخدام مستشعرات الغالق العالمية (Global Shutter) التي تعمل بمعدل إطارات أعلى من 120 إطاراً في الثانية. وعندما تصل الإنتاجية إلى أكثر من 200 قطعة في الدقيقة، يجب أن تظل فترة التعريض أقل من نصف جزء من الألف من الثانية، وإلا أصبحت الصور ضبابية. وتشكل ظروف الإضاءة تحدياً مختلفاً تماماً. في البيئات شبه المظلمة، ابحث عن كاميرات تتمتع بكفاءة كمومية تزيد عن 75٪ ومدى ديناميكي يتجاوز 70 ديسيبل، حتى تحافظ الصور على تباينها ووضوحها. اتباع هذا النهج عبر ثلاث مراحل رئيسية في ·تساعد المناطق الرئيسية في التأكد من أن الكاميرات تكتشف بالفعل تلك العيوب الصغيرة في الممارسة العملية، وليس فقط في المواصفات الورقية. كما تحافظ على تكلفة معقولة دون التضحية بما يعمل يومًا بعد يوم في أرض المصنع.
هل أنت مستعد لرفع مستوى التควบول الجودة الآلي الخاص بك؟
لا تقبل كاميرات جاهزة تفتقد عيوبًا حرجة أو تبطئ خط إنتاجك. إن حلول HIFLY المخصصة لكاميرات الرؤية الآلية مهندسة وفقاً لاحتياجاتك الدقيقة في التتحكم بالجودة—سواء كنت تكشف عيوب بحجم 1.5 مايكرومتر، أو تتفقد أكثر من 200 قطعة في الدقيقة، أو تعمل في بيئات قاسية.
اتصل بـ HIFLY اليوم للحصول على استشارة مجانية: سيعمل فريقنا على تقييم سير العمل الخاص بك، وتقديم توصيات بالمواصفات، وتقديم عينة مخصصة في غضون 3 أيام فقط. دعنا نبني نظام التتحكم بالجودة الذي ينمو مع عملك ويحقق دقة كشف تزيد عن 99٪ في كل مرة.





