

-
Best Weld Monitoring Camera Solutions for Automation
2026/05/01Struggling with weld defects in automated lines? Discover how HDR, SWIR imaging, and AI-powered cameras cut false positives by 35% and defect escape by 40%. Get expert selection criteria.
-

Function of Inner Wall Inspection Lens
2026/04/21The inner wall inspection lens (also known as bore/360° inner wall lens) is a core component of machine vision and industrial endoscopes. It is specifically designed to address imaging and inspection challenges for closed cavities, deep holes, an...
-

Why Choose CoaXPress for High-Speed Vision
2026/04/14In the field of machine vision, as image data grows larger and transmission requirements become more demanding, traditional interfaces often struggle to meet project needs. This is why the CoaXPress (CXP) interface has become the choice for many high...
-

The Application of Machine Vision Cameras in Golf Projects
2026/04/07Golf, a sport that emphasizes precision and technical skill, has traditionally relied on human observation and subjective judgment, which often lack accuracy and objectivity. In recent years, machine vision cameras— a key component of artificia...
-

Tips for Selecting the Right Line Scan Camera
2026/03/26Struggling with motion blur or low-resolution web/cylindrical inspection? Discover how line scan cameras deliver infinite vertical resolution, sub-pixel sync, and 92% better defect detection. Get your ROI-optimized selection checklist now.
-
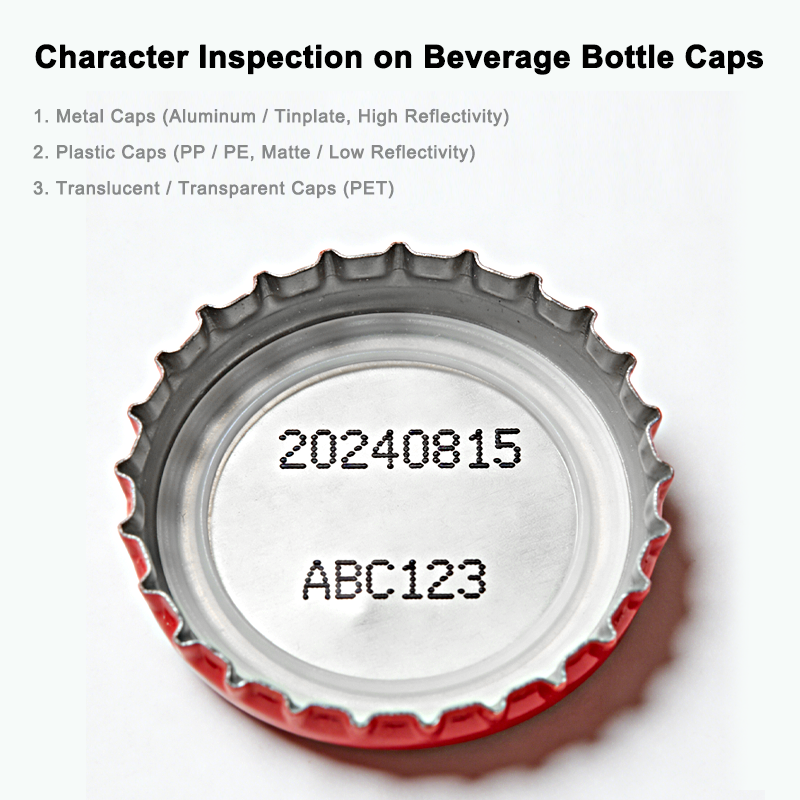
Character Inspection on Beverage Bottle Caps
2026/03/21Light source selection is prioritized by material + reflectivity + character type. Main solutions are as follows: I. Light Source Selection by Cap Material 1. Metal Caps (Aluminum / Tinplate, High Reflectivity) First choice: Coaxia...
-
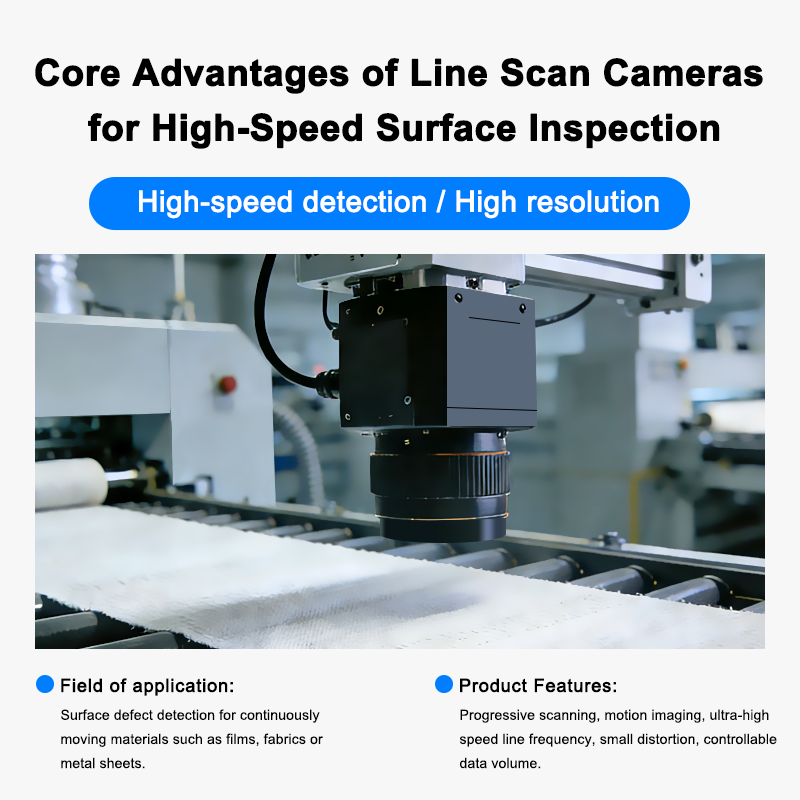
How Line Scan Cameras Improve Surface Defect Detection
2026/03/16Learn how line scan cameras improve surface defect detection for industrial manufacturing—core advantages, parameter optimization, encoder synchronization, and expanded use cases for flat webs and curved surfaces.
-
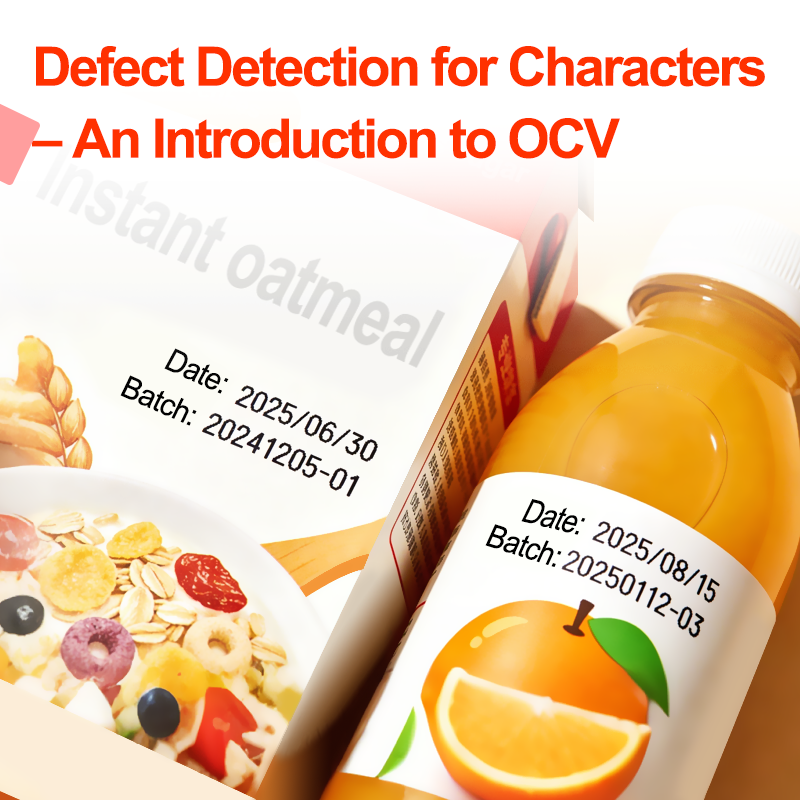
Defect Detection for Characters – An Introduction to OCV (Optical Character Verification)
2026/03/14Optical Character Verification (OCV) is a technology used to verify the accuracy and quality of printed text on manufactured products. Manufacturers and sellers use OCV to quickly and automatically check the accuracy of information on packaging, from...
-

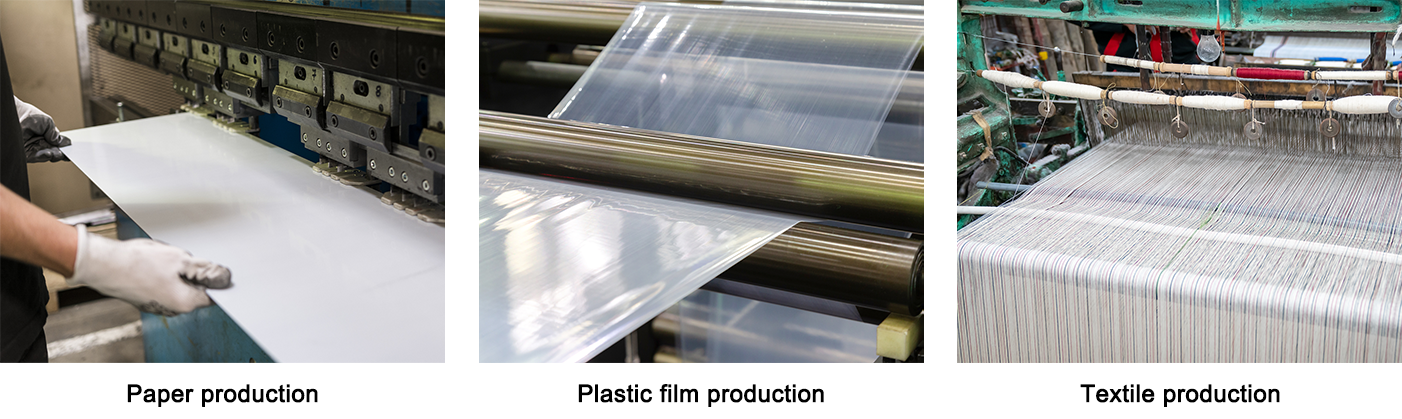
Best Line Scan Camera Applications in Web & Textile Inspection
2026/03/10Discover the best line scan camera applications for web and textile inspection, including the limitations of area scan cameras, lighting optimization strategies, and end-to-end automated quality assurance solutions.
-
The Application of Machine Vision Cameras in License Plate Recognition Projects
2026/03/07Machine vision cameras are the core of LPR systems, determining accuracy by capturing high-quality license plate images. This article briefly covers their selection, software coordination and practical optimization for LPR projects. 1. Camera Selecti...
-

Area Scan Camera Use Cases in Packaging & Assembly Lines
2026/03/06Explore the top area scan camera use cases in packaging and assembly lines, including label verification, seal integrity inspection, component validation, and integration best practices for industrial automation.
-
Area Scan Camera Guide: Benefits & Industrial Applications
2026/03/02Struggling with inconsistent inspections? Discover how area scan cameras boost accuracy, cut false rejects by 23%, and integrate seamlessly into automation. Get your free consultation now.





