

Jak čárové kamery zlepšují detekci povrchových vad
Klíčové výhody čárových kamer pro vysokorychlostní kontrolu povrchu
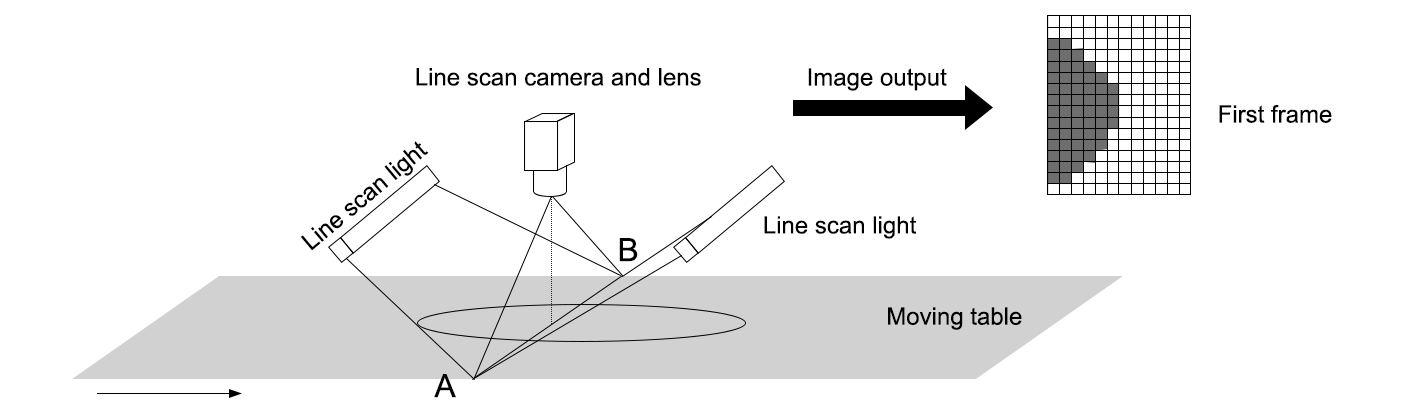
Eliminace rozmazání pohybem díky nepřetržitému pořizování obrazu řádek po řádku
Linkové průmyslové kamery fungují jinak než běžné kamery, pokud jde o potlačení rozmazání pohybu. Pořizují snímky po jednom řádku pixelů, zatímco se objekty pohybují přes snímač. Kamera neustále skenuje, přičemž rychlost skenování přesně odpovídá rychlosti pohybu dopravního pásu – obvykle prostřednictvím rotačních enkodérů. To znamená, že každý jednotlivý skenovací řádek zachytí ostré detaily bez překrývajících se snímků, které způsobují rozmazání. Ve srovnání s plošnými kamerami, které pořizují celé snímky najedou, zůstávají linkové systémy ostré i tehdy, když materiály projíždějí rychlostí přesahující 5 metrů za sekundu. U výrobních linek pro výrobu kovové fólie nebo v textilním průmyslu, kde je na kvalitě nejvíce záleženo, má to rozhodující význam. Tradiční kamery prostě nestačí a výsledkem jsou rozmazané nebo zcela nepoužitelné snímky. Nedávný výzkum publikovaný v roce 2023 ukázal, že tyto specializované systémy vykazují méně než 0,1 % chyb způsobených rozmazáním pohybu při provozu vysokou rychlostí – což je pro provoz automobilních kontrolních linek velmi působivý výsledek.
Překonání omezení snímkovací frekvence plošných kamer v průmyslových linkách založených na webových technologiích
Standardní kamery pro plošné snímání dosahují při snímkovacích frekvencích hranice, obvykle se pohybují kolem 200 snímků za sekundu. To je činí téměř nepoužitelnými pro kontrolu materiálů, které se neustále pohybují po výrobní lince. Problém spočívá v tom, že tyto kamery pořizují snímky v intervalech, takže mezi jednotlivými snímky vznikají malé časové mezery, během nichž mohou vadné místa uniknout detekci. Kamery pro řádkové snímání tento problém řeší zcela odlišným způsobem. Namísto toho, aby pořizovaly celé snímky najedou, sestavují obrazy postupně řádek po řádku ve svislém směru. To znamená, že v datech obrazu nevznikají žádné mezery – bez ohledu na to, jak dlouhý je právě kontrolovaný materiál. Toto je zásadní zejména při výrobě papíru, kontrole solárních panelů nebo zajištění kvality elektrod baterií. Praktické testy ukazují, že tyto systémy pro řádkové snímání dokážou zachytit i velmi malé nedostatky o velikosti menší než jeden milimetr, a to i tehdy, když se výrobní linka pohybuje rychlostí 10 metrů za sekundu – něco, co běžné kamery pro plošné snímání prostě nedokážou zvládnout.
Optimalizace parametrů čárové kamery pro spolehlivé zjišťování vad
Velikost pixelu, čárová frekvence a rychlost pohybu materiálu: aplikace Nyquistova–Shannonova kritéria pro detekci podpixelových vad
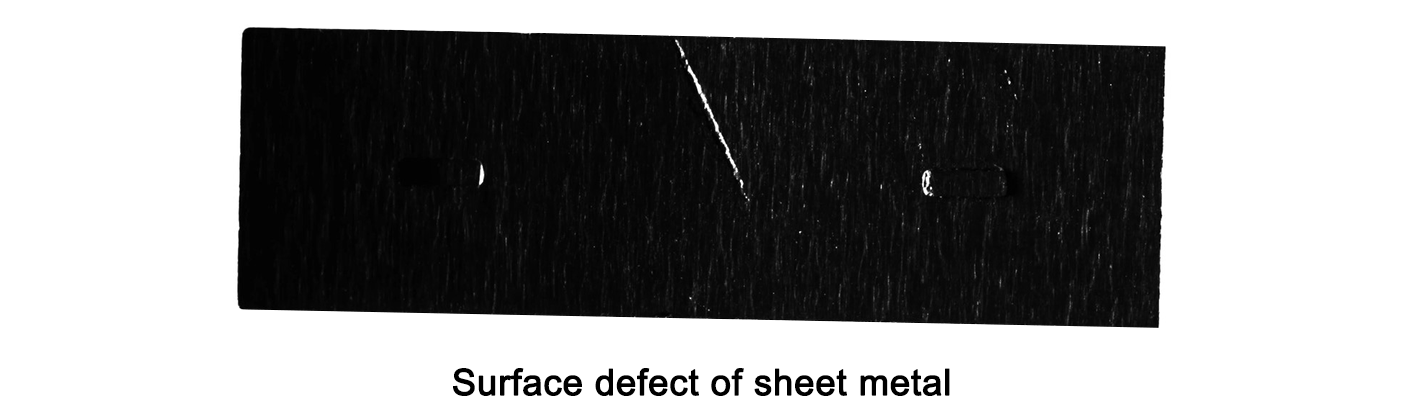
Správné nastavení parametrů je rozhodující pro detekci těch malých nedostatků, které hledáme. Vzdálenost mezi pixely (pixel pitch) v podstatě určuje teoretický limit rozlišení detailů. Například u vzdálenosti mezi pixely 10 mikrometrů lze rozpoznat prvky o velikosti přibližně 10 mikrometrů. Podle Nyquistova-Shannonova vzorkovacího pravidla však potřebujeme pro každý nedostatek alespoň dva pixely – ideálně tři nebo čtyři – aby nedocházelo k rušivým efektům aliasingu a aby byly získané obrazy přesné. Při kontrole materiálů pohybujících se rychlostí 5 metrů za sekundu se detekce nedostatku o velikosti 50 mikrometrů stává náročnou úlohou, pokud systém není schopen zpracovat lineární frekvence přesahující 100 kiloherců. Přizpůsobení lineární frekvence rychlosti pohybu kontrolovaného materiálu (web speed) zabrání rozmazání obrazu během inspekce. Pokud není vzorkování provedeno správně, malé nedostatky buď zcela zmizí, nebo budou zobrazeny zkresleně. Správné nastavení všech těchto parametrů zajišťuje, že i nejmenší trhliny ve tvaru vlásek a mikroskopické škrábance jsou jasně viditelné, a to i přesto, že jsou menší než velikost jednotlivého pixelu.
Přesné lokalizování vad pomocí řádkového snímkování synchronizovaného s enkodérem
Získání přesných poloh vad na materiálech, které se neustále pohybují – například fóliích, tkaninách nebo kovových plechových páskách – vyžaduje synchronizaci pohybu materiálu se snímkováním na úrovni mikrometru. Tuto synchronizaci umožňují kvadraturní enkodéry. Pokud jsou tyto zařízení připojeny k válcům nebo hnacím hřídelím, generují v reálném čase signály polohy, které následně spouštějí každý řádek snímku přesně v okamžiku, kdy se materiál posune o odpovídající vzdálenost. Celý systém pracuje v uzavřené zpětnovazební smyčce, takže nedochází k postupnému posunutí (driftu) mimo zarovnání. V důsledku toho jsou všechny vady zaznamenány přesně na jejich skutečných pozicích na povrchu materiálu, i když se materiál pohybuje rychlostí přesahující 10 metrů za sekundu. Tato úroveň přesnosti je zásadní v kontextu kontrol kvality, kde musí rychlost a přesnost existovat vedle sebe.
Integrace kvadraturního enkodéru zajišťuje opakovatelnost polohy s přesností ±0,1 mm u pohybujících se pásek
Dnešní systémy enkodérů dokážou určit polohu s rozlišením 0,1 mikrometru, což znamená, že souřadnice se při opakovaných měřeních opakují s přesností přibližně ±0,1 mm. Tato úroveň podrobnosti umožňuje automatickým systémům spolehlivě detekovat a oddělovat vadné díly při minimální ztrátě materiálu. Takovou přesnost vyžadují průmyslové odvětví, kde je kvalita rozhodující. Uvažujte například optické povlaky, výrobu elektrod pro baterie nebo fólie používané při balení lékařských výrobků. Tyto obory spoléhají na přesná měření nejen pro detekci chyb, ale také pro sledování výrobních dat a statistickou regulaci procesů. Velmi důležité je také schopnost enkodérů udržovat synchronizaci všech komponent i při zrychlování či zpomalování strojů. To pomáhá zachovat správné polohování během neustálých start-stop pohybů, které se na výrobních linkách pravidelně vyskytují.
Rozšiřující se aplikace: od plochých pásek po zakřivené a rotující povrchy
Kontrola válcových povrchů pomocí rotačních kodérů a víceřádkových řádkových kamer
Technologie řádkového skenování funguje výborně již nejen na rovných površích, ale také na různých zakřivených a rotujících tvarech, jako jsou trubky, válce, lahve a dlouhé součásti v automobilech. Systém využívá rotačních kodérů k synchronizaci okamžiku pořízení obrazu s otáčením kontrolovaného předmětu. To umožňuje velmi přesné určení polohy s přesností asi ± 0,1 mm, i když se předmět otáčí rychlostí až 500 otáček za minutu. Pokud firmy nasadí několik řádkových kamer vedle sebe a spustí je současně, mohou získat množství skenovacích řádek najedou. To znamená úplné 360° pokrytí kontrolovaného povrchu bez jakýchkoli vynechaných oblastí nebo mezer, kde by se mohly skrývat chyby.

Pro zakřivené povrchy specializované optické návrhy (např. telecentrické nebo vlastní válcové čočky) a algoritmy pro úhlovou kompenzaci napravují odchylky roviny zaostření a zachovávají rozlišení na složitých topografiích. Průmyslová validace ukazuje míru detekce vad přesahující 99,2 % na náročných geometriích. Klíčové funkce zahrnují:
- Eliminaci zkreslení povrchu prostřednictvím kompenzace úhlů v reálném čase
- Měření průměru in situ během rotace
- Detekci mikroškrábanců (< 5 µm) na vysoce odrazivých nebo strukturovaných površích
- Bezproblémovou integraci se systémy robotického broušení, povlakování nebo třídění
Architektura se přizpůsobuje náročným prostředím – od vysokokmitavých litných linek po čisté místnosti třídy ISO 5 – a podporuje stále rostoucí využití při inspekci leteckých kompozitů, výrobků pro zdravotnictví a komponentů pro obnovitelné zdroje energie.
Jste připraveni zvýšit úroveň detekce povrchových vad pomocí čárových snímačů?
Linkové průmyslové kamery jsou základem spolehlivého a vysokorychlostního detekování povrchových vad – žádný systém s plošným snímkováním nedokáže dosáhnout jejich bezprostředního pokrytí, eliminace rozmazání pohybu a přesnosti na úrovni mikrometrů při plné rychlosti výroby. Optimalizací parametrů linkového snímkování, synchronizace s enkodérem a optického návrhu tak, aby odpovídaly vašim požadavkům na materiál a detekci vad, snížíte počet nepozorovaných vad, omezíte odpad materiálu a zavedete konzistentní a cenově efektivní kontrolu kvality ve své výrobní linky.
Pro průmyslové řešení čtecích lineárních kamer přizpůsobené vaší aplikaci pro kontrolu povrchu nebo pro sestavení plně integrovaného systému strojového vidění s doplňkovým osvětlením, objektivy a nástroji pro synchronizaci s enkodérem (jak je nabízí společnost HIFLY), spolupracujte s poskytovatelem, jehož odbornost je zakořeněna v oblasti průmyslového strojového vidění. Zkušenosti společnosti HIFLY sahají 15 let a zahrnují vysokorychlostní 10 GigE lineární kamery s rozlišením 8K, vícespektrální zobrazovací systémy a komplexní řešení pro kontrolu povrchu – vše podložené certifikací ISO 9001:2015, více než 30 vynálezcovskými patenty a podporou více než 2 500 klientů v přesně 30 zemích. Kontaktujte nás ještě dnes pro bezplatnou konzultaci bez závazku, která pomůže optimalizovat vaše zařízení pro detekci povrchových vad pomocí lineárních kamer.





