

Tipy pro výběr vhodné čárové kamery
Základy čárových průmyslových kamer: architektura, princip a klíčové výhody
Jak se čárové snímkování liší od plošného snímkování – eliminuje rozmazání pohybu a umožňuje nekonečné vertikální rozlišení
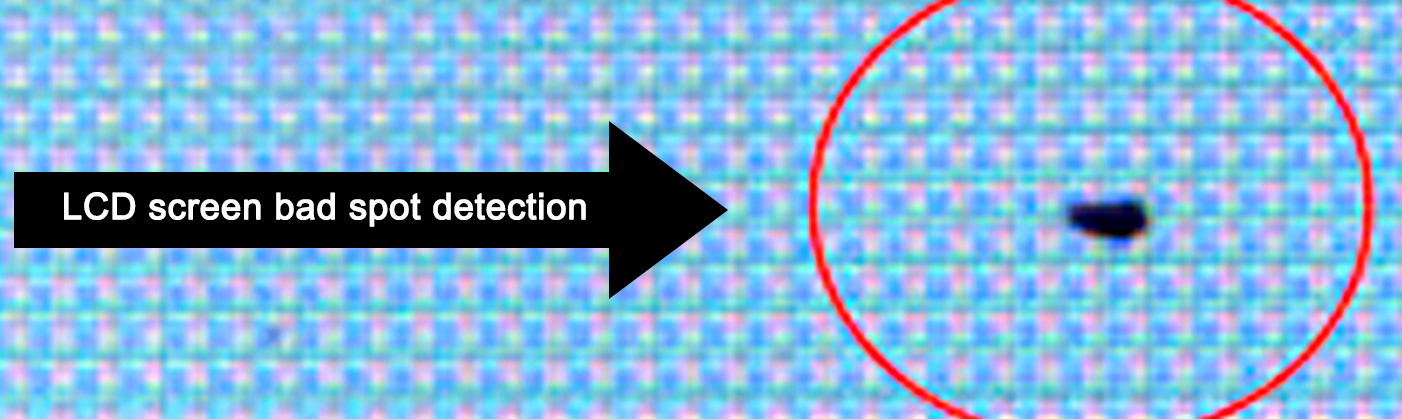
Plošné snímací kamery pořizují kompletní dvourozměrné obrázky najedou, zatímco řádkové snímací kamery fungují jinak. Mají pouze jeden řádek pixelů, který postupně sestavuje obraz, jak se předměty pohybují přes zorné pole kamery. Systém je synchronizován s pohybem pomocí zařízení jako rotační nebo lineární enkodéry, takže nedochází k rozmazání ani při velmi rychlém pohybu – někdy i nad 10 metrů za sekundu. Klíčové je, že vertikální rozlišení teoreticky nemá žádné omezení. Výška výsledného obrazu závisí výhradně na tom, jak daleko se předmět pohne před kamerou, nikoli na fyzické velikosti senzoru. Právě proto se řádková snímací technologie vyznačuje v přesných úlohách, jako je například kontrola polovodičů během výroby nebo sledování obrovských cívek kovových pásků širokých až 3 000 mm. Tradiční plošné snímací systémy tyto úkoly prostě nezvládnou bez toho, aby buď vytvořily obrovské, z více částí složené obrázky, nebo nepřišly o důležité podrobnosti v průběhu zpracování.
Vysvětlení základních komponent: lineární senzor, motor časového průběhu řádku, rozhraní kódovacího zařízení a logika reálného časového synchronizování
Tuto přesnost umožňují čtyři navzájem závislé komponenty:
- Lineární snímače , obvykle pole CMOS nebo CCD se 1–16 tisíci aktivními pixely, určují horizontální rozlišení a spektrální odezvu.
- Motory časového průběhu řádku zpracovávají pixelová data rychlostí od 10 do 140 kHz, dynamicky přizpůsobují frekvenci vzorkování rychlosti pohybu objektu.
- Rozhraní kódovacích zařízení převádějí mechanický pohyb na přesné spouštěcí signály – dosahují synchronizace rychlosti s přesností ±0,01 % pomocí kvadraturního dekódování.
- Logika reálného časového synchronizování kompensuje vibracemi způsobené rozmazání nebo přechodné změny rychlosti a udržuje registraci s přesností lepší než jeden pixel v průběhu nepřetržitých skenů.
Společně tyto prvky umožňují obrazování válcových povrchů, nekonečných pásek a tepelně nestabilních materiálů bez jakékoli deformace – funkce, které jsou zásadně nedostupné architekturám založeným na ploše.
Přesné přizpůsobení rychlosti čáry, rychlosti pohybu a prostorového rozlišení
Řídící rovnice: Δx = v / fline — a jak ji použít pro kalibraci z pixelů na milimetry
Získání přesných prostorových měření v obrazových systémech s čárovým snímkováním závisí především na tom, jak dobře se rychlost objektu (v) shoduje s čárovou frekvencí kamery (fline). Základem je následující jednoduchý vzorec: delta x = v / fline, který udává skutečnou vzdálenost, kterou každý pixel reprezentuje. Představme si například dopravní pásmo pohybující se rychlostí 500 mm/s a kameru nastavenou na 10 kHz. Výpočet potom dává rozlišení přibližně 0,05 mm na pixel. Při kalibraci těchto systémů je zásadní získat spolehlivá měření rychlosti. Většina uživatelů k tomuto účelu používá laserové dopplerovské rychlostiměry a poté upravuje čárovou frekvenci, dokud nedosáhne požadované hodnoty delta x. Dávejte pozor na odchylky: pokud dojde k odchylce více než ±2 %, začnou se chyby projevovat v důležitých aplikacích, jako je například kontrola šířky vodivých spojů na tištěných spojovacích deskách, kde je přesnost rozhodující.
Synchronizace na základě enkodéru: zajištění registrace s přesností lepší než jeden pixel v prostředích s vysokou vibrací nebo proměnnou rychlostí
Když se stroje roztřesou nebo se jejich rychlosti neočekávaně změní, vznikají tím časové problémy, které způsobují, že obrazy jsou méně ostré a měření je obtížnější opakovat konzistentně. Synchronizací enkodéru se zpětnou vazbou polohy pohybového systému můžeme přesně určit okamžik pořízení obrazu. To znamená, že i při kolísání rychlostí až o 15 % stále dosahujeme registrací na úrovni podpixelové přesnosti, která je pro kontrolu kvality tak důležitá. Čísla mluví sama za sebe: rotační enkodéry dokáží měřit úhly s přesností až na 0,001 stupně, zatímco lineární enkodéry sledují polohu s přesností pouze 1 mikrometr. Tyto schopnosti rozhodují o všem v náročných průmyslových prostředích. Představte si například ocelárny, kde se všechno neustále třese, nebo textilní továrny, kde se napětí mění z jedné chvíle na druhou. Díky správné synchronizaci enkodérů systémy detekují skutečné vady místo toho, aby omylem odmítaly bezvadné výrobky. Studie ukazují, že tento přístup snižuje počet falešných odmítnutí přibližně o 40 % ve srovnání se staršími metodami, které běží volně bez jakýchkoli spouštěcích bodů.

Kritéria výběru řízená aplikací pro běžné průmyslové případy použití
Webová inspekce: řízení změn napětí, spojitosti stehu a lokalizace vad v reálném čase
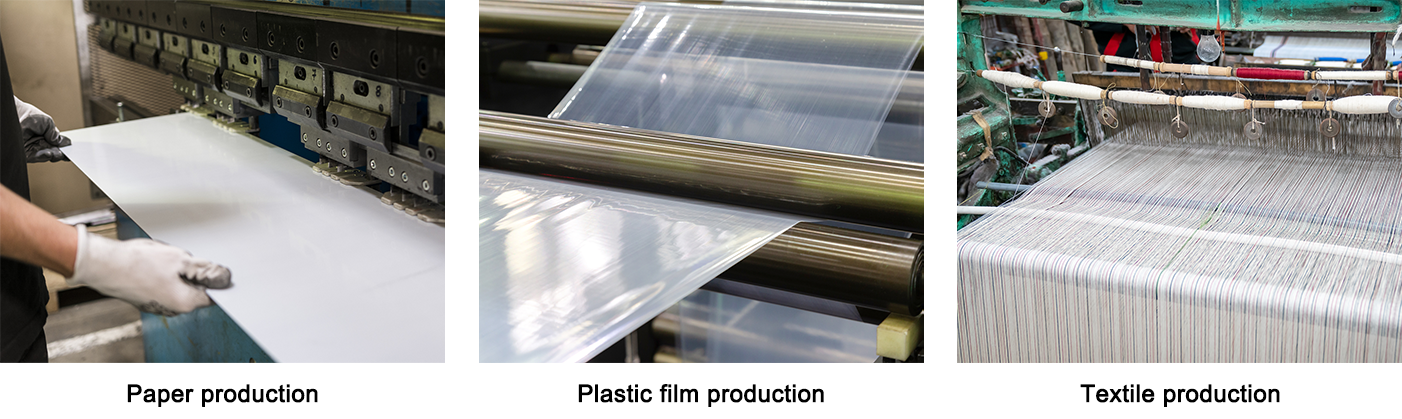
Při práci s nepřerušovanými materiály ve formě pásů, jako je papír, plastové fólie, kovové fólie nebo textilní pásy, výběr vhodných lineárních průmyslových kamer závisí na třech hlavních faktorech, které jsou na výrobní lince nejdůležitější. První výzvou jsou změny rychlosti způsobené kolísáním napětí během celého procesu. Aby bylo možné tento jev zvládnout, potřebují systémy adaptivní řídicí jednotky pracující alespoň na frekvenci 20 kilohertz spolu s uzavřenými zpětnovazebními smyčkami s enkodery, aby zůstaly obrazy po celé šířce zarovnané pixel za pixelem. Druhou výzvou je spojení těchto obrazů bez mezer mezi jednotlivými řádky, což vyžaduje pečlivé překrytí pixelových polí. Výrobci obvykle sledují synchronizaci lepší než jeden mikrosekunda, aby zajistili nepřetržitost konečných výsledků kontroly. Třetí výzvou je detekce vad v reálném čase, která závisí především na výkonu vestavěného zpracování obrazu. Mnoho moderních systémů nyní využívá FPGA čipů ke zrychlení základních úloh analýzy obrazu, jako je například detekce prahu, a umožňuje tak označit problémy již během pěti milisekund, než dojde k odmítnutí výrobku. Nedávný výzkum z roku 2023 ukázal, že přechod od plošných kamer k lineárním kamerám zlepšil míru detekce vad téměř o 92 % při provozní rychlosti pásu osm metrů za sekundu, což vysvětluje, proč se tento přechod dnes stává stále častějším u převáděcích zařízení.
Skenující snímání válcových dílů: mapování úhlového rozlišení, zarovnání rotačního enkodéru a záludnosti zkreslení zorného pole
Při práci s otáčejícími se součástkami, jako jsou lahve, ložiska nebo vůzové hřídele, hraje úhlové rozlišení klíčovou roli při výběru správného senzoru pro danou práci. Základní vzorec vypadá asi takto: N se rovná pi vynásobené průměrem děleným otáčkami v minutě krát 60 krát požadované prostorové rozlišení. Získat správná čísla je důležité, protože špatně nasměrované rotační kódovače mohou způsobit problémy. Asi v polovině případů tyto nesrovnalosti vedou k radiačnímu zkreslení nad 15%, což je důvod, proč mnozí technici kontrolují své nastavení pomocí kvadraturních signálů nejprve. Další věc, na kterou se dá dávat pozor, je optické zkreslení. Obvyklé čočky mají tendenci zkreslovat obrázky na zakřivených okrajích, vytvářet takzvané zkreslení. Proto se některé aplikace přepínají na telecentrickou optiku, která udržuje měřicí chyby pod 0,1 procenty v celé oblasti pohledu. Pro kontrolu automobilových šachet, kde je záblesk problém, je přechod z 8-bitových na 12-bitové senzory velký rozdíl. Většina obchodů hlásí o 70% poklesu chybných hodnot při upgradu, ačkoli výsledky se budou lišit v závislosti na konkrétních podmínkách.
Line Scan kamera vs. Area Scan kamera: Kdy zvolit kterou pro optimální návratnost investice (ROI)
Pět rozhodujících scénářů, ve kterých lineární skenovací kamera poskytuje neporazitelný výkon a cenovou efektivitu
Zatímco plošné (area scan) kamery zůstávají optimální pro diskrétní, statické nebo pomalé objekty, technologie lineárního skenování poskytuje vyšší výkon – a lepší návratnost investice (ROI) – v pěti průmyslových oblastech s vysokým objemem výroby:
- Kontrola rychlých pohybujících se materiálů (web inspection) (papír, fólie, filmy), kde rozmazání způsobené pohybem narušuje přesnost plošných kamer; lineární skenovací kamera zachycuje bez zkreslení jednorozměrné řezy s frekvencí vyšší než 70 kHz, což umožňuje bezproblémové snímkování na kilometrové úseky.
- Monitorování kovových pásků během horkého válcování, kde tepelné posuny a konstrukční vibrace vyžadují synchronizovaný záznam řízený enkodérem, aby byla zachována registrace s přesností lepší než jeden pixel.
- Výrobou textilií kontrola textilních látek, kde je pružnost tkaniny a proměnné napětí kompenzováno prostřednictvím kalibrace pixelů v reálném čase – čímž se vyhnete artefaktům spojování, které jsou typické pro vícekamerové plošné (area scan) systémy.
- 360° kontrola rotujících válcovitých součástí , kde mapování úhlového rozlišení umožňuje detekci vad na úrovni mikrometrů při rychlostech vyšších než 2 000 otáček za minutu.
- Skenování velkých ploch (fotovoltaické panely, letecké kompozity), kde řádkové skenování eliminuje nutnost nákladného zarovnání a kalibrace více kamer.
V těchto aplikacích systémy řádkového skenování snižují náklady na hardware a integraci o 30–60 % a zároveň snižují počet falešných odmítnutí – často způsobených artefakty pohybu u systémů plošného skenování – přibližně o 15 %. Díky škálovatelnosti a architektuře s jedním senzorem dosahují návratnosti investic (ROI) během 8–12 měsíců v prostředích výroby s vysokou propustností.

Jste připraveni vybrat správnou kameru pro řádkové skenování pro svou průmyslovou aplikaci?
Správná kamera pro řádkové skenování je základem spolehlivé a vysokorychlostní průmyslové inspekce – žádný algoritmus ani software nedokáže kompenzovat nesoulad mezi kamerou a rychlostí linky, požadovaným rozlišením nebo výrobním prostředím. Přizpůsobením rychlosti řádku, rozlišení senzoru, synchronizace s enkodérem a optického návrhu konkrétní aplikaci vy odemykněte si bezprostřední, mikrometricky přesnou kontrolu, snižte počet falešných odmítnutí a dosáhněte měřitelného návratu investic pro svůj výrobní provoz.
Pro průmyslové řešení čtecích lineárních kamer přizpůsobené vašim požadavkům na kontrolu pohybujícího se materiálu (web inspection), cylindrické skenování nebo zobrazování ve velkoformátovém rozlišení, nebo pro sestavení plně integrovaného systému strojového vidění s doplňkovým osvětlením, objektivy a nástroji pro synchronizaci s enkodery (jak je nabízí společnost HIFLY), spolupracujte s poskytovatelem, jehož odbornost je zakořeněna v oblasti průmyslového strojového vidění. HIFLY 15 let zkušeností zahrnuje vysokorychlostní 10 GigE 8K lineární kamery, multispektrální zobrazovací systémy a kompletní průmyslová řešení pro kontrolu – podpořená certifikací ISO 9001:2015, více než 30 vynálezcovskými patenty a podporou více než 2 500 klientů v přes 30 zemích. Kontaktujte nás ještě dnes a domluvte si bezzávaznou konzultaci za účelem výběru ideální lineární kamery pro váš provoz.





