

Board-Level-Kamera vs. Industriekamera: Unterschiede erklärt
Für OEM-Entwicklungsteams, Systemintegratoren und Stakeholder im industriellen Beschaffungswesen stellt die Auswahl zwischen einer Board-Level-Kamera und einer vollständig geschlossenen Industriekamera eine entscheidende Entscheidung dar, die sich unmittelbar auf die Gesamtbetriebskosten (TCO) Ihres Projekts, den Time-to-Market, die Langzeitzuverlässigkeit sowie die Einhaltung gesetzlicher Vorschriften auswirkt. Dieser Leitfaden erläutert die wesentlichen technischen, umgebungsbedingten, leistungsbezogenen und lebenszyklusbezogenen Unterschiede zwischen einer Board-Level-Kamera und einer Industriekamera, um Ihrem Team eine datengestützte Entscheidung zu ermöglichen, die auf Ihre Anwendung, Umgebung und Ziele für die Serienproduktion abgestimmt ist.
Physikalisches Design und Integrationsflexibilität
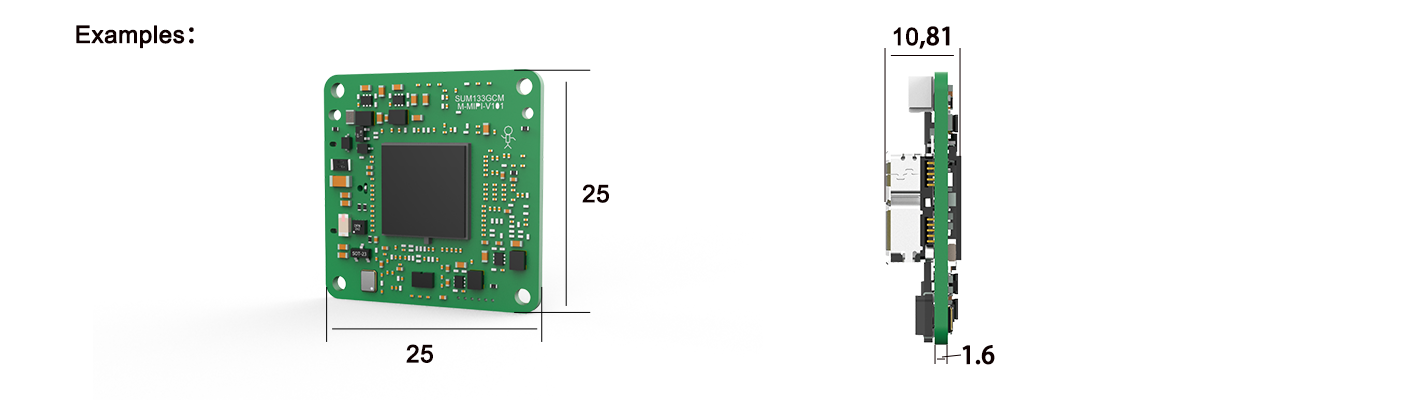
Board-Level-Kamera: Kompaktes Format, direkte PCB-Integration und Vorteile der CSI-2-/SLVS-EC-Schnittstelle
Kameramodule auf Board-Ebene stellen eine minimale Baugröße und eine direkte Integration in Host-Systeme in den Vordergrund. Ihre kompakten Gehäuseformate (typischerweise < 25 mm²) ermöglichen die direkte Einbettung auf Leiterplatten (PCBs) und eliminieren sperrige Steckverbinder und Kabel. Dieses Design nutzt optimierte Schnittstellen wie MIPI CSI-2 oder SLVS-EC, die unkomprimiertes Video mit über 4 Gbps bei geringer elektromagnetischer Störstrahlung (EMI) übertragen. Eine solche Integration reduziert den Montageaufwand um 30–50 % im Vergleich zu externen Modulen und macht sie daher ideal für platzkritische Anwendungen wie endoskopische Instrumente oder Drohnen-Navigationssysteme.
Industriekamera: Robustes Gehäuse, IP67+-Zertifizierung und aktives Thermomanagement für raue Umgebungen
Industriekameras begegnen Umweltherausforderungen mit robusten mechanischen Konstruktionen. In Gehäusen aus Aluminium oder Edelstahl erreichen sie den Schutzgrad IP67/69K gegen Staub, Feuchtigkeit und Hochdruckreinigung. Ein aktives thermisches Management – unter Verwendung von Peltier-Kühlern oder Heatpipes – gewährleistet die Sensorstabilität über extreme Temperaturbereiche hinweg (-40 °C bis +85 °C). Die Vibrationsfestigkeit von bis zu 15 G stellt die Zuverlässigkeit im Einsatz an bewegten Maschinen sicher, während standardisierte Befestigungsschnittstellen (C-Mount, S-Mount) die optische Ausrichtung vereinfachen. Diese Merkmale ermöglichen eine Betriebszeit von über 100.000 Stunden in anspruchsvollen Umgebungen wie Automobil-Inspektionslinien oder Außenüberwachungsanlagen.
Umweltbeständigkeit und Zuverlässigkeitsprüfung
Industriekamera-Standards: MIL-STD-810G, erweiterter Temperaturbereich (-40 °C bis +85 °C) sowie EMI-/EMV-Zertifizierung
Industriekameras unterziehen sich einer strengen Validierung gemäß den MIL-STD-810G-Richtlinien, wobei thermischer Schock, mechanische Vibration und Feuchtigkeitsbelastung simuliert werden. Diese militärische Prüfung gewährleistet eine konsistente Leistung in kritischen Anwendungen – von der Logistik in der Arktis bis zum Bergbau in der Wüste. Die EMI/EMV-Zertifizierung (z. B. FCC Part 15B) garantiert die elektromagnetische Verträglichkeit in elektrisch störanfälligen Umgebungen und verhindert so Datenkorruption in der Nähe von Motoren oder hochfrequenten Geräten. Unabhängige Validierungen zeigen, dass konforme Kameras nach über 5.000 Betriebsstunden unter korrosiven Salznebel-Bedingungen eine Ausfallrate von < 0,1 % aufweisen – was sie unverzichtbar macht für den Einsatz in Luft- und Raumfahrt, Verteidigung sowie schwerem Maschinenpark, wo Zuverlässigkeit unmittelbar die betriebliche Sicherheit beeinflusst.
Einschränkungen von Board-Level-Kameras: Passive Kühlungsbeschränkungen, Leistungsabsenkung (Derating) in Gehäusen mit hoher Wärmeentwicklung sowie Abhängigkeit von systemseitiger Abschirmung
Kameramodule auf Board-Ebene verfügen über kein aktives thermisches Management und setzen ausschließlich auf passive Kühlung sowie die Luftzirkulation des Host-Systems. In Gehäusen mit Umgebungstemperaturen über 60 °C ist eine Leistungsreduzierung erforderlich – also eine Senkung der Bildfrequenz oder Auflösung um 15–30 % –, um eine Überhitzung des Sensors zu verhindern; dieser Kompromiss erschwert Hochdurchsatz-Anwendungen wie die automatisierte optische Inspektion. Zudem hängt ihre Signalintegrität bei fehlender integrierter EMI-Abschirmung vollständig von systemseitigen Barrieren ab. In nicht abgeschirmten Aufbauten kann Störstrahlung von Schweißgeräten oder frequenzvariablen Antrieben die Leistung um bis zu 40 % beeinträchtigen. Ingenieure müssen daher die Host-Gehäuse durch zusätzliche Kühlkörper und leitfähige Dichtungen ergänzen, was die Validierungsprozesse für Thermomanagement und elektromagnetische Verträglichkeit (EMV) komplexer macht.
Bildgebungsleistung und Echtzeitfähigkeit
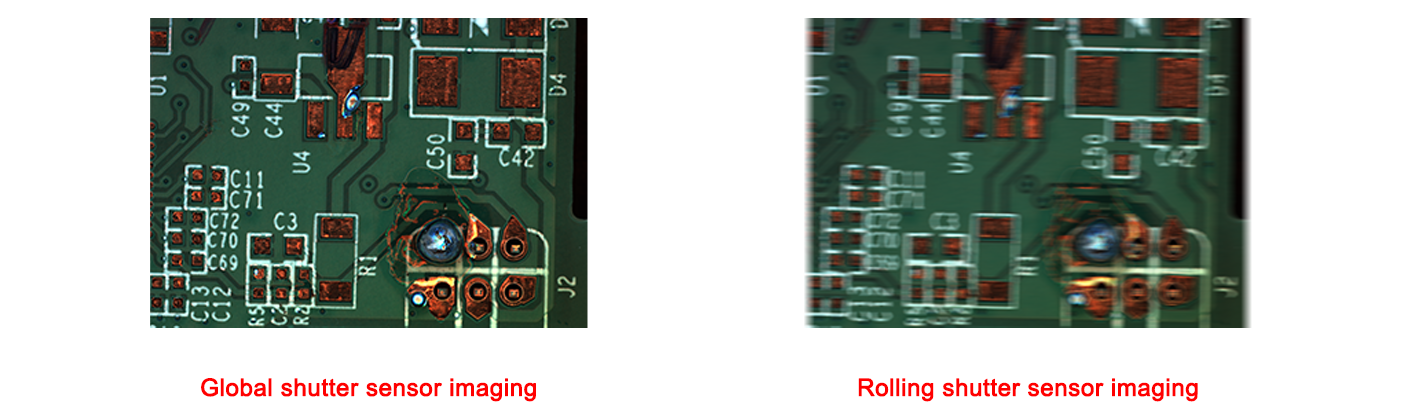
Global Shutter-Genauigkeit, Trigger-Latenz unter 10 µs und Hardware-Synchronisation (GenICam, IEEE 1588)
Industriekameras eliminieren Bewegungsartefakte mithilfe von Global-Shutter-Sensoren, die in der Lage sind, Objekte, die sich mit 120 km/h bewegen, verzerrungsfrei aufzunehmen – eine entscheidende Voraussetzung für die automatisierte optische Inspektion (AOI). Sie gewährleisten eine Zeitgenauigkeit von ±0,1 % über Temperaturschwankungen hinweg mittels IEEE-1588-Precision-Time-Protocol-(PTP)-Synchronisation. Eine Trigger-Latenz unter 10 µs ermöglicht eine millisekundengenaue Koordination mit Roboterarmen, während die GenICam-Standardisierung eine konsistente Befehlsausführung über Plattformen hinweg sicherstellt. Unabhängige Studien bestätigen, dass diese Synchronisation die Inspektionsfehler in Umgebungen mit starker Vibration um 37 % reduziert.
On-Board-Verarbeitung: FPGA-beschleunigte Bildkorrektur, ROI-Streaming und firmwareoptimierte Pipelines
FPGA-beschleunigte Pipelines verarbeiten 12-MP-Bilder in weniger als 3 ms und führen die Echtzeit-Fehlererkennung durch, bevor die Daten die Kamera verlassen. Das Streaming von Regionen von Interesse (ROI) reduziert den Bandbreitenbedarf um 60 %, indem nur relevante Bildabschnitte über GigE Vision übertragen werden. Eine firmwareoptimierte Korrektur kompensiert Objektivverzerrungen und ungleichmäßige Beleuchtung direkt am Edge – eine zentrale Voraussetzung für die Qualitätskontrolle in der Pharmaindustrie. Im Gegensatz dazu übertragen Board-Level-Kameras diese Aufgaben typischerweise an Host-Systeme, was zu Verarbeitungsverzögerungen von 15–20 ms führt und die Durchsatzleistung bei Hochgeschwindigkeits-Sortieranwendungen beeinträchtigt.
Anwendungsabstimmung und Lebenszyklasüberlegungen
Die Auswahl zwischen Board-Level-Kameras und Industriekameras hängt davon ab, ob die technischen Spezifikationen mit den betrieblichen Umgebungen und den gesamten Lebenszykluskosten in Einklang gebracht werden. Für langfristige Einsätze in fest installierten Systemen – wie Kiosken oder medizinischen Geräten – bieten Board-Level-Kameras erhebliche Integrationsvorteile, da sie auf bestehende Leiterplatten-Infrastrukturen zurückgreifen können. Industriekameras hingegen zeichnen sich durch eine überlegene Robustheit in rauen Umgebungen aus, beispielsweise auf Produktionshallenböden oder bei Outdoor-Robotiksystemen, wo IP67-geschützte Gehäuse und eine breite Temperaturtoleranz (-40 °C bis +85 °C) Korrosion und Sensorverdriftung verhindern. Branchenstudien zeigen, dass 70 % der Wartungskosten für Bildverarbeitungssysteme auf Umweltschäden oder Komponentenveraltung zurückzuführen sind; daher sind erweiterte Garantien sowie zertifizierte MTBF-Werte von über 100.000 Stunden für industrielle Anwendungsfälle entscheidend. Unternehmen müssen zudem Strategien zur Zukunftssicherung abwägen: Industrieeinheiten unterstützen in der Regel modulare Objektiv-Upgrades und Firmware-Patches über einen Zeitraum von zehn Jahren, während Board-Kameras auf herstellerspezifische Austauschzyklen angewiesen sind. Zu berücksichtigen sind ferner beschleunigte Abschreibungspläne für Umgebungen mit starker Vibration sowie die zwingende Einhaltung der Cybersicherheitsnorm IEC 62443, um kostspielige Nachrüstungen zu vermeiden.

Bereit, die richtige Kameralösung für Ihre OEM- oder Industrieanwendung auszuwählen?
Die Wahl zwischen einer Board-Level-Kamera und einer vollständig gekapselten Industriekamera hängt vollständig von Ihrer spezifischen Einsatzumgebung, Ihren Integrationsanforderungen und Ihren langfristigen Produktionszielen ab. Während eine Board-Level-Kamera für eingebettete OEM-Designs unübertroffene Kompaktheit und Integrationsflexibilität bietet, gewährleistet eine Industriekamera die Robustheit, die integrierte Bildverarbeitung und die Langzeitzuverlässigkeit, die für anspruchsvolle industrielle Automatisierungsanwendungen erforderlich sind. Keine einzige Lösung liefert optimale Ergebnisse für jeden Anwendungsfall, und die Zusammenarbeit mit einem erfahrenen Anbieter stellt sicher, dass Sie die richtige Technologie für Ihre Anwendung wählen.
Für vollständig anpassbare Kameralösungen auf Boardebene, die speziell auf Ihr OEM-Einbettungsdesign zugeschnitten sind, oder für robuste industrielle Kamerasysteme, die für raue industrielle Umgebungen konzipiert wurden (wie von HIFLY angeboten), arbeiten Sie mit einem Anbieter zusammen, der tief in der industriellen Maschinenvisions-Expertise verwurzelt ist. Die 15-jährige Erfahrung von HIFLY umfasst die Entwicklung von Kameras auf Boardebene, die Fertigung industrieller Kameras, umfassende OEM-/ODM-Anpassung sowie die ganzheitliche Integration von Maschinenvisions-Systemen – unterstützt durch die ISO-9001:2015-Zertifizierung, weltweite regulatorische Compliance-Begleitung und dedizierte Design-in-Ingenieurleistungen. Kontaktieren Sie uns noch heute für ein unverbindliches Beratungsgespräch, maßgeschneiderte Prototypenerstellung oder um die optimale Kamerlösung für Ihr Projekt auszuwählen.





