

Wie industrielle Objektive genaue Ergebnisse in der Maschinenvision sicherstellen
Die entscheidende Rolle der Industrielinse bei der Messgenauigkeit
Warum optische Fehler von Industrielinsen die häufigste Ursache für Maschinenvision-Ausfälle sind
Wenn Industrielinsen optische Fehler wie chromatische Aberration oder sphärische Verzerrung aufweisen, beeinträchtigen diese die Messgenauigkeit erheblich. Bei der Auswertung von Fertigungsauditberichten stellen wir fest, dass rund 60 % aller falsch positiven Aussortierungen in automatisierten Inspektionssystemen auf diese ungelösten Linsenprobleme zurückzuführen sind. Selbst geringfügige Verzerrungen können die Bildausrichtung im Vergleich zu den tatsächlichen Messwerten stören und führen daher bei Präzisionsaufgaben – etwa bei der Prüfung von Halbleiterwafern oder der Verifizierung medizinischer Geräte – zu gravierenden Problemen. Um derartige Ausfälle zu vermeiden, müssen Unternehmen sich auf eine korrekte Kalibrierung der Linsen sowie die Optimierung des gesamten optischen Pfads konzentrieren. Eine bloße Anpassung von Sensoren oder Software reicht nicht aus, um ein grundsätzlich optisches Problem zu beheben.
Wie die Ausrichtung von Linse und Sensor die geometrische Treue bestimmt: Kontrolle von Verzerrung, Vignettierung und Bildkreisabdeckung
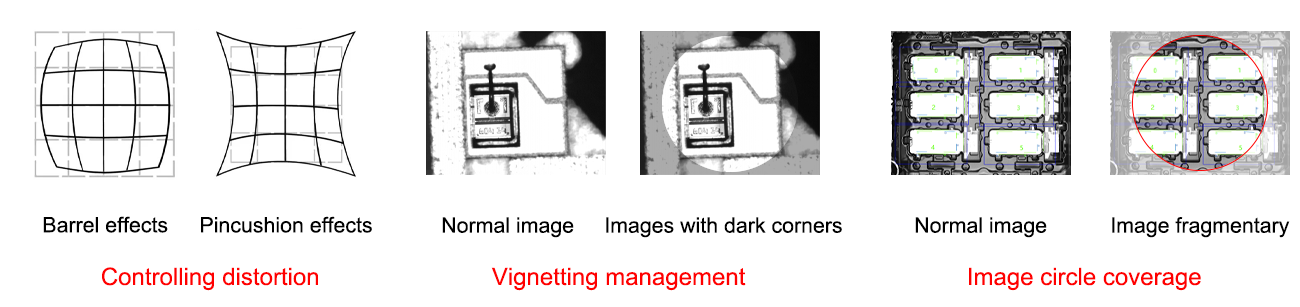
Eine präzise mechanische Kopplung zwischen Linse und Bildsensor bestimmt die geometrische Genauigkeit über drei miteinander verbundene Parameter:
- Verzerrungskontrolle minimiert Trommelfehler oder kissenförmige Verzerrungen, die die dimensionsbezogenen Messungen verfälschen
- Vignettierungsmanagement gewährleistet eine gleichmäßige Ausleuchtung über das gesamte Sichtfeld
- Abdeckung des Bildkreises muss die Sensorabmessungen überschreiten, um Datenverlust an den Rändern zu vermeiden
Eine Fehlausrichtung führt zu Parallaxefehlern von mehr als 0,1 % – ein Schwellenwert, der die Toleranzen für Luft- und Raumfahrtkomponenten überschreitet. Feldstudien bestätigen, dass optimierte Objektiv-Sensor-Konfigurationen die dimensionsbezogene Unsicherheit im Vergleich zu fehlausgerichteten Aufbauten um bis zu 80 % reduzieren.
Wesentliche Kriterien für die Auswahl industrieller Objektive bei hochpräzisen Anwendungen
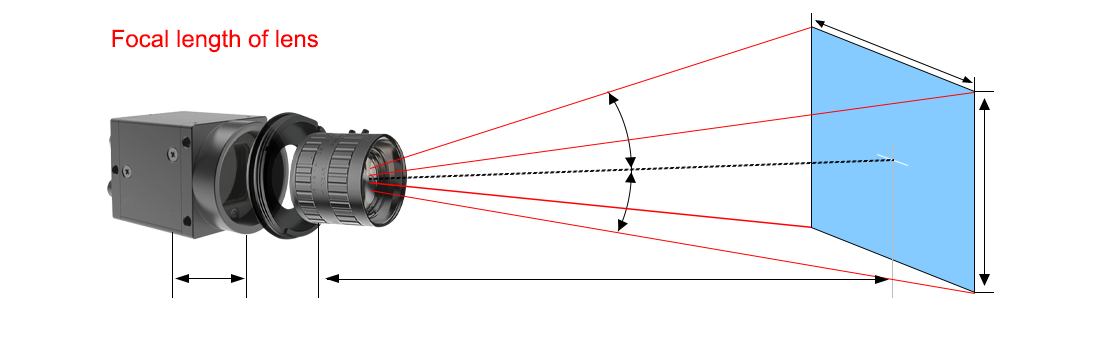
Brennweite, Arbeitsabstand und Sichtfeld: Optimierung der Präzision innerhalb physikalischer Randbedingungen
Die richtige Brennweite zu finden, bedeutet, den optimalen Kompromiss zwischen Sensorgröße, Arbeitsabstand (WD) und dem sogenannten Sichtfeld (FOV) zu ermitteln. Bei kürzeren Brennweiten wird das Sichtfeld zwar breiter, doch die Schärfentiefe verringert sich erheblich. Umgekehrt liefern längere Objektive ein schmaleres Sichtfeld, erhöhen jedoch die Vergrößerung. Bei der Halbleiterinspektion können falsche Werte hierzu gravierende Probleme führen – etwa geometrische Verzerrungen, die den zulässigen Toleranzbereich von ±0,1 % überschreiten. Zudem sind praktische Einschränkungen zu berücksichtigen: Der verfügbare Platz für Roboterarme oder die erforderliche Positionierung von Förderbändern legt oft feste Grenzen dafür fest, wie weit die Kamera vom Objekt entfernt montiert werden kann. Gleichzeitig muss das gewählte Sichtfeld sämtliche relevanten Merkmale abdecken, ohne dass die Darstellung unscharf wird. Ein weiterer interessanter Aspekt betrifft die Zusammenarbeit von Sensor und Objektiv: Laut aktuellen metrologischen Studien aus dem Jahr 2023 geht bei der Kombination eines 5-Megapixel-Sensors mit einem Objektiv geringer Qualität rund 37 % der möglichen Messgenauigkeit verloren. Deshalb ist es in der Praxis so entscheidend, die Leistungsfähigkeit des Sensors mit hochwertiger Optik abzustimmen.
Telezentrische vs. entozentrische Industrielinsen: Eliminierung des Parallaxefehlers in der dimensionsbezogenen Messtechnik
Telezentrische Objektive lösen ein häufiges Problem bei Messungen, bei dem Objekte in unterschiedlichen Entfernungen verzerrt erscheinen. Sie behalten dieselbe Vergrößerung bei, unabhängig davon, wie weit ein Objekt von der Linse entfernt ist – was sie ideal für die Messung runder Teile oder geschichteter Komponenten macht. Standardobjektive funktionieren anders, da sie das Licht unter Winkeln auf den Sensor treffen lassen und so jene lästigen Parallaxefehler erzeugen, mit denen wir alle vertraut sind. Bei telezentrischer Optik bleibt das Licht parallel, während es auf die Sensorsfläche trifft. Dies ist besonders wichtig, wenn feinste Details an Lagern überprüft werden müssen. Herkömmliche Objektive können die Messwerte allein aufgrund der zufälligen Positionierung der Kamera um etwa 3 % verfälschen. Entozentrische Objektive behalten durchaus ihre Berechtigung, insbesondere bei der Fehlererkennung auf Oberflächen; doch wenn es auf Präzision im Mikrometerbereich ankommt und die Tiefendimension kritisch wird, gibt es für metrologische Anwendungen keine echte Alternative zur telezentrischen Technologie.
| Linsenart | Parallaxfehler | Ideeller Anwendungsfall | Kostenauswirkung |
|---|---|---|---|
| Telezentrisch | Nahezu null | Dimensionale Messung | 2–4× höher |
| Entozentrisch | Bis zu 5 % | Vorhandenseinsprüfung | Standard |
Der Maschinenvisionsbericht 2024 bestätigt, dass die Einführung telezentrischer Objektive die Kalibrierdrift in automobilen Messtechniksystemen um 89 % reduziert – und damit langfristige Messgenauigkeit gewährleistet, trotz höherer Anfangsinvestition.
Übersetzung optischer Leistungskennwerte in reale Genauigkeit
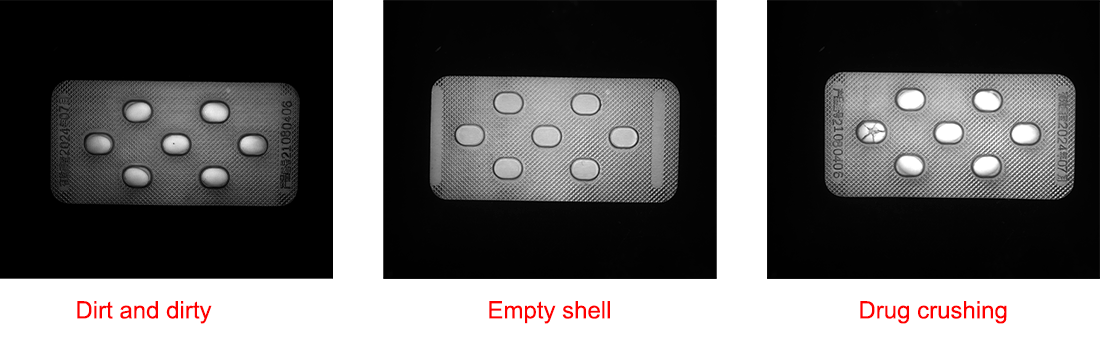
MTF, Verzerrungskartierung und Aberrationskontrolle: Von Labor-Spezifikationen zu verifizierten Erfolgsraten bei der Inspektion pharmazeutischer Verpackungen
Industrielle Objektive wandeln laborbasierte optische Spezifikationen durch drei validierte Kennwerte in messbare Produktionsresultate um:
- Modulationsübertragungsfunktion (MTF) quantifiziert den Kontrastverlust bei steigenden räumlichen Frequenzen; Werte über 0,6 bei 50 lp/mm ermöglichen zuverlässig die Erkennung von Mikrodefekten wie Rissen am Flaschenhals
- Verzerrungskartierung , kalibriert auf weniger als 0,1 % Tonnen- oder kissenförmige Verzerrung, gewährleistet eine Etikettenplatzierungsgenauigkeit innerhalb einer Toleranz von ±0,05 mm
- Aberrationskontrolle für mehrere Wellenlängen minimiert chromatische Fokusverschiebungen, um die Kantenschärfe über unterschiedliche Verpackungsmaterialien hinweg zu bewahren
Zahlen spielen bei der Prüfzuverlässigkeit wirklich eine entscheidende Rolle. Pharmaunternehmen, die fortschrittliche Linsenprüfmethode wie MTF-Analyse, Verzerrungsprüfungen und Aberrationsvalidierung einsetzen, erreichen Erkennungsraten für gravierende Fehler von über 99,8 %. Das liegt deutlich über dem typischen Bereich von 92–95 %, der bei herkömmlichen optischen Systemen beobachtet wird. Eine solche Genauigkeit verhindert, dass Probleme wie zentrierungsfehlerhafte Manipulationssiegel, nicht lesbare Chargennummern oder winzige Partikel in den Produktstrom gelangen, noch bevor diese beim Kunden ankommen. Bedenken Sie die finanziellen Auswirkungen: Gemäß einer Studie des Ponemon Institute aus dem vergangenen Jahr belaufen sich die Kosten für Produkt-Rückrufe im Durchschnitt auf rund 740.000 US-Dollar. Wenn Hersteller die Spezifikationen ihrer Geräte an reale Produktionsdaten koppeln, erfüllen sie nicht nur die FDA-Anforderungen gemäß 21 CFR Teil 11, sondern sparen zudem Geld, indem sie unnötige Aussortierungen einwandfreier Produkte vermeiden.
Validierung der Leistung industrieller Objektive in Produktionsumgebungen
Industrielle Objektive müssen nicht nur Laborstandards erfüllen, sie müssen vielmehr auch ordnungsgemäß funktionieren, sobald sie in der realen Produktionsumgebung – etwa auf Fabrikböden, wo es oft unübersichtlich zugeht – installiert sind. Temperaturschwankungen im Tagesverlauf, ständige Maschinenvibrationen sowie der Kontakt mit verschiedenen Chemikalien beeinträchtigen gravierend die Ergebnisse, die unter kontrollierten Testbedingungen erzielt werden. Eine aktuelle Fallstudie aus dem Automobilsektor zeigte, dass selbst beschleunigte Labortests, die Jahre intensiver Nutzung simulieren sollten, den durch Streusalz verursachten Schaden vollständig übersehen hatten – ein Schaden, der nach der tatsächlichen Einsatzphase in rauen Umgebungen deutlich sichtbar war. Dies unterstreicht, wie wichtig Realwelt-Tests für die Erstellung präziser Zuverlässigkeitsmodelle sind. Wenn es um Präzisionsaufgaben wie die Qualitätskontrolle von Arzneimitteln geht, gehen führende Hersteller heute kein Risiko mehr ein: Sie führen mittlerweile regelmäßige Überprüfungen ihrer optischen Systeme durch, um sicherzustellen, dass alle Parameter im Laufe der Zeit innerhalb der Spezifikation bleiben.
- Umgebungsbelastungstest simulation von thermischem Wechsel und mechanischem Schock zur Bewertung der Objektivstabilität
- Inline-MTF-Überwachung : Verfolgung der Drift der Modulationsübertragungsfunktion während des Dauerbetriebs
- Verzerrungskartierung : Vergleich der geometrischen Baseline-Genauigkeit mit periodisch entnommenen Produktionsstichproben
Das Ponemon Institute berichtete 2023, dass etwa zwei Drittel der durch nicht validierte optische Komponenten verursachten Maschinenvisionsfehler bereits innerhalb von nur sechs Monaten nach der Installation auftreten. Um dieses Problem zu beheben, führen führende Hersteller mittlerweile vollständige Validierungstests an jedem einzelnen Gerät in weniger als fünf Sekunden durch. Diese schnellen Prüfungen umfassen sämtliche produzierten Einheiten, ohne die Montagelinie zu verlangsamen, und stellen einen Zusammenhang zwischen der Leistungsfähigkeit der Objektive und den später tatsächlich beobachteten Produktfehlern her. Durch ständigen Vergleich der Messdaten mit den optischen Einstellungen gewährleisten diese Systeme selbst bei sich im Tagesverlauf ändernden Produktionsbedingungen äußerst präzise Messungen auf Subpixel-Ebene.
Bereit, Ihre Maschinenvisionsgenauigkeit mit Industrieobjektiven auf ein neues Niveau zu heben?
Industrieobjektive sind keine sekundäre Komponente von Maschinenvisionsystemen ; sie sind die Grundlage für Messgenauigkeit und Zuverlässigkeit bei der Fehlererkennung. Von der Minimierung optischer Fehler und der Optimierung objektiv-Sensor ausrichtung bis hin zur Auswahl des richtigen telezentrischen oder entozentrischen Objektivs für Ihren Anwendungsfall – jede Entscheidung bezüglich industrieller Objektive wirkt sich unmittelbar auf Ihre Produktionsausbeute, Ihre Rate falsch positiver Aussortierungen sowie Ihre gesamte betriebliche Effizienz aus.
Mit 15 Jahren Erfahrung im Bereich Maschinenvision bietet HIFLY Technology eine umfassende Palette industrieller Objektive , einschließlich hochpräzise telezentrische Objektive, entozentrische Objektive und maßgeschneiderte optische Lösungen , die speziell auf die Genauigkeitsanforderungen Ihrer jeweiligen Anwendung abgestimmt sind. Unsere Objektive sind für eine nahtlose Integration mit HIFLYs industriellen Kameras und Maschinenvisions-Beleuchtung kalibriert und bilden so ein vollständig optimiertes optisches System für Ihre Prüf- und Messtätigkeiten. Unterstützt durch die ISO-9001:2015-Zertifizierung und weltweiten technischen Support stellen wir sicher, dass Ihre industriellen Objektive auch unter realen Produktionsbedingungen in der Fabrik eine konsistente laborqualität aufweisen.
Kontaktieren Sie uns noch heute für eine unverbindlich beratung zur Auswahl und Kalibrierung der Industrielinsen, die Ihre Maschinenvision maximieren system genauigkeit und Zuverlässigkeit.





