

Leitfaden für industrielle Kameras zur Fabrikautomatisierung und Inspektion
Wichtige technische Spezifikationen für Industriekameras für den Erfolg bei der Automatisierung
Auflösung, Bildrate und Sichtfeld: Abstimmung der Leistung auf die Anforderungen der Inspektion
Die Auflösung muss ausreichend hoch sein, um auch die kleinsten Fehler zu erkennen, die wir sehen möchten. Nehmen wir beispielsweise eine 5-Megapixel-Kamera, die etwa einen halben Meter entfernt vom zu inspizierenden Objekt positioniert ist – mit dieser Anordnung lassen sich Details von bis zu einem Zehntel Millimeter Größe auflösen. Was die Bildfrequenz betrifft, so muss sie höher liegen als die Geschwindigkeit des bewegten Objekts auf der Produktionslinie, um Bewegungsunschärfe zu vermeiden. Verpackungslinien mit sehr hoher Durchlaufgeschwindigkeit benötigen in der Regel eine Bildfrequenz von über 120 Bildern pro Sekunde. Auch das Sichtfeld ist entscheidend: Wir müssen sicherstellen, dass alle relevanten Bereiche vollständig innerhalb des Kamerabilds abgebildet werden, ohne dass die Darstellung übermäßig gestreckt wird. Ist das Sichtfeld zu eng, könnten Probleme am Bildrand unbemerkt bleiben; ist es hingegen zu weit, werden selbst kleinste Unregelmäßigkeiten nicht deutlich sichtbar. Was das Erkennen von Text angeht, so schreiben die meisten branchenüblichen Richtlinien vor, dass für jedes Zeichen mindestens 2,5 Pixel zur Verfügung stehen müssen, damit unsere Systeme zur optischen Zeichenerkennung (OCR) korrekt arbeiten. Dadurch wird sichergestellt, dass nahezu alle Zeichen mit einer praktischen Genauigkeit von rund 99,7 Prozent oder besser erkannt werden.
Umweltfestigkeit: IP-Schutzart, Stoß-/Schwingungsbeständigkeit und thermischer Betriebstemperaturbereich
Laut Herstellerzuverlässigkeitstests versagen Kameras ohne IP65+-Schutz bei Staub- oder Feuchtigkeitsbelastung etwa dreimal so schnell. Bei Vibrationen trägt eine Beschleunigung von über 15 G dazu bei, dass die Kamera ihre Fokussierung auf jenen Roboterarmen behält. Auch der Temperaturbereich ist entscheidend: Die meisten industriellen Kameras müssen Bedingungen von minus 20 Grad Celsius bis hin zu 70 Grad Celsius bewältigen können, ohne ihre Kalibrierung zu verlieren. Das bedeutet, dass sie zuverlässig arbeiten – ob sie in einer Kühlhalle eingesetzt werden, die Tiefkühlprodukte verarbeitet, oder in unmittelbarer Nähe von extrem heißen Metallgussanlagen, wo die Temperaturen stark ansteigen. Welche Faktoren sind für eine dauerhafte Leistung entscheidend? Werfen wir einen Blick auf einige Schlüsselspezifikationen, die in realen Anwendungen wirklich zählen.
| Spezifikation | Mindestanforderung | Kritische Anwendung |
|---|---|---|
| IP-Bewertung | IP67 | Spülzonen in der Lebensmittelverarbeitung |
| Stoßfestigkeit | 100 G/1 ms | Roboter in der Automobilmontage |
| Betriebstemperatur | -30°C bis 85°C | Qualitätskontrolle beim Metallguss |
Systeme, die diese Spezifikationen nicht erfüllen, weisen in rauen industriellen Umgebungen 42 % mehr ungeplante Ausfallzeiten auf.
Industriekameratypen und ihre gezielten Inspektionsaufgaben
Flächen- vs. Zeilen-Scan-Kameras: Optimierung für Fehlererkennung, OCR und Hochgeschwindigkeitsmessung
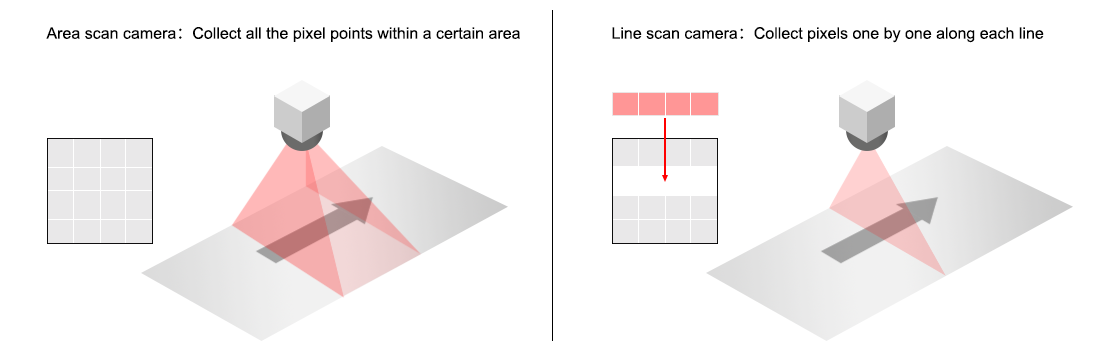
Flächen-Scan-Kameras nehmen vollständige Bilder auf einmal auf, was sich hervorragend für Objekte eignet, die sich kaum oder nur gelegentlich bewegen, wie beispielsweise Leiterplatten, Flaschen oder versiegelte Produktverpackungen. Diese Kameras eignen sich besonders gut, um Oberflächenfehler wie Kratzer oder Farbänderungen zu erkennen, zu prüfen, ob Produkte die richtige Größe haben, und Text von Etiketten zu lesen, die an einer festen Position verbleiben. Zeilen-Scan-Kameras arbeiten dagegen, indem sie kontinuierlich Daten zeilenweise erfassen. Dadurch sind sie ideal geeignet, um schnell bewegte Objekte auf Fertigungsstraßen zu inspizieren – etwa Stoffbahnen, Papierbögen oder Metallstreifen, die mit einer Geschwindigkeit von mehr als 5 Metern pro Sekunde transportiert werden. Was diese Kameras auszeichnet, ist ihre Fähigkeit, ohne Unterbrechung weiterzuscannen und dabei detaillierte Aufnahmen über Materialien zu liefern, die sehr lang oder sogar unbegrenzt sein können.
3D-, Smart- und KI-integrierte Industriekameras: Ermöglichen Analysen direkt am Gerät und geschlossene Regelkreise
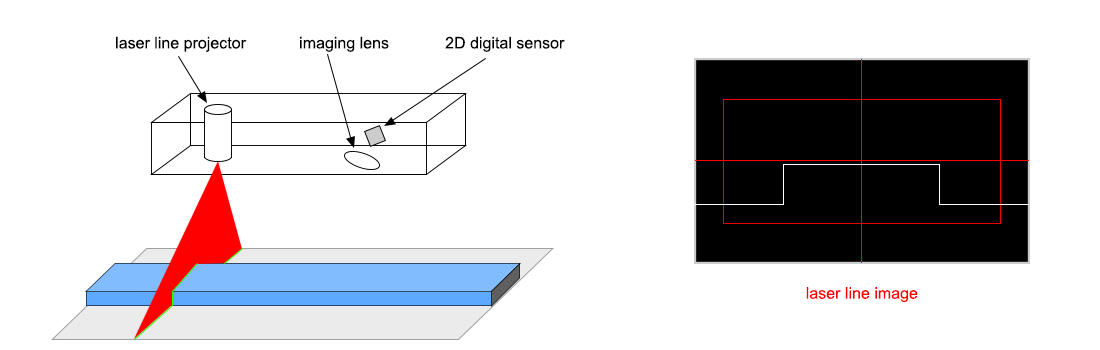
Dreidimensionale Kameras nutzen entweder Stereo-Seh-Verfahren oder Laser-Triangulationsmethoden, um präzise Tiefenkarten zu erstellen, die für Anwendungen wie die Profilierung von Schweißnähten, die Steuerung von Greifvorgängen aus Behältern oder die Füllstandskontrolle von Containern von entscheidender Bedeutung sind. Die intelligenten Kameramodelle verfügen über integrierte Prozessoren, die gängige Bildverarbeitungsalgorithmen direkt an der Quelle ausführen – dadurch verkürzt sich die Wartezeit im Vergleich zu den älteren PC-basierten Systemen um rund 40 Prozent, so der Machine Vision Report 2023. Einige Versionen gehen noch einen Schritt weiter und führen kleinformatige neuronale Netze direkt auf dem Gerät selbst für sofortige Klassifizierungsaufgaben aus. Dadurch werden schnelle Reaktionsmaßnahmen ermöglicht, beispielsweise das Aussortieren fehlerhafter Teile innerhalb von nur 50 Millisekunden, die dynamische Anpassung von Roboterbewegungspfaden oder die automatische Qualitätsbewertung – alles ohne Cloud-Computing-Ressourcen oder zusätzliche Hardwareunterstützung.
Nahtlose Integration industrieller Kameras in fabrikweite Bildverarbeitungssysteme
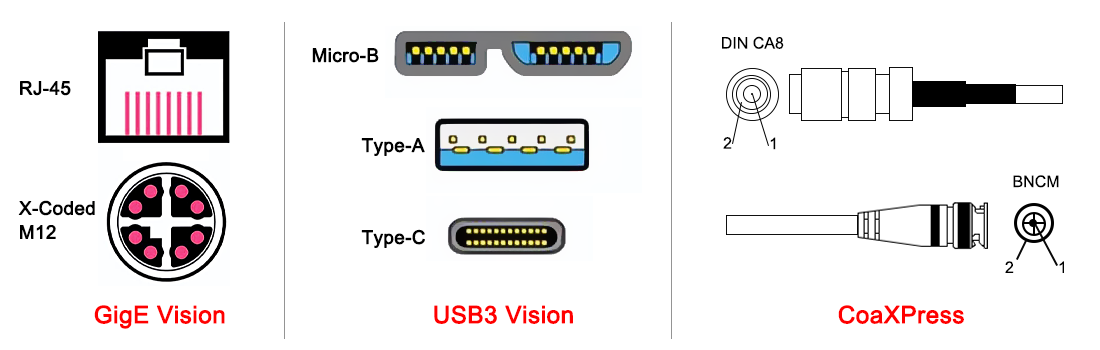
Vergleich von Vision-Schnittstellen: GigE Vision, USB3 Vision und CoaXPress hinsichtlich Bandbreite, Übertragungsdistanz und Echtzeit-Zuverlässigkeit
Bei der Auswahl einer Schnittstelle spielen drei Hauptfaktoren eine Rolle: die Bandbreitenkapazität, die maximale Kabellänge und ob die Zeitsteuerung vorhersehbar bleibt. GigE Vision nutzt herkömmliche Ethernet-Verkabelung effizient, was bei der Installation Kosten spart. Sie eignet sich gut für Anlagen, die über größere Bereiche verteilt sind, da sie Entfernungen von bis zu etwa 100 Metern bewältigt und dabei Geschwindigkeiten von rund 1 Gigabit pro Sekunde aufrechterhält. Daher setzen viele Fabriken sie für Inspektionen ein, bei denen keine extrem schnelle Verarbeitung erforderlich ist. USB3 Vision hingegen hat sich aufgrund der einfachen Geräteverbindung ohne spezielle Werkzeuge oder Konfigurationen zunehmend durchgesetzt. Die Übertragungsgeschwindigkeit erreicht rund 5 Gigabit pro Sekunde, doch die Kabel arbeiten zuverlässig nur innerhalb einer Distanz von etwa fünf Metern. Dadurch eignet sich USB3 besonders gut für kleinere Arbeitsbereiche, in denen die Geräte eng beieinander auf Arbeitsbänken stehen. Für Anwendungen mit höchsten Leistungsanforderungen zeichnet sich CoaXPress als führende Lösung aus. Diese Schnittstellen übertragen Daten mit beeindruckenden Raten von bis zu 25 Gigabit pro Sekunde über herkömmliche Koaxialkabel, die Längen von mehr als 40 Metern erreichen können. Entscheidend ist hier, dass die Reaktionszeit unter einer Millisekunde konstant bleibt. Laut aktuellen Branchenbenchmarks aus dem Jahr 2024 wird dieses Maß an Präzision unbedingt benötigt, beispielsweise bei der sofortigen Aussortierung fehlerhafter Produkte in Fertigungslinien, wo bereits kleinste Verzögerungen von Bedeutung sind.
Optik, Beleuchtung und Synchronisation: Gewährleistung einer reproduzierbaren Bildqualität in Produktionsumgebungen
Konsistente Bilder immer wieder zu erhalten, erfordert eine gute Abstimmung zwischen allen Hardwarekomponenten – nicht nur die Einrichtung einer Kamera. Auch die richtigen hochauflösenden Objektive sind entscheidend, insbesondere solche mit speziellen entspiegelnden Beschichtungen, die selbst bei schwebendem Staub oder Öldampf in der Luft für klare Bilder sorgen. Für bewegte Teile bewirkt strukturierte Beleuchtung Wunder. Gepulste LED-Arrays sind besonders effektiv, um Bewegung bei sehr kurzen Belichtungszeiten einzufrieren – manchmal bis hin zu etwa 0,1 Millisekunden. Dadurch werden unscharfe Bilder auf Förderbändern, die mit hoher Geschwindigkeit laufen, vermieden. Bei der Auslösung der eigentlichen Bildaufnahme macht die Hardware-Synchronisation mit Encoder-Signalen den entscheidenden Unterschied. Dieser Ansatz ermöglicht eine genaue Positionierung des Werkstücks mit einer Genauigkeit von weniger als einem halben Millimeter. Wir haben gesehen, dass Betriebe ihre Rate falsch positiver Aussortierungen im Vergleich zu Systemen, die ausschließlich auf Software-Trigger für die Zeitsteuerung setzen, um nahezu zwei Drittel senken konnten.
Bereit, die industrielle Kamerasysteme Ihres Werks zu optimieren?
Die Auswahl der richtigen Industriekamera und ihre nahtlose Integration in Ihr Bildverarbeitungssystem ist der Schlüssel, um maximale Effizienz bei der Fabrikautomatisierung und Inspektion zu erreichen. Von der Abstimmung der Spezifikationen (Auflösung, Bildrate, Umgebungsresistenz) bis zur Wahl der geeigneten Schnittstelle und der Koordination von Optik/Beleuchtung/Synchronisation – jeder Schritt muss auf Ihre individuellen Produktionsanforderungen zugeschnitten sein.
Mit 15 Jahren Erfahrung im Bereich Maschinenvision bietet HIFLY eine umfassende Palette industrieller Kameras (Flächen-Scan-, Zeilen-Scan-, 3D- und Smart-Kameras) sowie passende Lösungen für Objektive, Beleuchtung und System-Synchronisation – alles zertifiziert nach ISO 9001:2015 und unterstützt durch technischen Service weltweit. Für ein unverbindliches Beratungsgespräch zur Auswahl der Industriekamera, die optimal mit Ihren Zielen in der Fabrikautomatisierung und Inspektion harmoniert, kontaktieren Sie uns noch heute.





