

Maschinenvisions-Beleuchtungsarten: So wählen Sie die beste Beleuchtung aus
Die richtige Wahl licht für industrielle Bildverarbeitung ist eine Grundvoraussetzung für zuverlässige Inspektion – eine unzureichende Beleuchtung führt zu übersehenen Fehlern, falsch positiven Aussortierungen und einer geringeren Rendite (ROI). Als weltweit tätiger Anbieter von Maschinenvisionslösungen mit 15-jähriger Erfahrung bietet HIFLY Technology (Shenzhen) ein umfassendes Sortiment an industrietauglichen Beleuchtungsprodukten, die durch die ISO-9001:2015-Zertifizierung ausgezeichnet sind und Kunden in über 30 Ländern weltweit versorgen. Im Folgenden erläutern wir die wichtigsten Arten von Maschinenvisionsbeleuchtung, entscheidende Auswahlkriterien sowie konkrete Anwendungsbeispiele, um Ihnen fundierte Entscheidungen zu ermöglichen.
Wichtige Arten von Maschinenvisionsbeleuchtung und ihre optischen Funktionen
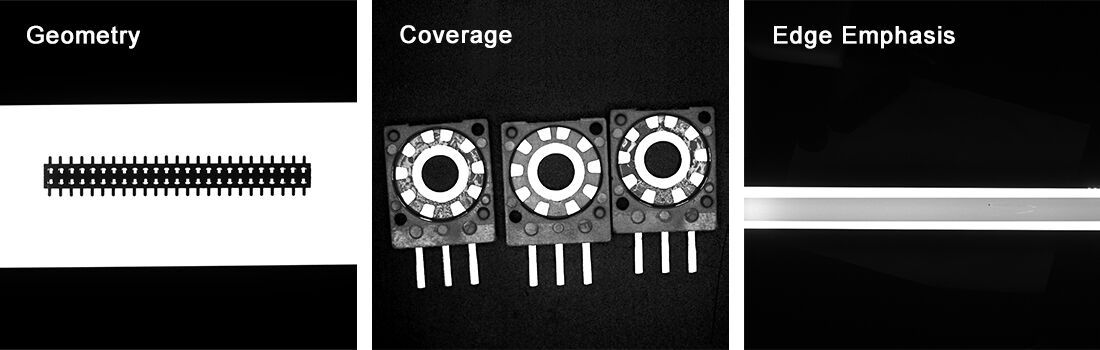
Stab-, Ring- und Flachleuchten: Geometrie, Abdeckung und Betonung von Kanten
Stablichter erzeugen fokussiertes Licht, das sich hervorragend eignet, um gerade Linienfehler zu erkennen und Kanten bei der Inspektion auf Förderbändern hervorzuheben. Ringlichter umgeben die Objektive kreisförmig und erzeugen eine gleichmäßige Frontbeleuchtung, wodurch Schatten bei runden Objekten reduziert werden und kleine Komponenten leichter erkannt werden können. Flachpanel-Leuchten verteilen das Licht gleichmäßig über Oberflächen, wodurch Blendeffekte auf glänzenden elektronischen Komponenten verringert und die Erkennung oberflächlicher Unregelmäßigkeiten wie Kratzer verbessert werden. Eine kürzlich von Optikingenieuren im Jahr 2024 durchgeführte Studie zeigte, dass der Einsatz dieser speziell geformten Leuchten die Kantenerkennung gegenüber herkömmlichen Beleuchtungsbedingungen um rund 28 Prozent steigert. Eine solche Verbesserung ist in Qualitätskontrollumgebungen von großer Bedeutung, da übersehene Details Unternehmen erhebliche Kosten verursachen können.
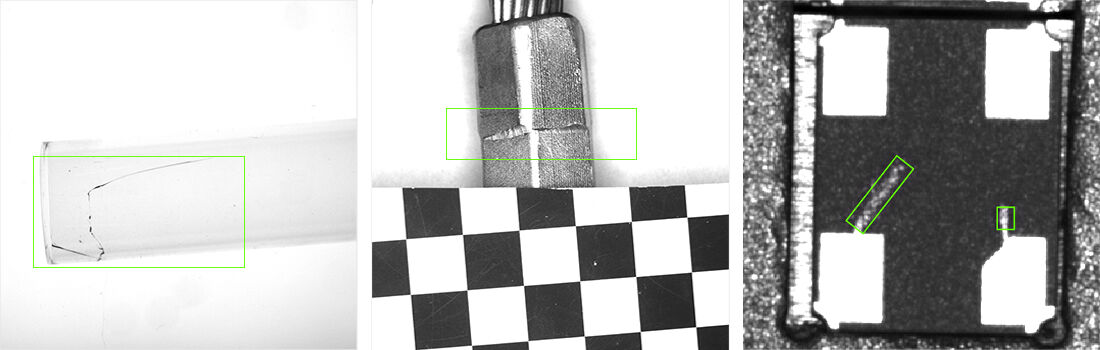
Hintergrund-, Linien- und Kuppelleuchten: Lösungen für Transparenz, 3D-Formen und spiegelnde Oberflächen
Bei der Arbeit mit klaren oder halbklaren Materialien wie Glasfläschchen helfen Hintergrundbeleuchtungen dabei, den Inhalt hervorzuheben. Sie machen jene winzigen Blasen und Dickeunterschiede sichtbar, die für die Qualitätskontrolle in der Arzneimittelherstellung von entscheidender Bedeutung sind. Dann gibt es noch diese Linienprojektoren, die Lasermuster über Oberflächen projizieren. Ihre Aufgabe besteht im Grunde darin, eine Oberfläche abzubilden. dreidimensional formen, die Technikern helfen, Schweißnähte zu überprüfen und Abmessungen genau zu messen. Bei glänzenden Oberflächen, bei denen Reflexionen ein Problem darstellen können, kommen Kuppelleuchten zum Einsatz. Diese speziellen Leuchten verteilen das Licht aus mehreren Winkeln und erzeugen so eine gleichmäßige Ausleuchtung ohne Schatten. Dies macht den entscheidenden Unterschied, wenn es darum geht, mikroskopisch kleine Kratzer auf polierten Metallen oder Karosserieoberflächen zu erkennen – Oberflächen, die zwar optisch hervorragend wirken, aber möglicherweise versteckte Fehler aufweisen. Einige Tests in Halbleiterfabriken ergaben zudem etwas Interessantes: Bei der Inspektion spiegelglatter Waferoberflächen mit polarisierter Kuppelbeleuchtung verzeichneten Hersteller etwa einen 19-prozentigen Rückgang an falsch positiven Aussortierungen. Nicht schlecht, um die Effizienz zu steigern, ohne die Qualitätsstandards zu beeinträchtigen.
Kritische Auswahlkriterien für die Leistungsmerkmale von Maschinenvisionsbeleuchtung
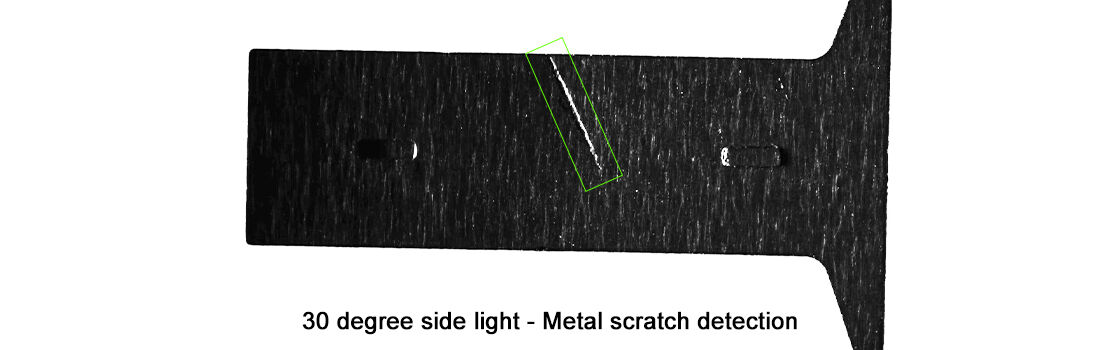
Winkel, Position und Streuung: Steuerung von Kontrast, Schatten und Sichtbarkeit von Merkmalen
Wie Licht auf einen Gegenstand trifft, kann den entscheidenden Unterschied ausmachen, ob Details klar erkennbar sind oder völlig übersehen werden. Bei Frontbeleuchtung treten beispielsweise kleinste Unregelmäßigkeiten wie Kratzer auf metallischen Oberflächen stärker hervor. Seitenbeleuchtung in einem Winkel von etwa dreißig bis fünfundvierzig Grad hebt zudem Strukturen besser hervor – daher eignet sie sich besonders gut für die Inspektion von Lötstellen auf Leiterplatten. Streuendes Licht verwandelt lästige Spiegelungen in nutzbare Informationen. Kuppellichter bewirken wahre Wunder bei schwierigen, gekrümmten Autoteilen, bei denen sonst helle Stellen die gesamte Messung beeinträchtigen würden; laut Berichten der meisten Fachleute vor Ort verbessern sie die Messgenauigkeit um rund zehn Prozent. Die gezielte Platzierung der Beleuchtung reduziert Schattenprobleme, die zu falsch-positiven Aussortierungen führen können. Für ebene Objekte ist koaxiale Beleuchtung sehr effektiv. Durch Hintergrundbeleuchtung entstehen scharfe Konturen, die eine präzise Abmessung ermöglichen. Doch bei falscher Streuung – egal ob bei Front- oder Hintergrundbeleuchtung – verbringen wir plötzlich zusätzliche Zeit mit der Behebung von Problemen, die durch unzureichende Beleuchtungsbedingungen verursacht wurden; manchmal gehen dabei nahezu ein Viertel unserer gesamten Verarbeitungszeit verloren.
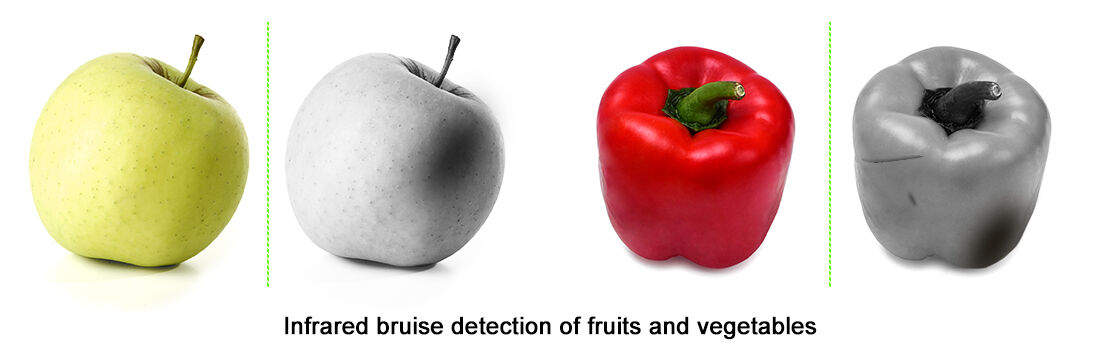
Wellenlängenauswahl (UV–Sichtbar–IR): Verbesserung des materialbezogenen Kontrasts und der Einhaltung regulatorischer Vorgaben
Wie verschiedene Materialien reagieren, bestimmt, welche Wellenlängen sich am besten für Inspektionsaufgaben eignen. Nehmen Sie beispielsweise UV-Licht mit einer Wellenlänge von 365 Nanometern: fall, es kann lästige Verunreinigungen wie Rückstände von Klebstoffen auf medizinischen Geräten erkennen. In der Zwischenzeit, infrarotlicht bei etwa 850 nm durchdringt Verpackungsschichten, sodass wir den Inhalt von Lebensmittelprodukten überprüfen können, ohne die Verpackung zu öffnen. Bei sichtbarem Licht erzeugen bestimmte Farbtöne einen besseren Kontrast gegenüber Fehlern. Blaues Licht mit einer Wellenlänge von ca. 470 nm lässt orangefarbene Fehler auf Halbleiterwafern deutlich hervortreten und verbessert damit unsere Fähigkeit, Probleme im Vergleich zur herkömmlichen weißen Beleuchtung zu erkennen. Hersteller müssen die IEC-Richtlinien einhalten. 62,471sicherheitsrichtlinien zum Augenschutz bei der Arbeit mit IR-Licht in ihren Produktionslinien. Landwirte und Verpacker profitieren ebenfalls von der Nahinfrarottechnologie, da sie Prellungen an Obst und Gemüse erkennt, die niemand mit bloßem Auge bemerken würde. Einige Materialien sind jedoch wärmeempfindlich, insbesondere verschiedene Arten von Kunststofffolien; daher wird eine sorgfältige Kontrolle sowohl der UV- als auch der IR-Bestrahlung während der Qualitätskontrollen unerlässlich, um zu vermeiden, dass das zu inspizierende Objekt beschädigt wird.
Wie Beleuchtung die Erkennungsgenauigkeit und die ROI unmittelbar beeinflusst
Quantifizierung der Bildqualitätsgewinne: Kontrastverhältnis, SNR und Steigerung der Fehlererkennung
Eine optimale Beleuchtung für maschinelle Bildverarbeitung verbessert grundlegende Bildqualitätskenngrößen:
- Kontrastverhältnis steigt um 30–60 % bei gerichteter Beleuchtung, wodurch Mikrorisse und feine Oberflächenanomalien deutlich vor dem Hintergrund hervortreten.
- Signal-Rausch-Verhältnis (SNR) verbessert sich bei gleichmäßiger Ausleuchtung um 15 dB und verringert so die Körnigkeit bei Hochgeschwindigkeitsinspektionen.
- Steigerung der Fehlererkennung erreicht 40 % bei der Validierung von Automobilteilen, wenn Hintergrundbeleuchtung mit Mehrachsen-Bildgebung kombiniert wird. Höherer Kontrast und ein besseres Signal-Rausch-Verhältnis (SNR) ermöglichen es Algorithmen, Anomalien unterhalb eines Millimeters zu erkennen – jenseits der menschlichen Sehfähigkeit.
Kosten schlechter Beleuchtung: Fehlentscheidungen beim Aussortieren, Nacharbeit und Anlagenausfall (AIA 2023-Daten)
Unzureichende Beleuchtung löst kaskadenartige Betriebsstörungen aus:
- Fehlausssortierungen steigen um 22 % bei inkonsistenten Wellenlängen, was zum unnötigen Ausschuss funktionsfähiger Komponenten führt.
- Nacharbeitkosten verbrauchen 18 % des Produktionsbudgets, wenn Blendung Schweißnahtfehler verdeckt.
- Systemausfallzeiten beträgt durchschnittlich 15.000 USD pro Stunde während der Neukalibrierung – häufig aufgrund thermischer Drift in LED-Arrays (AIA 2023). Insgesamt mindern diese Fehler die Rentabilität (ROI) um 34 % über alle 200 untersuchten Fertigungsstätten hinweg. Eine proaktive Lichtoptimierung verhindert geschätzte Verluste von 740.000 USD pro Jahr in der Hochvolumen-Fertigung elektronischer Baugruppen.
Praxisnahe Anwendungsbenchmarks: Abstimmung der Maschinenvision-Beleuchtung auf branchenspezifische Anforderungen
Der wahre Wert optischer Aufbauten zeigt sich, wenn man sich konkrete Branchenergebnisse ansieht, bei denen maßgeschneiderte Beleuchtung einzigartige Prüfprobleme löst. Nehmen wir beispielsweise Automobilwerke: Kuppelbeleuchtung hilft dabei, störende Reflexionen auf gekrümmten Bauteilen zu eliminieren, sodass Mitarbeiter Schweißnähte ordnungsgemäß prüfen können. Studien zeigen, dass dieser Ansatz bei Qualitätskontrollen etwa 40 % mehr Fehler erkennt als herkömmliche Werkstattbeleuchtung. In der Elektronikfertigung wiederum kommen spezielle koaxiale Lichtquellen zum Einsatz, die blauem Licht mit einer Wellenlänge von 470 nm emittieren, um winzige Lötverbindungen auf Leiterplatten zu erkennen. Diese Technik reduziert Fehlalarme um rund 32 %, wie jüngste branchenübliche Tests aus dem vergangenen Jahr bestätigen. Und vergessen Sie auch die Lebensmittelverarbeitung nicht: Diese Betriebe installieren industrielle Hintergrundbeleuchtungen mit Schutzklasse IP69K und zusätzlichen UV-Funktionen, um unerwünschte Fremdkörper in durchsichtigen Verpackungen zu entdecken – und das alles unter Einhaltung der strengen Hygienevorgaben der Aufsichtsbehörden.
Wenn es um Verpackungsverifikationssysteme geht, wird die Rendite der Investition deutlich, sobald wir uns die Optimierung der Beleuchtung ansehen. Richtungsgebundene Balkenleuchten machen bei der optischen Zeichenerkennung (OCR) auf anspruchsvollen Oberflächen wie zerknitterten Etiketten oder glänzenden Metallfolien tatsächlich einen entscheidenden Unterschied. Diese spezialisierten Leuchten erzielen in pharmazeutischen Serialisierungsprozessen eine Erstleserate von rund 99,7 %, verglichen mit nur 85 bis 90 % bei herkömmlichen Beleuchtungskonfigurationen. In der Textilfertigung berichten Unternehmen hingegen von einer etwa 27 % höheren Inspektionsgeschwindigkeit dank mehrwinkliger LED-Anordnungen, die tatsächlich Gewebefehler erfassen, die unter normalen Werkstattlichtbedingungen sonst unbemerkt blieben. Werfen Sie einen Blick auf die Zahlen in der nachstehenden Tabelle, die diese Verbesserungen über verschiedene Branchen hinweg darstellt.
|
Branche |
Lichtlösung |
Wesentliche Kennzahlen-Verbesserung |
Auswirkung auf die Konformität |
|
Automobil |
Kuppel + diffundierte Anordnung |
40 % höhere Fehlererkennungsrate |
Ausrichtung gemäß IATF 16949 |
|
Elektronik |
Koaxial + 470 nm Blau |
32 % weniger Fehlausweisungen |
Validierung gemäß IPC-A-610 |
|
Pharmazeutika |
Richtungsgebundene Balkenleuchte + IR |
99,7 % Leseaccuracy |
Einhaltung der FDA 21 CFR Part 11 |
|
Lebensmittelverarbeitung |
UV-Hintergrundbeleuchtung + Dunkelfeld |
50 % der Kontaminanten werden erkannt |
HACCP-Zertifizierung |
Diese Benchmarks belegen, dass die gezielte Auswahl von Strukturlicht – und nicht einfach die maximale Helligkeit – messbare Genauigkeitsverbesserungen liefert und gleichzeitig die regulatorischen Rahmenbedingungen berücksichtigt, die für jeden Anwendungsbereich gelten. Die optimale Beleuchtungskonfiguration für maschinelle Bildverarbeitung ergibt sich aus nachweisbaren Anforderungen an die Merkmalsverbesserung und nicht aus allgemeinen Spezifikationen – dies beweist, dass auf die jeweilige Anwendung zugeschnittene Optik die Zuverlässigkeit der Inspektion erhöht.
Bereit, Ihre Beleuchtung für maschinelle Bildverarbeitung zu optimieren?
Die richtige Beleuchtung für maschinelle Bildverarbeitung verwandelt die Inspektion von einer Kostenstelle in einen Wettbewerbsvorteil – entscheidend ist die Abstimmung von Lichtart, Einfallswinkel und Wellenlänge auf Ihr Material, Ihre Aufgabe und Ihre Umgebung. Für maßgeschneiderte Beratung oder den Zugang zu industrietauglichen Beleuchtungslösungen (einschließlich wellenlängenspezifischer und robust ausgeführter Varianten) arbeiten Sie am besten mit einem Anbieter zusammen, der langjährige Branchenerfahrung vorweisen kann.
HIFLYs 15 Jahre Erfahrung in der Maschinenvision – von Beleuchtung über Kameras bis hin zu integrierten Systemen – gewährleisten zuverlässige, konforme Lösungen, die Genauigkeit und ROI maximieren. Kontaktieren Sie uns noch heute für ein unverbindliches Beratungsgespräch zur Optimierung Ihrer Beleuchtungseinrichtung.





