

Anwendung der Maschinenvision bei der Fehlererkennung an reflektierenden Oberflächen
Bei der industriellen, automatisierten Qualitätsinspektion ist die Maschinenvision die Kerntechnologie zur Fehlererkennung an reflektierenden Oberflächen (z. B. Metalle, Glas, polierte Kunststoffe), da sie hohe Effizienz, Genauigkeit und Wiederholbarkeit bietet. Diese Produkte werden in der Automobil-, Elektronik- und Präzisionshardwareindustrie weit verbreitet eingesetzt, wobei Oberflächenfehler unmittelbar Qualität und Lebensdauer beeinflussen. Die Spiegelreflexion reflektierender Oberflächen stellt jedoch erhebliche Herausforderungen für die Erkennung dar; die Unterdrückung von Reflexionen, um Fehler präzise zu identifizieren, ist entscheidend für die Verbesserung der Erkennungsleistung.
1. Häufige Fehler bei der Erkennung reflektierender Oberflächen
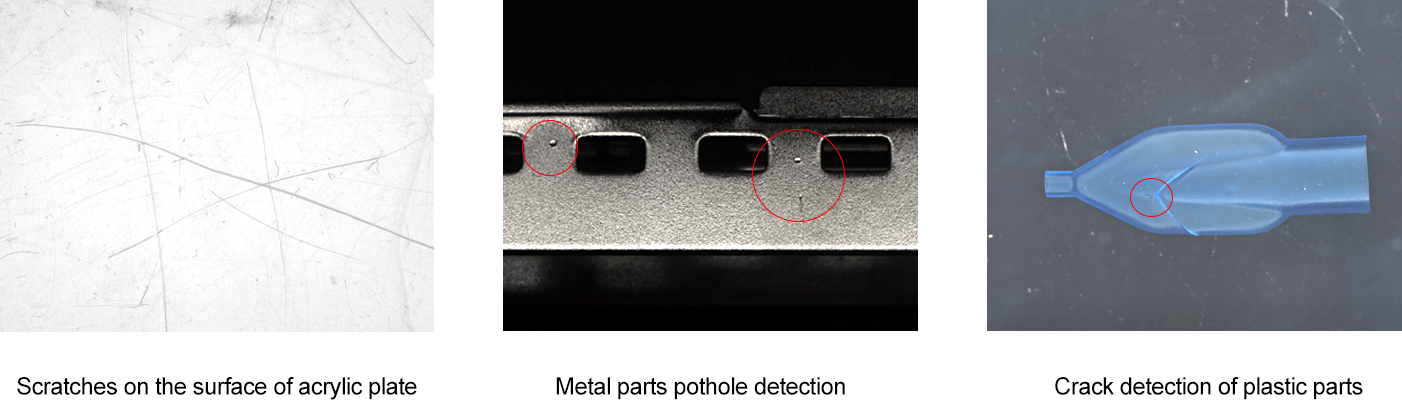
Reflektierende Oberflächen sind empfindlich gegenüber Beschädigungen und Verunreinigungen; häufig auftretende Fehler umfassen:
Kratzer: Tiefe Kratzer (durch mechanische Reibung verursacht, sichtbar) und oberflächliche Kratzer (durch Kontakt mit harten Partikeln verursacht, subtil, aber schädlich für die Haltbarkeit).
Gruben/Wölbungen: Verursacht durch Materialfehler oder Aufprall; beeinträchtigen die strukturelle Stabilität und die Passgenauigkeit bei der Montage.
Flecken: Öl, Fingerabdrücke oder Reagenzien, die die Fehlererkennung stören und zu Fehldetektionen führen.
Oxidationsflecken / Farbunterschiede: Häufig bei Metallen, beeinträchtigt die optische Gleichmäßigkeit.
2. Auswirkungen der Reflexion auf die Erkennung
Spiegelnde Reflexion ist das Hauptproblem und wirkt sich negativ auf Genauigkeit, Effizienz und Stabilität der Erkennung aus:
2.1 Verringerte Genauigkeit
Reflektiertes Licht erzeugt Blendung in den aufgenommenen Bildern, verdeckt subtile Fehler (z. B. Kratzer < 0,1 mm) und führt zu Fehl- bzw. Fehldetektionen.
2.2 Erhöhter Aufwand für die Fehlersuche
Es sind wiederholte Anpassungen der Lichtquellenparameter und der Kameraposition erforderlich, was Zeit- und Arbeitskosten erhöht; bereits geringfügige Änderungen am Produkt oder an der Umgebung können das System instabil machen.
2.3 Verringerte Effizienz
Die mehrwinklige Bildaufnahme und die manuelle Nachprüfung falscher Erkennungen erhöhen die Verarbeitungszeit und erfüllen nicht die Anforderungen einer Hochgeschwindigkeitsfertigung.
3. Optimierung der Lichtquelle zur Reduzierung von Reflexionen
Die Auswahl geeigneter Lichtquellen und Beleuchtungsmethoden ist entscheidend, um Reflexionen zu unterdrücken. Gängige Optionen umfassen:
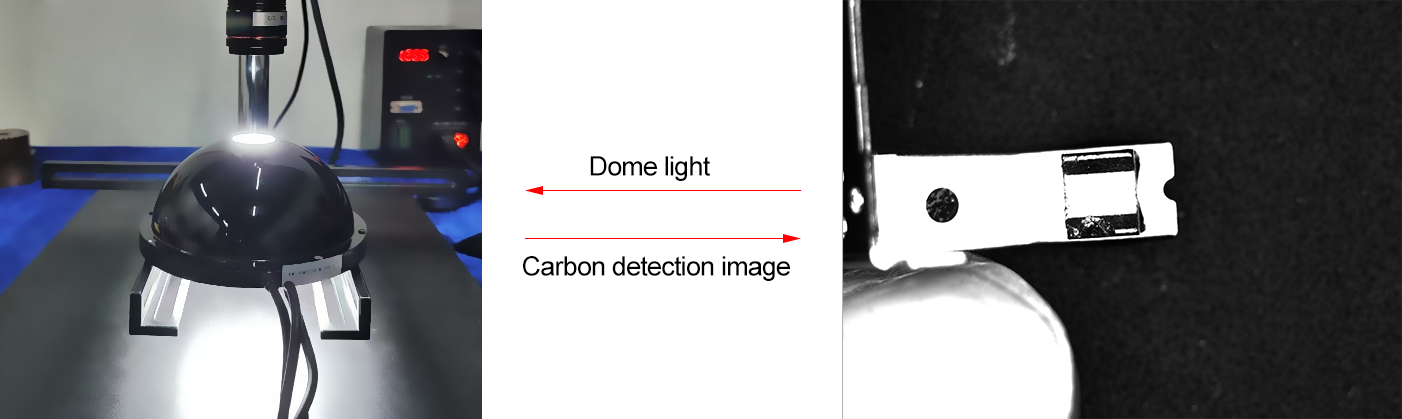
3.1 Streulichtquellen
Gleichmäßiges, weiches Licht reduziert Spiegelreflexionen. Kuppellampen (halbkreisförmig, umhüllen Objekte) eignen sich ideal für kleine Bauteile, da sie Blendung eliminieren und subtile Fehler hervorheben.
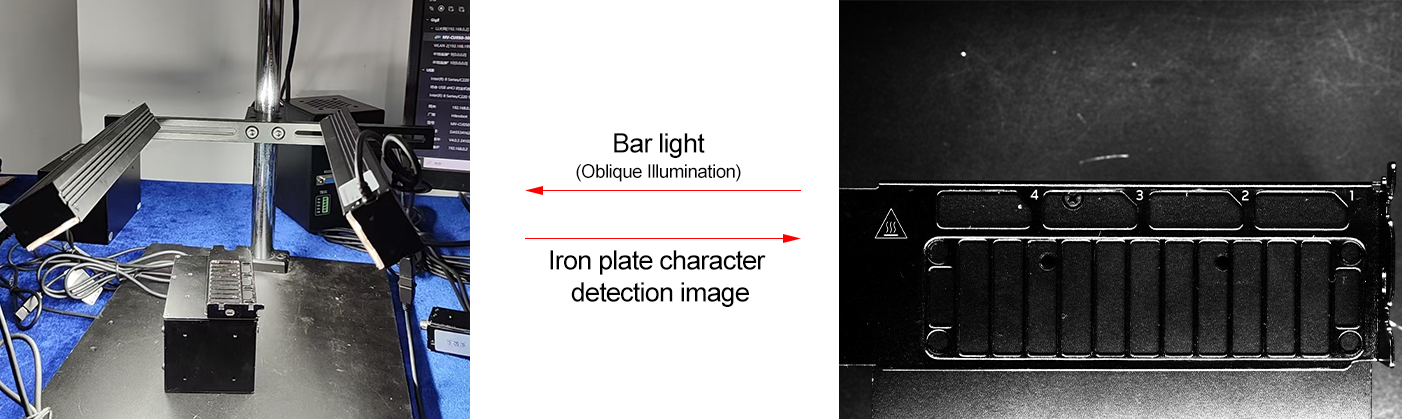
3.2 Schrägbelichtung
Durch die Montage der Lichtquellen in einem flachen Winkel (30–60°) wird direkte Spiegelreflexion zur Kamera vermieden; Kratzer und Vertiefungen werden dadurch kontrastreicher sichtbar, da zwischen Fehlern und Oberfläche ein stärkerer Kontrast entsteht.
3.3 Polarisierte Lichtquellen
Polarisatoren filtern reflektiertes Licht heraus und lassen nur das gestreute Licht von Fehlern durch. Sie sind besonders wirksam bei hochglänzenden Oberflächen (z. B. Glas, polierte Metalle) und reduzieren Blendung signifikant.
Zusammenfassend ist die Auswahl geeigneter Lichtquellen anhand der Produktmerkmale entscheidend, um Reflexionsprobleme zu lösen und eine genaue sowie effiziente Fehlererkennung reflektierender Oberflächen in industriellen Anwendungen zu ermöglichen. Mit der stetigen Weiterentwicklung der Maschinenvisions-Technologie und der Lichtquellengestaltung werden zukünftige Lösungen intelligenter und anpassungsfähiger sein, wodurch die Herausforderungen bei der Erkennung reflektierender Oberflächen weiter überwunden, die Produktionskosten gesenkt und die Weiterentwicklung der industriellen Qualitätsprüfung hin zu höherer Präzision und Automatisierung vorangetrieben werden.





