

Anwendungen von ultraviolettem und infrarotem Licht in der Maschinenvisionsbeleuchtung
Maschinelles Sehen ist in der modernen industriellen Automatisierung, Qualitätsinspektion und Forschung von entscheidender Bedeutung, wobei Beleuchtung eine zentrale Komponente darstellt. Obwohl sichtbares Licht verbreitet ist, ultraviolettes (UV-)Licht und infrarotes (IR-)Licht bieten einzigartige Vorteile, wo sichtbares Licht an seine Grenzen stößt. Dieser Artikel beleuchtet ihre Eigenschaften, wichtigsten Anwendungen und zukünftigen Trends im maschinellen Sehen.
1. Übersicht über UV- und IR-Licht im maschinellen Sehen
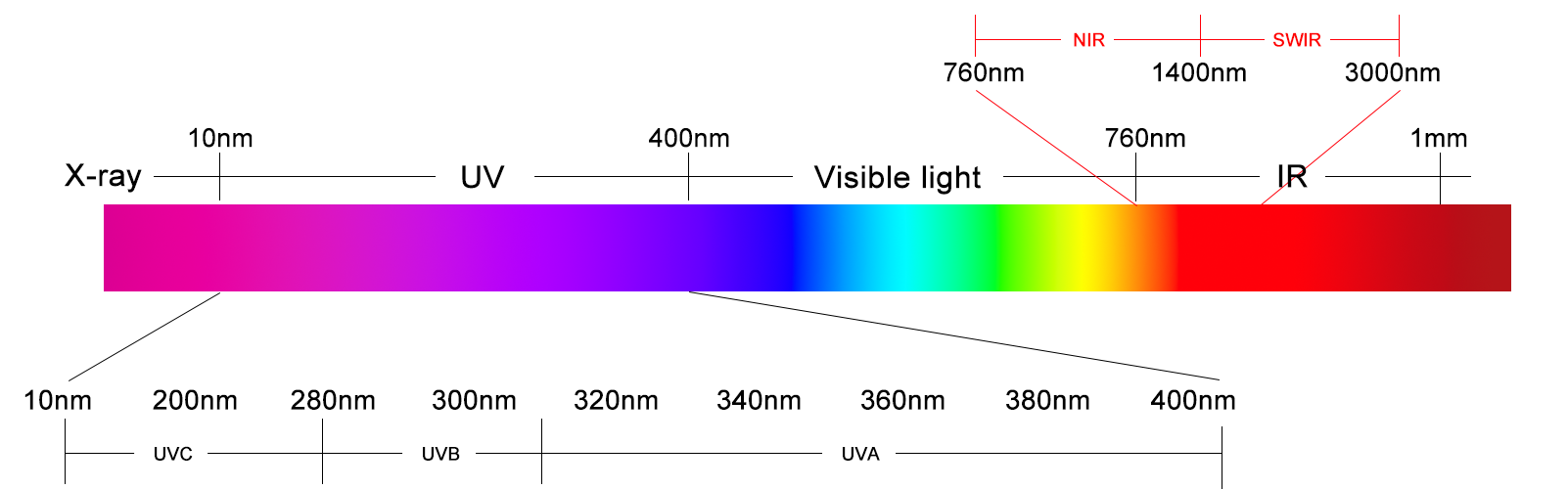
Der sichtbare Bereich des elektromagnetischen Spektrums (400–760 nm) ist für das menschliche Auge wahrnehmbar, doch UV (10–400 nm) und IR (760 nm–1 mm) erweitern die Fähigkeiten des maschinellen Sehens. In der Praxis wird nahes Ultraviolett (UV-A, 315–400 nm) aufgrund der Sicherheit und Kompatibilität mit Sensoren bevorzugt, während nahes Infrarot (NIR, 760–1400 nm) und kurzwelliges Infrarot (SWIR, 1400–3000 nm) sind bei IR-Anwendungen üblich – sie arbeiten mit modifizierten Standard-Sensoren und durchdringen Materialien effektiv.
UV regt bestimmte Substanzen zur Fluoreszenz an, während IR je nach chemischer Zusammensetzung mit Materialien wechselwirkt (Absorption/Transmission). Diese einzigartigen Wechselwirkungen bestimmen ihre Anwendung in der industriellen Bildverarbeitung.
2. Anwendungen von UV-Lichtquellen
UV-Beleuchtung nutzt fluoreszenz und materialkontrast um unsichtbare Fehler, Verunreinigungen oder Merkmale zu erkennen.
2.1 Industrielle Qualitätsinspektion
UV wird häufig in der Qualitätskontrolle zur Erkennung von Oberflächenfehlern und zur Überprüfung der Produktintegrität eingesetzt. Bei Polymeren (z. B. Kunststoffteilen für Automobile) und Beschichtungen (z. B. Lack auf Haushaltsgeräten) macht UV fluoreszierende Additive sichtbar – Fehler wie Risse oder Nadelporen erscheinen als dunkle, nicht-fluoreszierende Stellen, die vom System erkannt werden. In der Lebensmittel- und Pharmaindustrie identifiziert UV organische Verunreinigungen (Schimmel, Bakterien) und überprüft die Gleichmäßigkeit der Tablettenbeschichtung, da organische Substanzen gegenüber nicht-fluoreszierenden Materialien fluoreszieren.
2.2 Authentifizierung und Fälschungsschutz
UV enthüllt versteckte Sicherheitsmerkmale in Dokumenten (Pässe) und Währungen (Euro/US-Dollar-Fluoreszenzfäden). Hochwertige Produkte (Luxusgüter, Elektronik) verwenden mit UV markierte Etiketten; maschinelles Sehen scannt diese unter UV-Licht, um die Echtheit zu bestätigen und Fälschungen in der Lieferkette vorzubeugen.

3. Anwendungen von IR-Lichtquellen
IR überzeugt durch materialdurchdringung , thermische Kontrastverbesserung , und verringerung der Blendung , ideal für blockierte oder schlecht beleuchtete Szenarien.
3.1 Materialdurchdringung und Erkennung versteckter Merkmale
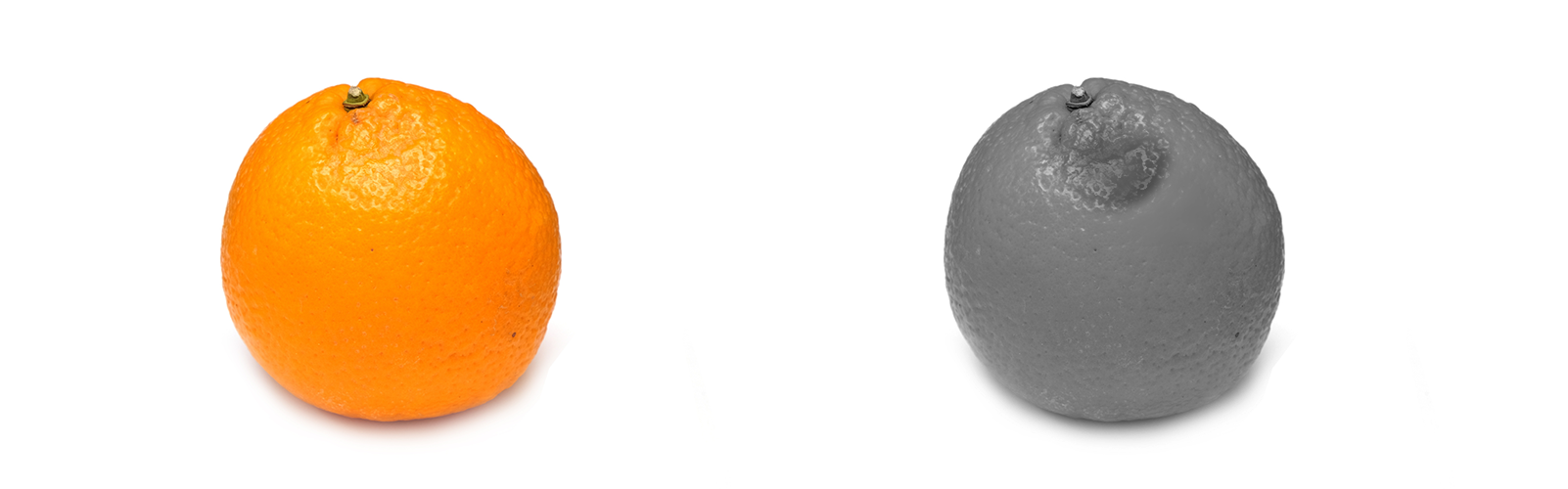
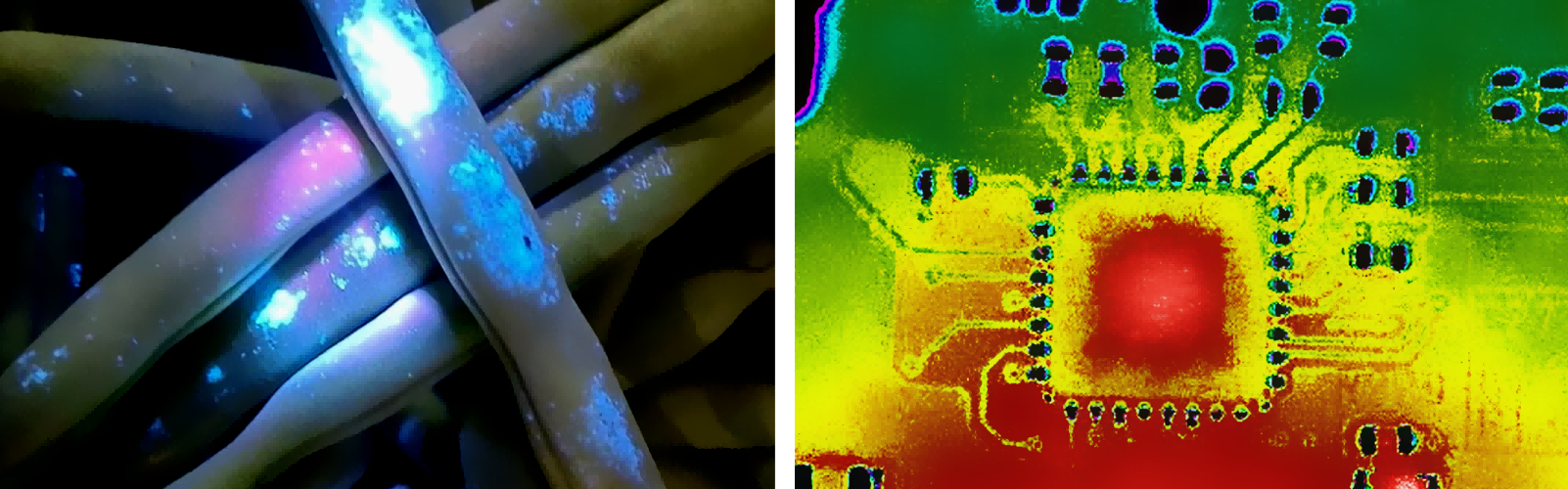
NIR/SWIR dringt in undurchsichtige Materialien ein. In der Halbleiterindustrie ermöglicht es die Inspektion interner Verbindungen von ICs/Leiterplatten (Lötstellen, Defekte), die für sichtbares Licht unerreichbar sind. In der Landwirtschaft deckt NIR innere Beschädigungen von Obst (Prellungen) auf und misst die Feuchtigkeit von Getreide anhand der Absorption, wodurch Sortierung und Lagerung optimiert werden.
3.2 Thermografie und Temperaturmessung
IR erfasst thermische Strahlung zur berührungslosen Temperaturüberwachung. In der Fertigung (Metallguss, Schweißen) ermöglichen Wärmebilder die Erkennung von Überhitzungen oder kalten Stellen, um die Qualität sicherzustellen. Im Gesundheitswesen misst IR die Hauttemperatur (Fiebererkennung) und verfolgt die Wundheilung anhand von Durchblutungsänderungen; zudem wird sie in der Veterinärmedizin zur nicht-invasiven Verletzungserkennung eingesetzt.
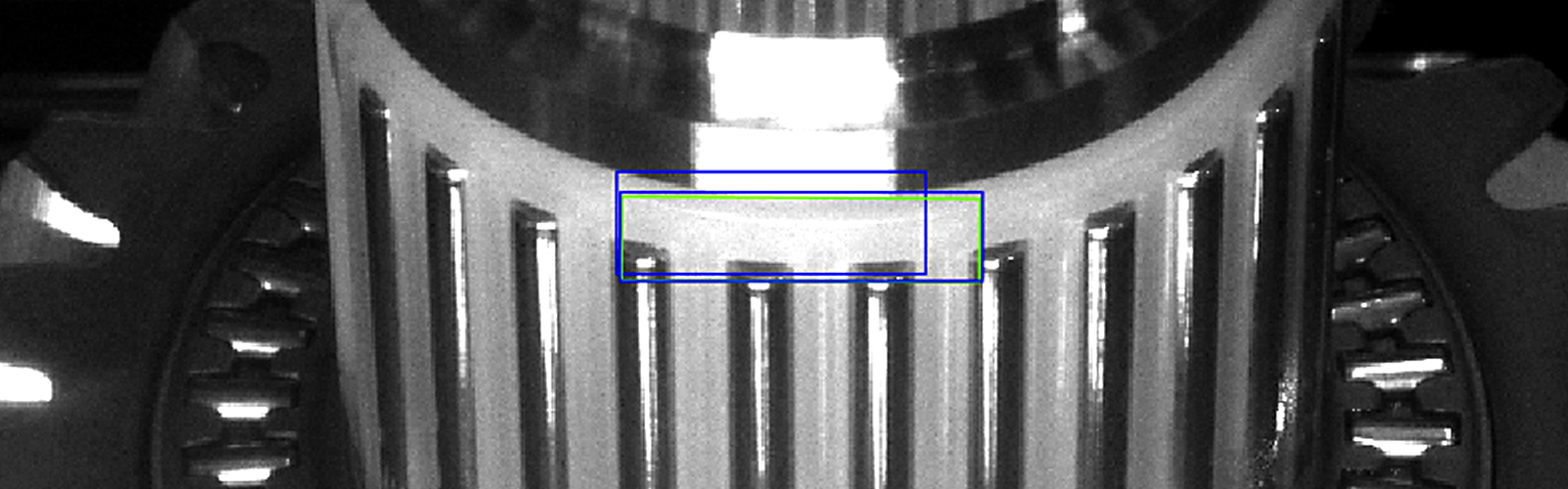
3.3 Blendreduzierung und Aufnahme bei schwachem Licht
IR vermeidet Blendung durch reflektierende Oberflächen (Metall, Glas) und funktioniert auch bei Dunkelheit. Bei der Außenüberwachung (Verkehr, Logistikareale) oder der Inspektion reflektierender Materialien (Edelstahlgeräte) eliminiert IR Blendungen und erfasst klare Bilder, wodurch Kratzer oder Dellen sichtbar werden, die im sichtbaren Licht verborgen bleiben.
4. Wichtige Unterschiede zwischen UV- und IR-Lichtquellen
UV nutzt Fluoreszenz/Kontrast, um versteckte Merkmale/Verunreinigungen zu erkennen, und erfordert UV-empfindliche Kameras; UV-A ist in geringen Dosen sicher, aber UV-B/C schädigt Haut/Augen. IR nutzt Durchdringung/thermische Emission zur Inspektion von lichtundurchlässigen Materialien oder zur Temperaturüberwachung; die meisten NIR-Systeme funktionieren mit Standard-Sensoren (SWIR benötigt spezialisierte Sensoren), und NIR ist im Allgemeinen sicher (leistungsstarkes IR kann Überhitzung verursachen). Die Wahl hängt von der Aufgabe ab – z. B. UV für Lebensmittelverunreinigungen, IR für interne Prüfungen von Leiterplatten.
5. Zukünftige Trends und Entwicklungen
Die UV/IR-Technologie entwickelt sich hin zur Miniaturisierung (kompakte LEDs für tragbare Systeme), multispektraler Bildgebung (Kombination von UV/sichtbarem Licht/IR für umfassende Analysen, z. B. Lebensmittelqualitätsprofilierung) und Integration von KI (Algorithmen verbessern die Genauigkeit bei der Fehlererkennung und die Echtzeit-Entscheidungsfindung).
6. Schlussfolgerung
UV- und IR-Strahlung revolutionieren die industrielle Bildverarbeitung, indem sie Aufgaben ermöglichen, die mit sichtbarem Licht nicht durchführbar sind. UV zeichnet sich bei der Erkennung versteckter Fehler/Verunreinigungen und bei Authentifizierungsanwendungen aus; IR bietet Durchdringung, Wärmebildgebung und Blendreduzierung. Da die Industrien eine höhere Genauigkeit verlangen, wird ihre Bedeutung weiter steigen – das Verständnis ihrer Eigenschaften hilft Unternehmen, Qualität, Sicherheit und Effizienz zu verbessern.
HIFLY verfügt über mehr als 15 Jahre Erfahrung in der Herstellung von Beleuchtungslösungen für die industrielle Bildverarbeitung und besitzt ein professionelles F&E-Team. Wenn Sie individuelle Anforderungen an Infrarot- oder Ultraviolettlicht haben, können Sie uns jederzeit gerne kontaktieren!





