

Guía de cámaras industriales para la automatización y la inspección en fábricas
Especificaciones clave de las cámaras industriales para el éxito de la automatización
Resolución, velocidad de fotogramas y campo de visión: alineación del rendimiento con los requisitos de inspección
La resolución debe ser lo suficientemente buena como para detectar los defectos más pequeños que deseamos observar. Por ejemplo, una cámara de 5 megapíxeles colocada a unos cincuenta centímetros del objeto que está inspeccionando puede identificar detalles tan pequeños como una décima de milímetro. En cuanto a las tasas de fotogramas, deben superar la velocidad de cualquier elemento en movimiento sobre la línea de producción, para evitar desenfoques causados por el movimiento. Las líneas de empaque que funcionan a muy alta velocidad suelen requerir tasas superiores a 120 fotogramas por segundo. El campo de visión también es fundamental: debemos asegurarnos de que todos los elementos importantes queden dentro del alcance visual de la cámara, sin que la imagen se distorsione excesivamente. Si el campo de visión es demasiado estrecho, algunos problemas podrían pasar inadvertidos cerca de los bordes; pero si es demasiado amplio, incluso los defectos pequeños no se apreciarán con claridad. En cuanto a la lectura de texto, la mayoría de las directrices industriales indican que se necesitan al menos 2,5 píxeles por carácter para que los sistemas de reconocimiento óptico de caracteres (OCR) funcionen correctamente. Esto ayuda a garantizar que prácticamente todos los caracteres se reconozcan con precisión, alcanzando una exactitud de aproximadamente el 99,7 % o superior.
Refuerzo ambiental: Clasificación IP, resistencia a golpes/vibraciones y rango térmico de funcionamiento
Según las pruebas de fiabilidad del fabricante, las cámaras que carecen de protección IP65+ tienden a fallar aproximadamente tres veces más rápido cuando se exponen al polvo o a la humedad. En cuanto a las vibraciones, cualquier valor superior a 15 G ayuda a mantener la cámara correctamente enfocada sobre esos brazos robóticos. El rango de temperatura también es importante. La mayoría de las cámaras industriales deben soportar condiciones desde menos 20 grados Celsius hasta 70 grados Celsius sin perder su calibración. Esto significa que funcionan de forma fiable ya sea instaladas en una instalación de almacenamiento frigorífico que maneja alimentos congelados o en operaciones cercanas a fundiciones de metal, donde las temperaturas alcanzan valores extremos. ¿Cuáles son los factores clave para un rendimiento duradero? Analicemos algunas especificaciones fundamentales que realmente importan en aplicaciones reales.
| ESPECIFICACIÓN | Requisito Mínimo | Aplicación crítica |
|---|---|---|
| Clasificación IP | IP67 | Zonas de lavado en procesamiento de alimentos |
| Resistencia a los golpes | 100 G/1 ms | Robots de montaje automotriz |
| Temperatura de funcionamiento | -30°C a 85°C. No se pueden utilizar | Control de calidad en fundición de metales |
Los sistemas que carecen de estas especificaciones experimentan un 42 % más de tiempo de inactividad no planificado en entornos industriales exigentes.
Tipos de cámaras industriales y sus funciones específicas de inspección
Cámaras de barrido de área frente a cámaras de barrido de línea: optimización para la detección de defectos, el reconocimiento óptico de caracteres (OCR) y la medición a alta velocidad
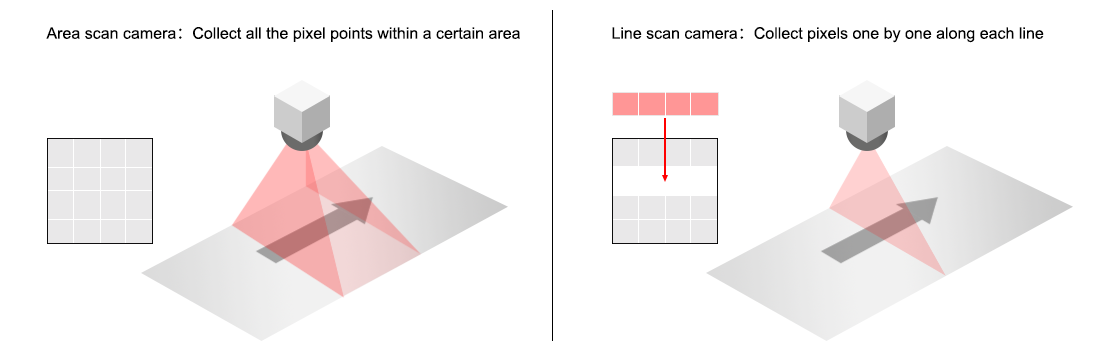
Las cámaras de escaneo por área capturan imágenes completas de una sola vez, lo que funciona muy bien para objetos que no se mueven mucho o solo se desplazan ocasionalmente, como placas de circuito impreso, botellas o envases sellados de productos. Estas cámaras son especialmente adecuadas para detectar defectos en superficies, como rayones o cambios de color, verificar si los productos tienen las dimensiones correctas y leer texto de etiquetas fijas en una posición determinada. Por su parte, las cámaras de escaneo por línea funcionan de forma distinta, recopilando datos línea por línea de manera continua. Esto las hace ideales para inspeccionar objetos que se desplazan rápidamente a lo largo de líneas de producción, como rollos de tela, hojas de papel o tiras metálicas que se mueven a velocidades superiores a 5 metros por segundo. Lo que distingue a estas cámaras es su capacidad para escanear sin interrupciones, ofreciendo vistas detalladas de materiales que pueden ser extremadamente largos o incluso infinitos en longitud.
cámaras industriales 3D, inteligentes y con IA integrada: habilitan el análisis en el dispositivo y el control en bucle cerrado
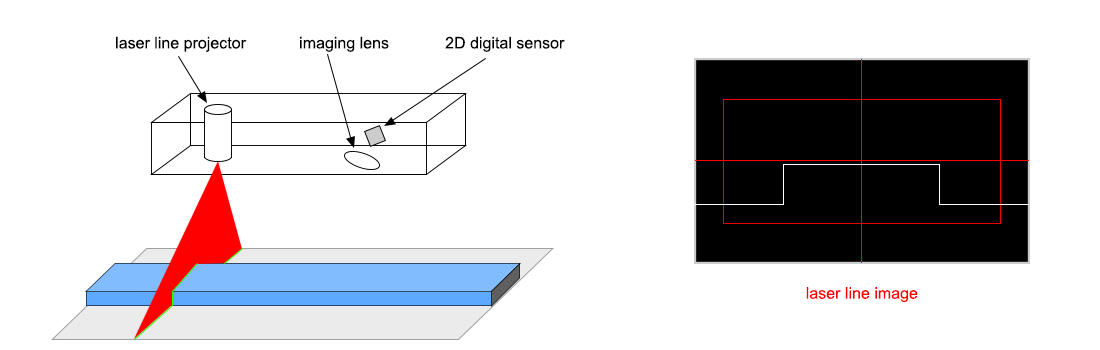
Las cámaras tridimensionales se basan en técnicas de visión estéreo o en métodos de triangulación láser para crear mapas de profundidad precisos, que resultan fundamentales para aplicaciones como el perfilado de cordones de soldadura, la guía de operaciones de selección desde contenedores (bin picking) o la verificación del nivel de llenado de los recipientes. Los modelos de cámaras inteligentes incorporan procesadores integrados que ejecutan directamente, en el origen, algoritmos estándar de visión artificial, lo que reduce el tiempo de espera aproximadamente un 40 % en comparación con los antiguos sistemas basados en PC, según indica el Informe de Visión Artificial de 2023. Algunas versiones van aún más lejos, ejecutando redes neuronales a pequeña escala directamente en el propio dispositivo para realizar tareas inmediatas de clasificación. Esto permite acciones de respuesta rápida, como la exclusión de piezas defectuosas en tan solo 50 milisegundos, el ajuste dinámico de las trayectorias de movimiento de los robots o la realización de evaluaciones automáticas de calidad, todo ello sin necesidad de recursos de computación en la nube ni de soporte adicional de hardware.
Integración perfecta de cámaras industriales en los sistemas de visión de fábrica
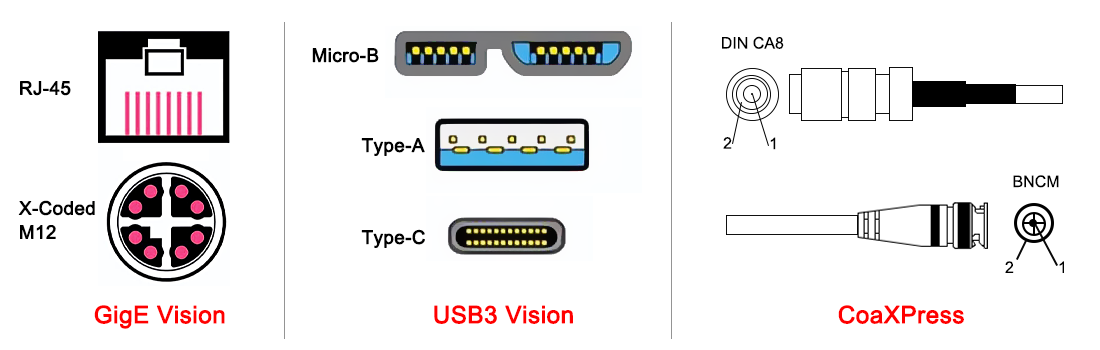
Interfaces de visión comparadas: GigE Vision, USB3 Vision y CoaXPress para ancho de banda, distancia y fiabilidad en tiempo real
Al elegir una interfaz, entran en juego tres factores principales: las capacidades de ancho de banda, la distancia máxima que pueden recorrer los cables y si el tiempo de respuesta sigue siendo predecible. GigE Vision aprovecha eficazmente el cableado Ethernet estándar, lo que reduce los costes durante la instalación. Funciona bien en instalaciones distribuidas sobre áreas extensas, ya que soporta distancias de hasta aproximadamente 100 metros manteniendo velocidades cercanas a 1 gigabit por segundo. Por eso, muchas fábricas lo utilizan para inspecciones que no requieren un procesamiento extremadamente rápido. Por otro lado, USB3 Vision se ha vuelto popular porque la conexión de dispositivos es sencilla y no requiere herramientas ni configuraciones especiales. La velocidad de transferencia alcanza aproximadamente 5 gigabits por segundo, aunque los cables solo funcionan de forma fiable dentro de unos cinco metros. Esto hace que USB3 sea ideal para espacios de trabajo más reducidos, donde los equipos están colocados próximos entre sí sobre bancos de trabajo. Para situaciones que exigen un rendimiento extremo, CoaXPress destaca como la mejor opción disponible. Estas interfaces transfieren datos a velocidades impresionantes de hasta 25 gigabits por segundo mediante cables coaxiales tradicionales que pueden extenderse más allá de los 40 metros. Lo realmente importante aquí es que el tiempo de respuesta se mantiene constante, en menos de un milisegundo. Según las últimas referencias comparativas industriales de 2024, este nivel de precisión resulta absolutamente indispensable en aplicaciones como la eliminación inmediata de productos defectuosos en las líneas de producción, donde incluso retrasos mínimos son críticos.
Óptica, iluminación y sincronización: garantizar una calidad de imagen repetible en entornos de producción
Obtener imágenes consistentes una y otra vez requiere una buena coordinación entre todos los componentes de hardware, no solo la configuración de una cámara. También son fundamentales las lentes de alta resolución adecuadas, especialmente aquellas con recubrimientos antirreflejo especiales que mantienen la nitidez incluso cuando hay polvo flotando o niebla de aceite en el aire. Para piezas en movimiento, la iluminación estructurada produce excelentes resultados. Las matrices LED pulsadas son particularmente eficaces para congelar el movimiento durante tiempos de exposición muy breves, a veces de tan solo unos 0,1 milisegundos. Esto evita imágenes borrosas en cintas transportadoras que funcionan a alta velocidad. En cuanto al disparo real de la captura de imagen, la sincronización por hardware con señales de codificador marca toda la diferencia. Este enfoque permite ubicar con precisión la posición de la pieza con una exactitud de medio milímetro. Hemos observado cómo talleres reducen sus tasas de rechazo erróneo casi a un tercio en comparación con sistemas que dependen únicamente de disparos por software para el control del tiempo.
¿Listo para optimizar la configuración de cámaras industriales de su fábrica?
Seleccionar la cámara industrial adecuada e integrarla sin problemas en su sistema de visión es clave para desbloquear la máxima eficiencia en la automatización y la inspección de fábricas. Desde la adaptación de las especificaciones (resolución, velocidad de fotogramas, robustez ambiental) hasta la elección de la interfaz adecuada y la coordinación de óptica, iluminación y sincronización, cada paso debe adaptarse a sus necesidades productivas específicas.
Con 15 años de experiencia en visión artificial, HIFLY ofrece una amplia gama de cámaras industriales (de barrido por áreas, de barrido por líneas, 3D y inteligentes), así como soluciones compatibles para lentes, iluminación y sincronización de sistemas, todo ello respaldado por la certificación ISO 9001:2015 y soporte técnico global. Para una consulta sin compromiso destinada a seleccionar la cámara industrial que mejor se alinee con sus objetivos de automatización y control de calidad en fábrica, contáctenos hoy mismo.





