

Por qué la iluminación de visión artificial determina la precisión de la inspección
El papel fundamental de la iluminación para visión artificial en la calidad de la imagen
Cómo la iluminación rige directamente la relación señal-ruido y la fidelidad espacial
La iluminación no es solo un detalle adicional al obtener buenas imágenes para inspecciones de visión artificial. Constituye la base de lo que hace que estos sistemas funcionen correctamente. Cuando se ajusta adecuadamente la iluminación, mejora significativamente la relación señal-ruido (SNR). Esto ocurre porque una buena iluminación reduce las distracciones externas mientras resalta más claramente las características. Con este nivel de precisión, las máquinas pueden detectar problemas minúsculos que de otro modo pasarían desapercibidos. Piense en grietas casi invisibles en piezas metálicas o partículas microscópicas de suciedad en herramientas quirúrgicas. Estos problemas simplemente desaparecen cuando las condiciones de iluminación son deficientes. Según estudios del sector, aproximadamente el 70 % de todos los fallos de inspección en plantas manufactureras se deben en realidad a una mala configuración de la iluminación. Una iluminación deficiente crea sombras extrañas y contornos falsos que confunden a los programas informáticos, haciéndoles creer que hay un problema cuando no lo hay. Por eso, los fabricantes deben invertir en soluciones de iluminación uniforme y enfocada. Este enfoque garantiza que cada imagen capturada durante la producción mantenga su calidad y precisión repetición tras repetición.
Por qué la iluminación, y no los algoritmos, es el cuello de botella principal en la precisión de la detección de defectos
Aunque los algoritmos avanzados llaman la atención, la iluminación sigue siendo la limitación crítica en los sistemas de detección. Ninguna red neuronal convolucional puede recuperar imágenes con contraste insuficiente o detalles ocultos por deslumbramiento. Por ejemplo:
|
El factor |
Limitación de la iluminación |
Limitación del algoritmo |
|
Reflectividad de la superficie |
Las superficies especulares provocan deslumbramiento que borra los defectos |
Requiere una extensa formación adversarial |
|
Umbral de contraste |
Fundamental para la visibilidad de los defectos en el momento de la captura |
El posprocesamiento no puede generar datos ausentes |
|
Deriva ambiental |
Los cambios en la luz ambiental requieren recalibración |
Compensa de forma inconsistente entre lotes |
A diferencia de los algoritmos que se adaptan de forma iterativa, una iluminación inadecuada proporciona datos de entrada irrecuperables: una brecha que ningún software puede salvar. Estudios industriales demuestran que una configuración incorrecta de la iluminación provoca de 3 a 5 veces más falsos negativos que los errores algorítmicos en inspecciones de embotellado a alta velocidad. Los operadores que priorizan la optimización de la iluminación logran mejoras sostenibles en la precisión, donde el ajuste de algoritmos alcanza rendimientos decrecientes.
Técnicas estratégicas de iluminación: Ajuste de la geometría luminosa a los objetivos de inspección
Métodos de iluminación frontal (campo claro, coaxial, luz en anillo) para el contraste de defectos superficiales
Cuando las fuentes de luz se colocan directamente frente a la superficie objetivo, los defectos resultan mucho más fáciles de detectar debido a la forma en que controlan los niveles de contraste. La iluminación en campo brillante funciona muy bien para identificar rayones, abolladuras y suciedad, ya que refleja la luz de manera uniforme sobre áreas planas. La técnica de iluminación coaxial se alinea con el eje de la cámara, lo que ayuda a eliminar esas molestas sombras que aparecen en materiales reflectantes, como piezas metálicas o componentes plásticos lisos. Las luces anulares rodean directamente la lente, ofreciendo una buena cobertura al inspeccionar objetos con formas irregulares o texturas complejas. Todos estos distintos enfoques de iluminación contribuyen a mejorar la relación señal-ruido, haciendo que los pequeños cambios en la apariencia de las superficies destaquen con mayor claridad. Por ejemplo, en la inspección de placas de circuito impreso (PCB), las luces anulares pueden detectar incluso pequeños defectos en las soldaduras al generar sombras suficientemente definidas como para resaltar las imperfecciones. Además, la elección correcta de los ángulos también es fundamental, pues una alineación adecuada garantiza que los defectos observados correspondan a problemas reales y no a artefactos causados por condiciones deficientes de iluminación.
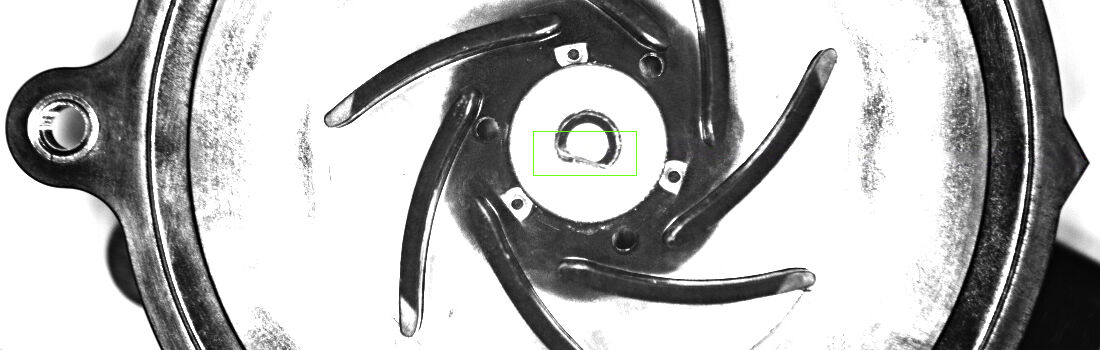
Enfoques de iluminación trasera (campo oscuro, silueta) para un análisis preciso de los bordes y las dimensiones
Al utilizar técnicas de campo oscuro, los objetos se iluminan desde ángulos comprendidos entre 25 y 75 grados, lo que permite detectar pequeños defectos en los bordes y características superficiales que una iluminación convencional simplemente pasa por alto. En este caso, la luz se refleja en elementos como microgrietas, rebabas diminutas o incluso marcas de grabado, mientras que las zonas lisas permanecen oscuras. En la iluminación trasera por silueta, los ingenieros colocan fuentes luminosas intensas detrás de un objeto transparente o translúcido, generando contornos nítidos que facilitan considerablemente la medición precisa de dimensiones. Piense, por ejemplo, en la inspección de roscas de sujetadores o en la verificación del correcto alineamiento de obleas semiconductoras. Al integrar ambos enfoques en un único sistema de inspección, se reduce aproximadamente un 40 % el número de rechazos erróneos en comparación con el uso de una sola técnica. ¿Cómo determinan los ingenieros los ángulos adecuados? Pues analizando el grado de reflectividad de los distintos materiales: los metales brillantes requieren ángulos más reducidos, mientras que los plásticos mate funcionan mejor con ángulos de iluminación más pronunciados.
Iluminación para Visión Artificial con Reconocimiento de Material: Longitud de Onda, Reflectancia y Física de la Interacción
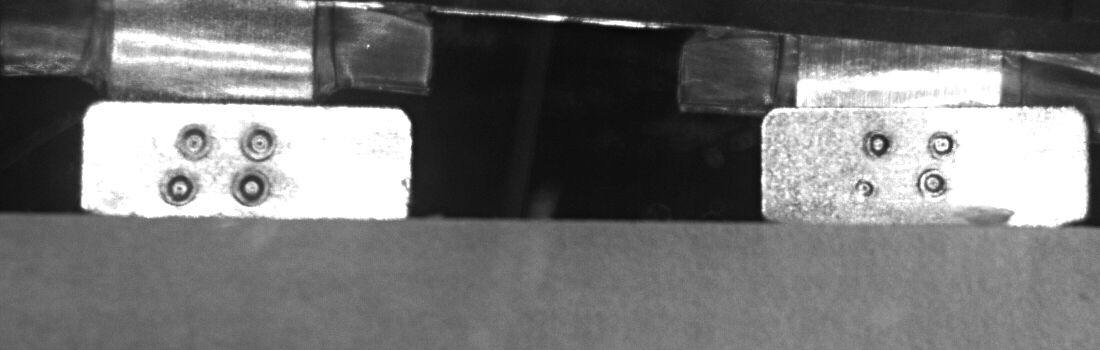
Selección de longitudes de onda óptimas según el comportamiento de absorción, reflexión y fluorescencia
Obtener buenos resultados a partir de iluminación de Visión Artificial se reduce esencialmente a elegir las longitudes de onda adecuadas según cómo interactúan diferentes materiales con la luz. La mayoría de los materiales absorben ciertos colores de luz y reflejan otros. Las superficies oscuras tienden a absorber gran parte de la luz azul alrededor de los 450 nanómetros, lo cual ayuda precisamente a crear defectos de contraste nítidos que necesitamos para detectar problemas. Pero al trabajar con metales brillantes, las cosas se complican porque reflejan mucha luz. Por eso, aquí funcionan mejor las longitudes de onda rojas más largas, aproximadamente a 660 nm, ya que reducen el resplandor no deseado. Luego están los materiales fluorescentes, que también requieren un tratamiento especial. Estos solo muestran sus verdaderos colores cuando son iluminados con luz UV a 365 nm, haciendo que los contaminantes ocultos sean visibles. Comprender cómo reaccionan todos estos materiales diferentes ante diversas longitudes de onda de luz es algo fundamental para cualquiera que trabaje con sistemas de visión artificial.
|
Duración de onda |
Respuesta del Material |
Beneficio en la inspección |
|
UV (365 nm) |
Emisión de fluorescencia |
Detecta residuos/grietas invisibles |
|
Azul (450 nm) |
Alta absorción en superficies oscuras |
Mejora la visibilidad de arañazos y abolladuras |
|
Rojo (660 nm) |
Baja absorción en metales |
Reduce el deslumbramiento en superficies pulidas |
|
IR (850 nm) |
Penetración profunda en el material |
Inspecciona estructuras internas |
El ajuste preciso de la longitud de onda mejora las tasas de detección de defectos hasta en un 40 % en comparación con la iluminación de espectro amplio, transformando las interacciones fotón-material en datos accionables y fiables.
Garantizando robustez: uniformidad, mitigación del deslumbramiento y estabilidad cromática en entornos de producción
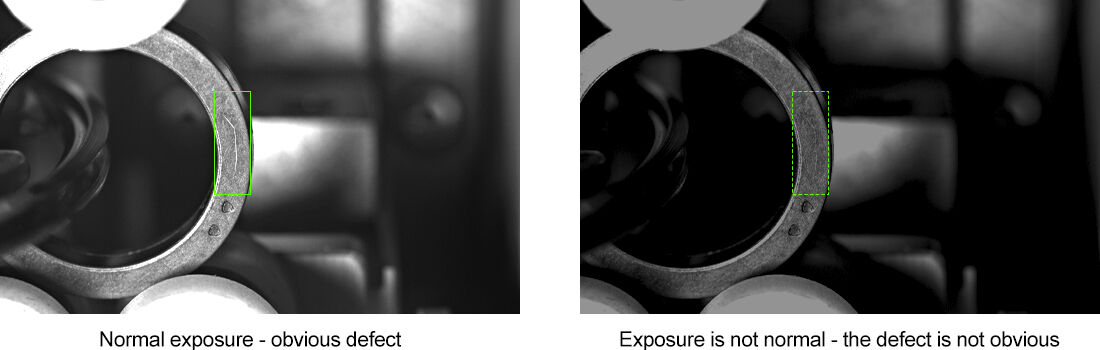
Cuantificación del impacto de la iluminación no uniforme en las tasas de rechazo erróneo
La iluminación no uniforme provoca graves inconsistencias en las mediciones durante la inspección automatizada. Variaciones de intensidad tan pequeñas como un 15 % en el campo de visión generan rechazos falsos al introducir sombras o reflejos fantasma. Estudios revelan que esta inestabilidad representa casi el 40 % de los incidentes de rechazo falso en el control de calidad de líneas de montaje. Cuando la iluminación fluctúa:
- Los defectos reales pasan desapercibidos en zonas subexpuestas
- Las variaciones superficiales aceptables se clasifican erróneamente como defectos en zonas sobrexpuestas
Esto obliga a paradas innecesarias de la producción para su verificación. Los datos del Instituto Ponemon muestran una correlación directa: cada descenso del 10 % en la uniformidad de la iluminación incrementa los rechazos falsos en un 15 %, lo que supone un costo anual para los fabricantes de 740 000 USD en retrabajo y tiempo de inactividad. Estabilizar la intensidad luminosa a través de distintos materiales y condiciones operativas es, por tanto, esencial para lograr una detección de defectos fiable y repetible.
¿Listo para mejorar la precisión de sus inspecciones con una iluminación adecuada?
La iluminación para visión artificial es la base fundamental de una detección fiable de defectos. Ningún algoritmo puede compensar una iluminación deficiente. Al adaptar la geometría de la luz, su longitud de onda y su uniformidad a sus materiales y objetivos, obtendrá resultados consistentes y rentables.
Para soluciones de iluminación de grado industrial adaptadas a su aplicación, o para combinar la iluminación con cámaras complementarias de visión artificial (como las ofrecidas por HIFLY), colabore con un proveedor con sólida experiencia industrial. Los 15 años de experiencia de HIFLY abarcan iluminación, cámaras y sistemas integrados. Póngase en contacto con nosotros hoy mismo para una consulta sin compromiso que le ayude a optimizar su configuración de iluminación.





