

Aplicaciones de cámaras de polarización en inspección industrial con visión artificial
En la inspección industrial por visión, el "resplandor" y los "defectos ocultos" son dos grandes pesadillas para las cámaras convencionales: los fuertes reflejos en las superficies de piezas metálicas hacen que los arañazos sean "invisibles", el resplandor en el vidrio transparente oculta las burbujas internas, y las marcas de tensión en las piezas de plástico son completamente indetectables con cámaras estándar. Estos problemas provocan tasas de defectos no detectados de hasta el 15 %, lo que obliga a revisiones manuales que ralentizan gravemente la producción.
Las cámaras de polarización, gracias a su capacidad única de "filtrar la luz polarizada y resaltar diferencias sutiles", actúan como un "filtro antirreflejo + lupa de defectos" para la cámara. Resuelven fácilmente problemas ante los que las cámaras convencionales tienen dificultades.
Este artículo analiza los escenarios principales de aplicación de las cámaras de polarización en la inspección industrial, combinando principios técnicos con casos reales para ayudarle a comprender "por qué pueden eliminar reflejos y revelar defectos".
- ¿ Qué? Las "2 Capacidades Clave" de las Cámaras de Polarización
Muchas personas piensan que "las cámaras de polarización solo sirven para reducir el deslumbramiento", pero pasan por alto su valor fundamental que radica en la "interacción entre la luz polarizada y los materiales". Estas dos capacidades abordan directamente las limitaciones de las cámaras convencionales:
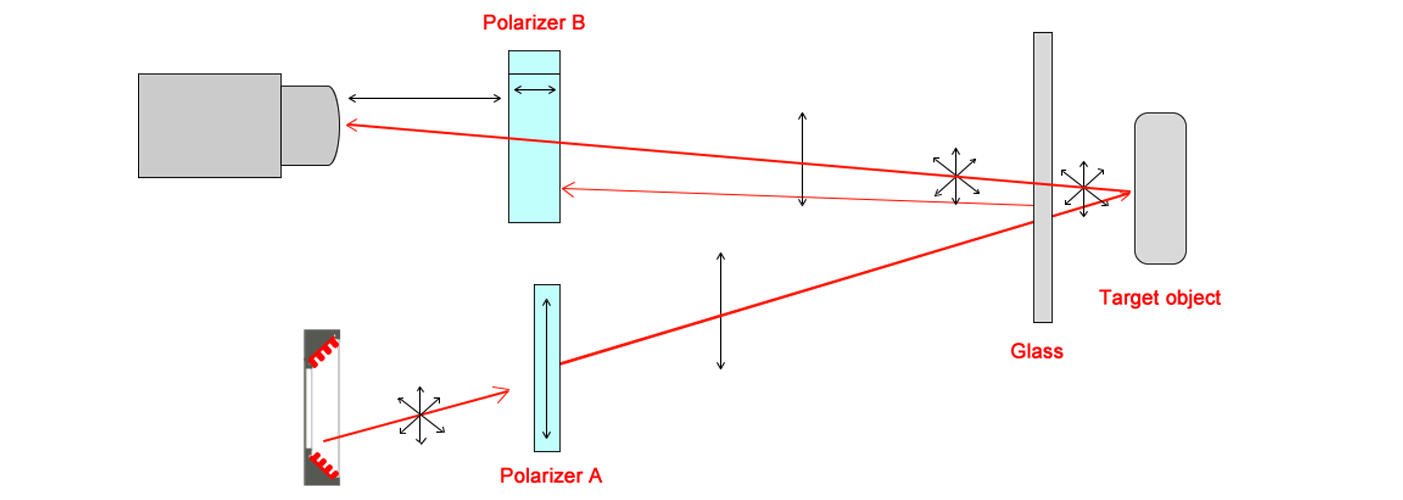
1. "Eliminación direccional del deslumbramiento" para eliminar interferencias por reflexión/deslumbramiento: La luz reflejada desde superficies lisas como metal, vidrio y plástico a menudo es "luz polarizada" (luz que vibra en un solo plano). Las cámaras de polarización pueden filtrar la luz polarizada en direcciones específicas ajustando el ángulo del polarizador, haciendo que las áreas reflectantes "oscurezcan" y que los detalles de defectos "destaquen" (por ejemplo, arañazos en metal se vuelven visibles entre reflejos).
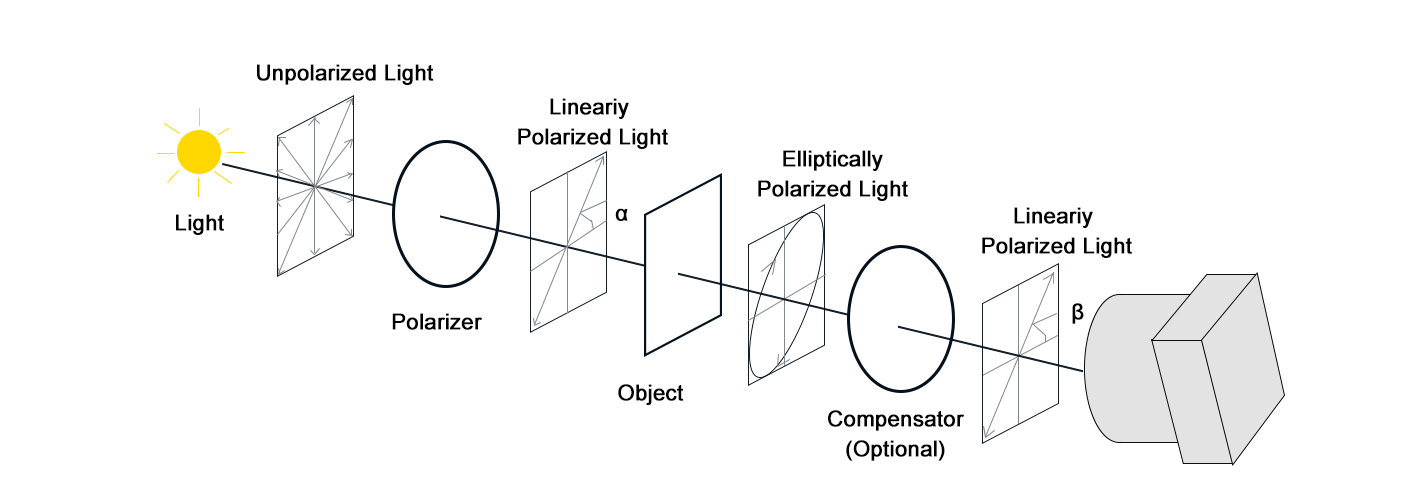
2. "Revelar características ocultas" para identificar diferencias invisibles: características internas como tensiones internas en componentes transparentes, textura del plástico o uniformidad del recubrimiento provocan que la luz transmitida sufra cambios en su "estado de polarización" (cambio en la dirección de vibración). Las cámaras de polarización pueden capturar este cambio, convirtiendo las características ocultas en imágenes con "contraste de brillo" (por ejemplo, las marcas de tensión en el vidrio aparecen como franjas coloreadas).
Dicho simplemente: los escenarios en los que las cámaras convencionales quedan "ciegas por los reflejos y no pueden ver defectos ocultos" son el "campo principal de acción" para las cámaras de polarización.
II. Escenarios principales de aplicación en inspección visual industrial
Las cámaras de polarización no son una "herramienta universal", pero sus ventajas son insustituibles en escenarios con "reflejos severos o necesidad de identificar características ocultas", aplicándose específicamente en diversos campos industriales:
1. Escenario 1: Inspección de defectos en superficies de piezas metálicas – Eliminación de reflejos para revelar arañazos/abolladuras
• Punto de dolor: Los arañazos, abolladuras y rebabas en piezas automotrices (por ejemplo, bloques de motor, engranajes de transmisión) y herramientas de ferretería (por ejemplo, cortadores, rodamientos) a menudo quedan "ocultos" por puntos brillantes debido a fuertes reflejos en superficies metálicas lisas bajo cámaras convencionales, lo que provoca tasas de detección perdida de hasta el 20%. La inspección manual requiere ajustar repetidamente los ángulos para encontrar zonas con menos reflexión, tomando 5 minutos por pieza, es altamente ineficiente y propensa a errores por fatiga.
• Solución con Cámara de Polarización:
(1). Principio Técnico: Los reflejos en superficies metálicas suelen ser "luz linealmente polarizada". Al ajustar el ángulo del polarizador de la cámara para que sea perpendicular a la dirección de polarización del reflejo, más del 90% del deslumbramiento puede filtrarse. La luz proveniente de arañazos/abolladuras se dispersa aleatoriamente (luz no polarizada) y no es filtrada, apareciendo como "líneas brillantes/manchas oscuras nítidas" sobre un fondo oscuro, haciendo que los defectos sean evidentes.
(2). Configuración de Hardware: Utilice una cámara lineal de polarización de 5 MP (ángulo de polarización ajustable de 0-360°) + luz anular (iluminación uniforme, reduce puntos brillantes) + lente macro (amplía detalles de defectos como arañazos de 0,1 mm).
• Efecto de implementación:
Inspección de arañazos en la superficie de engranajes de transmisión (profundidad del arañazo ≥0,05 mm):
(1).Método tradicional: Cámara convencional + reinspección manual, 5 minutos/engranaje, tasa de omisión del 20% (arañazos finos ocultos por reflejos), pérdidas diarias por reprocesos >¥10,000.
(2).Método con cámara de polarización: Inspección automatizada con eliminación de reflejos, 10 segundos/engranaje, detecta arañazos finos de 0,05 mm, tasa de omisión reducida al 0,5%, eficiencia aumentada 30 veces, ahorro diario en reprocesos ~¥9,500, ahorro anual >¥3 millones.
• Escenarios Adecuados: Inspección de arañazos, abolladuras y rebabas en piezas metálicas automotrices, herramientas de ferretería, productos de acero inoxidable y componentes metálicos aeroespaciales.
2. Escenario 2: Inspección de piezas transparentes/semiatransparentes – Eliminación de reflejos para ver burbujas internas/impurezas
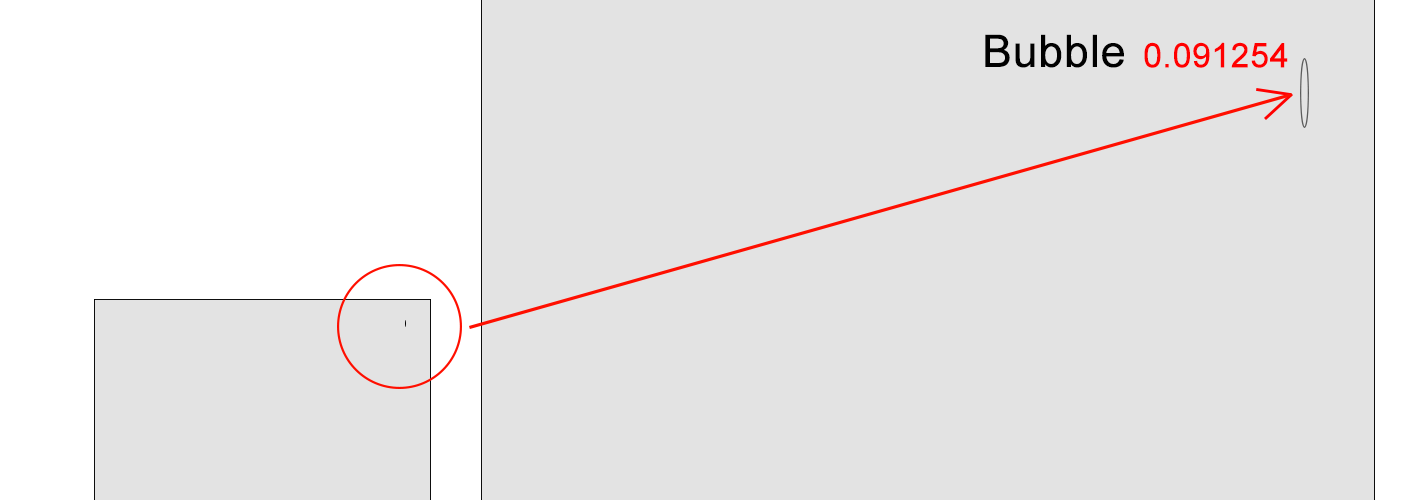
• Punto de dolor: Para productos como cubiertas de vidrio para teléfonos móviles, vidrio fotovoltaico, botellas de plástico y lentes ópticas, el "resplandor superficial" y las "reflexiones internas" al ser capturados por cámaras convencionales ocultan burbujas internas, impurezas y grietas. Una burbuja de 0,1 mm en el vidrio del teléfono podría ser solo un borrosidad causada por el resplandor. La inspección manual requiere cajas oscuras y ángulos específicos de iluminación, es lenta (30 segundos/vidrio) y propensa a errores de detección.
• Solución con Cámara de Polarización:
(1). Principio Técnico: Eliminar el resplandor superficial (a menudo polarizado) permite capturar claramente la "dispersión de la luz por defectos internos". Las burbujas/impurezas provocan luz dispersa (no polarizada), que aparece como "puntos oscuros"; las grietas alteran la refracción de la luz, apareciendo como "líneas oscuras", completamente libres de interferencias por resplandor.
(2). Configuración de Hardware: Utilice una cámara de escaneo de área polarizada de 12 MP (alta resolución para defectos finos) + luz coaxial (reduce los reflejos superficiales) + transportador de vidrio (velocidad constante para inspección de alta velocidad).
• Efecto de implementación:
Inspección de burbujas internas en cubiertas de vidrio para teléfonos móviles (diámetro de burbuja ≥0,1 mm):
(1). Método tradicional: Cámara convencional + inspección manual en caja oscura, 30 segundos/vidrio, tasa de omisión del 15% (burbujas pequeñas ocultas por reflejos), más de 200 vidrios desechados diariamente (pérdida de 6.000 ¥).
(2). Método de cámara de polarización: Inspección automatizada con eliminación de reflejos, 2 segundos/vidrio, detecta burbujas de 0,1 mm, tasa de omisión reducida al 0,3%, desecho diario reducido a 6 vidrios (pérdida de 180 ¥), ahorro anual >2 millones de ¥, eficiencia aumentada 15 veces.
• Escenarios Adecuados: Inspección interna de burbujas, impurezas y grietas en vidrio para teléfonos, vidrio fotovoltaico, lentes ópticos, envases plásticos transparentes y películas semitransparentes.
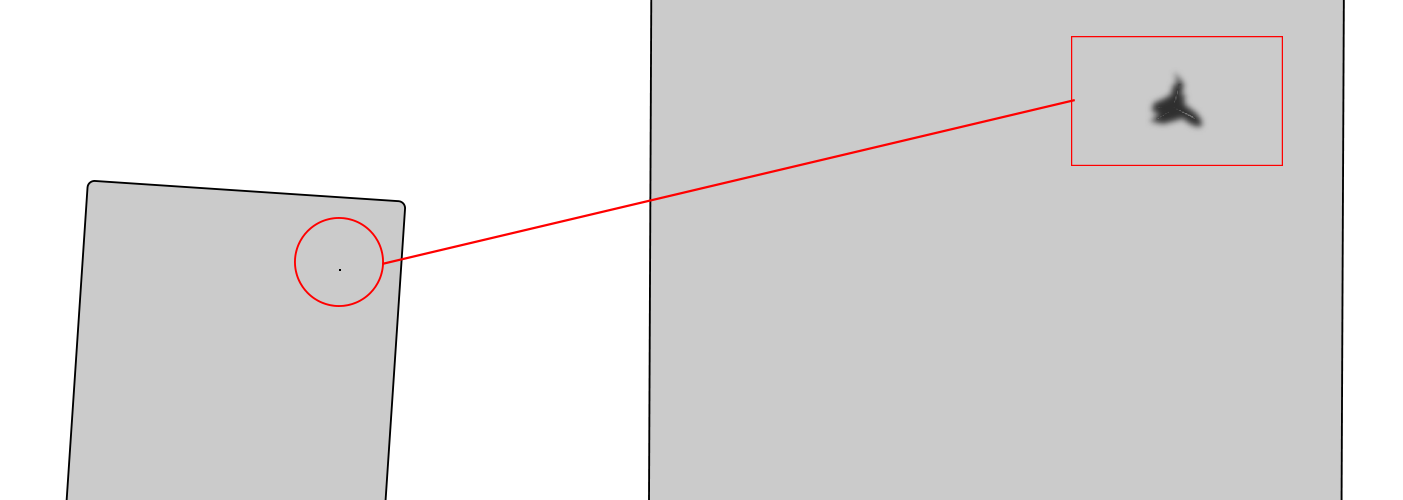
3. Escenario 3: Inspección de tensiones en materiales plásticos/compuestos – Revelado de marcas/texturas internas ocultas por tensiones
• Punto de dolor: Las "marcas de estrés" internas originadas durante el moldeo/formado en piezas plásticas (por ejemplo, carcasas de electrodomésticos, interiores automotrices) y materiales compuestos (por ejemplo, láminas de fibra de carbono) son invisibles pero debilitan las piezas. La inspección tradicional requiere un "polarímetro" (dedicado, lento: 2 minutos/pieza), incompatible con la velocidad de línea (por ejemplo, 10 piezas/minuto), lo que obliga al muestreo (por ejemplo, 10 %), arriesgando defectos por lotes.
• Solución con Cámara de Polarización:
(1).Principio técnico: Las marcas de estrés provocan "birrefringencia" (la luz se divide en dos haces polarizados perpendicularmente). La cámara captura la diferencia de fase, convirtiéndola en "franjas de colores" (más densas donde el estrés es alto), visualizando marcas de estrés ocultas sin necesidad de un polarímetro dedicado.
(2).Configuración del hardware: Utilice una cámara de polarización de 2 MP (que admita análisis de diferencia de fase) + luz de área de alta luminosidad (asegura que la luz penetre plásticos gruesos) + sistema de disparo sincronizado con la línea (sincronizado con la máquina de moldeo).
• Efecto de implementación:
Inspección de marcas de estrés en carcasa plástica de lavadora:
(1).Método tradicional: Muestreo con polarímetro, 2 minutos/carcasa, tasa de muestreo del 10%, anteriormente provocó grietas en lotes (pérdida de 500.000 ¥).
(2).Método con cámara de polarización: inspección completa al 100 %, 5 segundos/carcasa, detecta marcas de tensión ocultas de 0,5 mm de ancho, tasa de detección del 99,8 % para anomalías por tensión, elimina defectos de lote, ahorro anual >800.000 ¥, eficiencia incrementada 24 veces.
• Escenarios Adecuados: Inspección de marcas de tensión interna y de irregularidades en la textura de carcasas plásticas de electrodomésticos, interiores plásticos automotrices, componentes compuestos y tuberías plásticas.
4. Escenario 4: Inspección de uniformidad de recubrimiento/película – Detección de variaciones de espesor/recubrimiento omitido
• Punto de dolor: La uniformidad del recubrimiento en pinturas automotrices, acabados de muebles y películas industriales afecta la apariencia y el rendimiento. Las cámaras convencionales solo perciben diferencias de color, no variaciones de espesor (por ejemplo, una diferencia de 0,01 mm en la pintura). Los métodos tradicionales utilizan "medidores de espesor de recubrimiento" (de contacto, 10 segundos/punto), inadecuados para áreas grandes y muy ineficientes.
• Solución con Cámara de Polarización:
(1).Principio técnico: Diferentes espesores de recubrimiento provocan distintos "cambios en el estado de polarización" en la luz transmitida. Las áreas más gruesas alteran más la polarización. Analizar estas diferencias convierte la variación de espesor en "gradientes de brillo" (oscuro=grueso, claro=fino), mostrando visualmente problemas de uniformidad sin contacto.
(2).Configuración del hardware: Utilice una cámara de polarización de 8 MP (con algoritmos de análisis de estado de polarización) + luz de barra (cubre un área grande) + brazo robótico (para inspección 360°).
• Efecto de implementación:
Inspección de uniformidad de pintura automotriz (requisito: 80±5 μm):
(1). Método tradicional: Muestreo con medidor de recubrimiento (10 puntos/coche), 10 minutos/coche, tasa de omisión del 12 % (irregularidades en áreas no medidas), tasa de retrabajo del 8 %.
(2). Método con cámara de polarización: Inspección completa en 5 minutos/coche, detecta variaciones de espesor de ±3 μm, tasa de detección del 99,5 % para problemas de uniformidad, tasa de retrabajo reducida al 0,5 %, ahorro anual por retrabajo >¥1,2 millones, eficiencia aumentada 2 veces.
• Escenarios Adecuados: Inspección de uniformidad de recubrimiento, recubrimiento omitido y variación de espesor en pintura automotriz, recubrimientos de muebles, películas industriales y recubrimientos anticorrosivos metálicos.
III. Errores a evitar: 3 consideraciones clave
• Seleccione el modo de polarización según el tipo de defecto: No todos los escenarios usan el mismo modo. Las cámaras pueden tener polarización lineal (mejor para reflexiones superficiales en metal/vidrio) o polarización circular (mejor para superficies curvas/irregulares como curvas de plástico, vidrio abovedado). Elegir el incorrecto reduce la eficacia.
•Sincronice el ángulo de la fuente de luz y el polarizador: Esencial para el efecto. Use fuentes de luz no polarizadas (LED estándar) y ajuste el ángulo entre la fuente de luz y el polarizador de la cámara (lo mejor es cuando es perpendicular). Usar luces polarizadas o ángulos incorrectos no elimina los reflejos.
• Considere la resolución y la velocidad de cuadro según el ritmo de producción:
(1). Defectos finos (por ejemplo, arañazo de 0,1 mm): Elija una cámara de ≥5 MP.
(2). Líneas de alta velocidad (por ejemplo, 1 vidrio/2 segundos): Elija una cámara de ≥60 fps.
(3). Áreas grandes (por ejemplo, carrocería de automóvil): Elija una cámara de polarización de escaneo por área para evitar errores de empalme de cámaras de escaneo por líneas.
IV. Resumen: Cámaras de polarización: habilitando la inspección industrial para "eliminar reflejos y ver defectos ocultos"
A medida que la fabricación industrial exige una mayor precisión en la detección de defectos y productividad, las limitaciones de las cámaras convencionales – "interferencia por reflejos e incapacidad para ver defectos ocultos" – se vuelven cada vez más evidentes.
Las cámaras de polarización, gracias a sus capacidades únicas de "eliminación de reflejos y revelado de características ocultas", se están convirtiendo en herramientas esenciales en la metalurgia, la fabricación de piezas transparentes, el moldeo de plásticos, recubrimientos y otros campos. No sustituyen a las cámaras convencionales, sino que cubren el vacío en escenarios "propensos a reflejos y detección de defectos ocultos", haciendo que la inspección visual industrial pase de "depender de la suerte y los ángulos" a una "identificación estable y precisa".





