

Esquema de Iluminación para la Detección de Rayones Superficiales Basado en Visión por Máquina
En la producción industrial, con frecuencia se presentan defectos superficiales tales como grietas y rayones en los productos. La industria de visión por máquina ha logrado avances significativos en la inspección superficial en comparación con años anteriores, y la detección de rayones, manchas y otros defectos en las superficies de los productos ya no representa un desafío difícil.
Se aplica ampliamente en la inspección superficial en industrias tales como metal, vidrio, pantallas de teléfonos móviles y paneles de cristal líquido.
Sin embargo, tales defectos suelen tener formas irregulares, bajo contraste de profundidad y pueden verse fácilmente interferidos por la textura natural o los patrones en la superficie del producto. Por lo tanto, la detección de defectos por arañazos en superficies exige altos requisitos en cuanto a iluminación correcta, resolución de la cámara, posición relativa entre el componente inspeccionado y la cámara industrial, así como algoritmos complejos de visión artificial.
El proceso básico de análisis para la detección de arañazos mediante visión artificial se divide en dos pasos: primero, determinar si existe un arañazo en la superficie del producto. Segundo, tras confirmar la presencia de un arañazo en la imagen analizada, extraer dicho arañazo.
ⅰ . Los arañazos superficiales generalmente pueden dividirse en tres categorías principales:
Tipo 1 Arañazos: Relativamente fáciles de identificar visualmente, con un cambio de escala de grises claramente distinto en comparación con el área circundante. Se puede elegir un umbral más pequeño para marcar directamente la parte defectuosa.
Tipo 2 Arañazos: Algunos presentan cambios menos evidentes en los valores de escala de grises. La imagen completa tiene una escala de grises relativamente uniforme, el área rayada es pequeña (solo unos pocos píxeles) y la escala de grises es solo ligeramente inferior a la del entorno, lo que dificulta mucho su distinción.
La imagen original puede procesarse con un filtro promedio para obtener una imagen más suave. Restar esta imagen de la original. Cuando el valor absoluto de la diferencia sea mayor que un umbral determinado, marcarlo como objetivo. Marcar todos los objetivos, calcular su área, eliminar los objetivos con áreas excesivamente pequeñas y marcar los restantes como rayones.
Rayones Tipo 3: Presentan diferencias significativas de escala de grises entre partes, y su forma suele ser alargada y estrecha. Si se aplica segmentación con umbral fijo a la imagen, la parte defectuosa marcada será más pequeña que la parte real.
Debido a que los arañazos en tales imágenes son largos y delgados, depender únicamente de la detección en escala de grises omitirá las partes extendidas del defecto. Para estas imágenes, se elige un método que combina umbrales duales y características de la forma del defecto según sus características.
Debido a la diversidad de imágenes en la inspección industrial, para cada tipo de imagen, es necesario analizar y considerar de manera integral varios métodos durante el procesamiento para lograr el efecto deseado.
Generalmente, el valor de escala de grises de la parte rayada es más oscuro que el área normal circundante, lo que significa que el valor de escala de grises del arañazo es menor. Además, la mayoría están en superficies suaves, por lo que el cambio de escala de grises en toda la imagen es muy uniforme en general, careciendo de características de textura.
Por lo tanto, la detección de arañazos generalmente utiliza características de escala de grises basadas en métodos estadísticos o de segmentación por umbral para marcar la parte del arañazo.
Además, la detección de defectos por arañazos superficiales tiene requisitos extremadamente altos en cuanto a la iluminación correcta.
ⅱ. Los métodos comunes de iluminación para la inspección por visión artificial incluyen los siguientes cuatro:
Luz coaxial, luz de ángulo bajo, luz de fondo y luz de ángulo alto. Estos cuatro métodos de iluminación son efectivos para detectar rayones duros, pero para productos con altos requisitos superficiales, como rayones suaves, el efecto es menos evidente.
El análisis de big data muestra que para los rayones en la superficie de los productos, se proponen dos soluciones principales: iluminación de ángulo bajo y de ángulo alto.
(I) Método de ángulo bajo
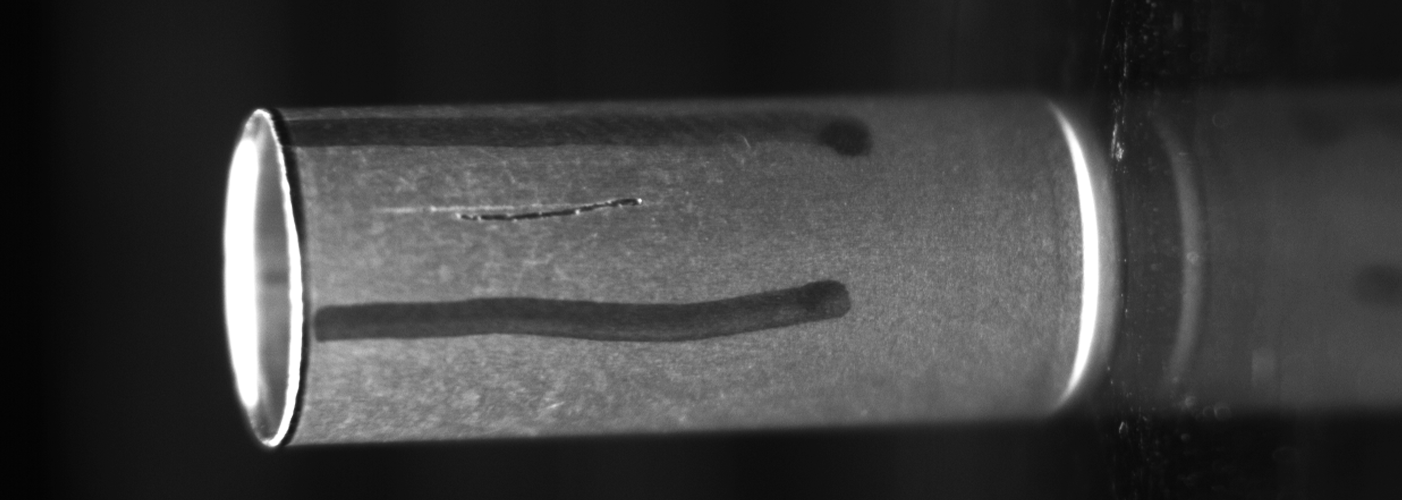
Cuando dos objetos entran en contacto y se frotan, es fácil que ocurran rayones superficiales, lo que significa que los rayones tienen direccionalidad.
Al considerar el efecto de la iluminación de ángulo bajo, si usamos iluminación paralela (paralela al rayón), el rayón será difuminado por la luz, haciendo que el efecto sea menos evidente en la imagen.
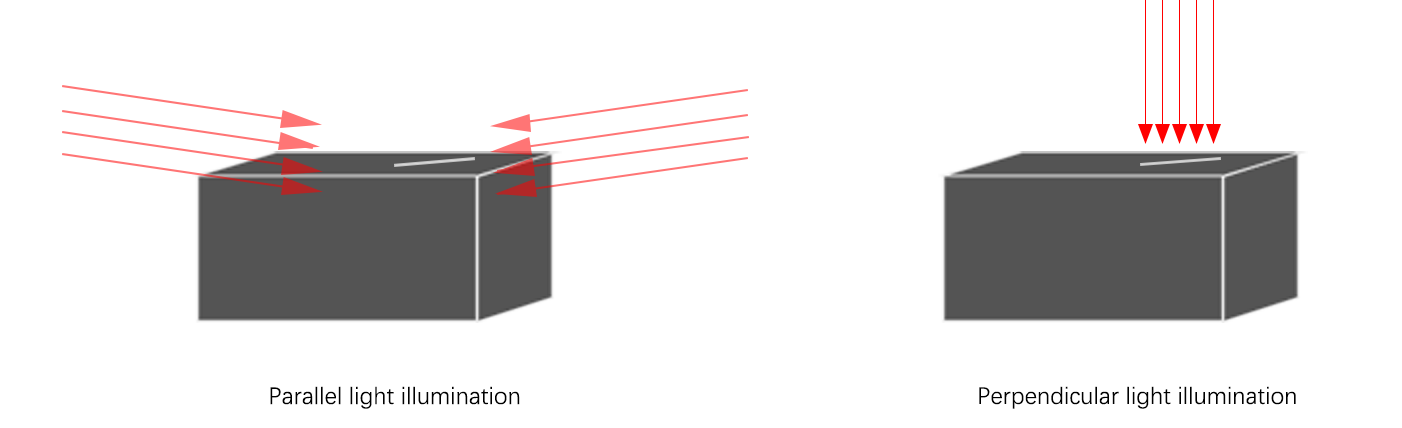
Si usamos un conjunto de iluminación perpendicular (perpendicular al rayón), el rayón será resaltado por la luz, haciendo que el efecto sea muy evidente en la imagen.
Según el análisis anterior, utilizamos ocho fuentes de luz con forma de barra para exponer la pieza de trabajo de manera temporal, diseñando el siguiente esquema de iluminación.
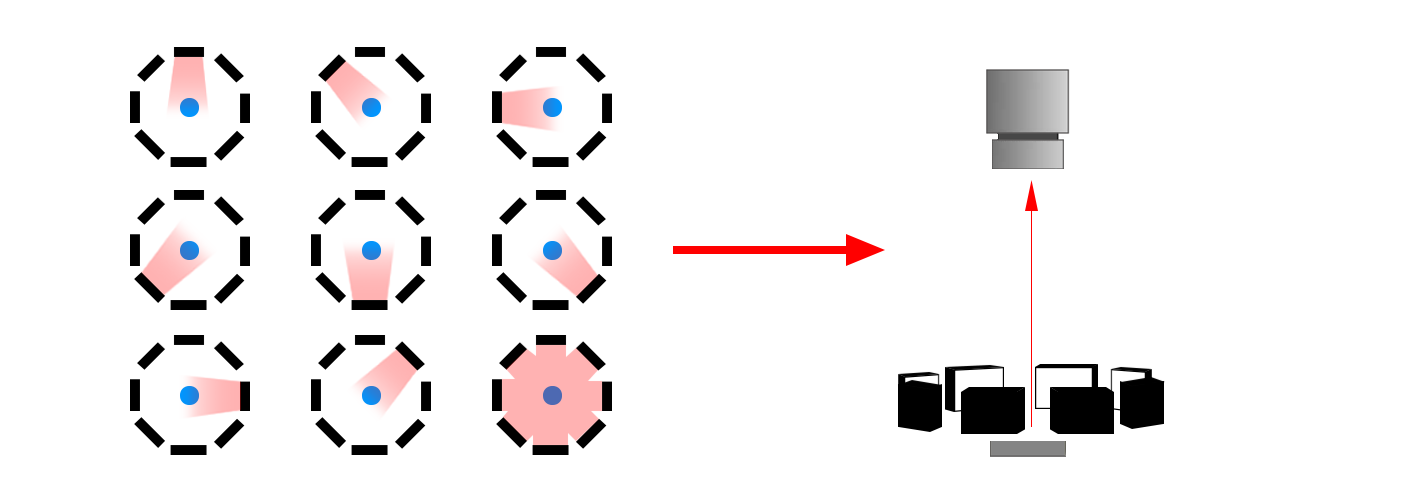
Una fuente de luz anular se divide en ocho canales de control, exponiendo de manera temporal, y las imágenes se capturan ocho veces consecutivas. Finalmente, el software utiliza un algoritmo para superponer todos los defectos, detectando con alta precisión la presencia de arañazos superficiales en la pieza de trabajo.
Esta solución de imagen es adecuada para productos de alta precisión con requisitos exigentes de inspección superficial, pero no para productos con requisitos estrictos de eficiencia.
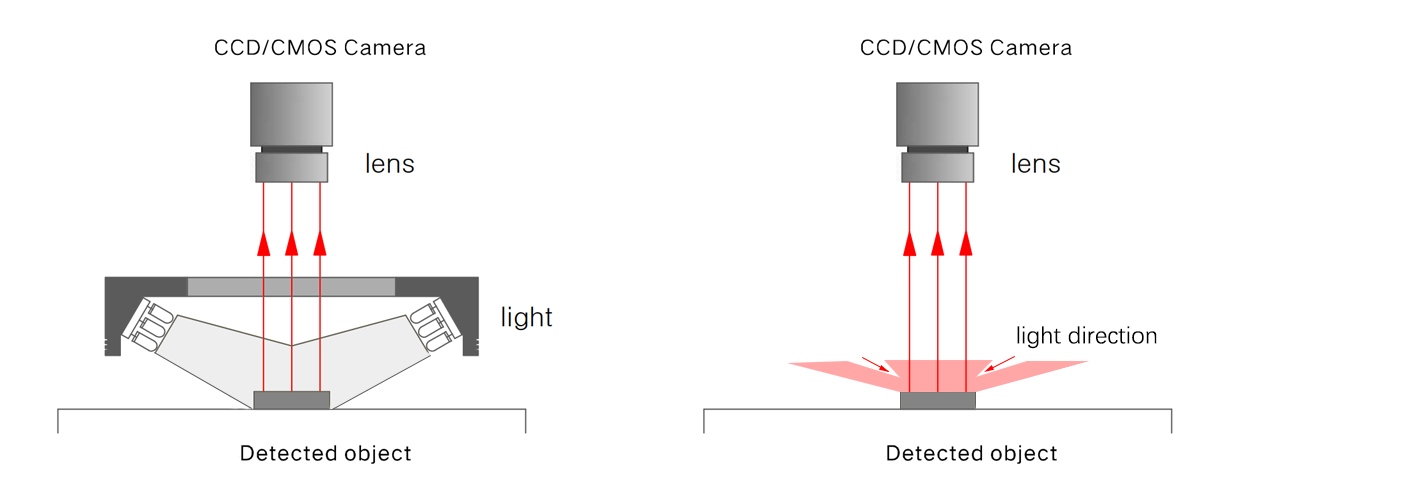
(II) Método de Ángulo Elevado
La experiencia muestra que para arañazos suaves bajo luz coaxial, cuanto mayor sea la distancia de trabajo de la fuente de luz, más evidente será el efecto.
Sin embargo, para la misma fuente de luz, una mayor distancia de trabajo también significa una superficie emisora de luz más pequeña y una reducción en el brillo de la fuente de luz. Es imposible lograr simultáneamente ambos efectos y practicidad.
Por lo general ,el trabajador en la fábrica utiliza iluminación con lámpara fluorescente al inspeccionar visualmente la información de la superficie del producto. La luz de la lámpara fluorescente se refleja especularmente en sus ojos.
Para piezas con reflexión especular, basado en la ley de reflexión de la luz, se adopta un método de iluminación que crea un efecto de reflexión especular.
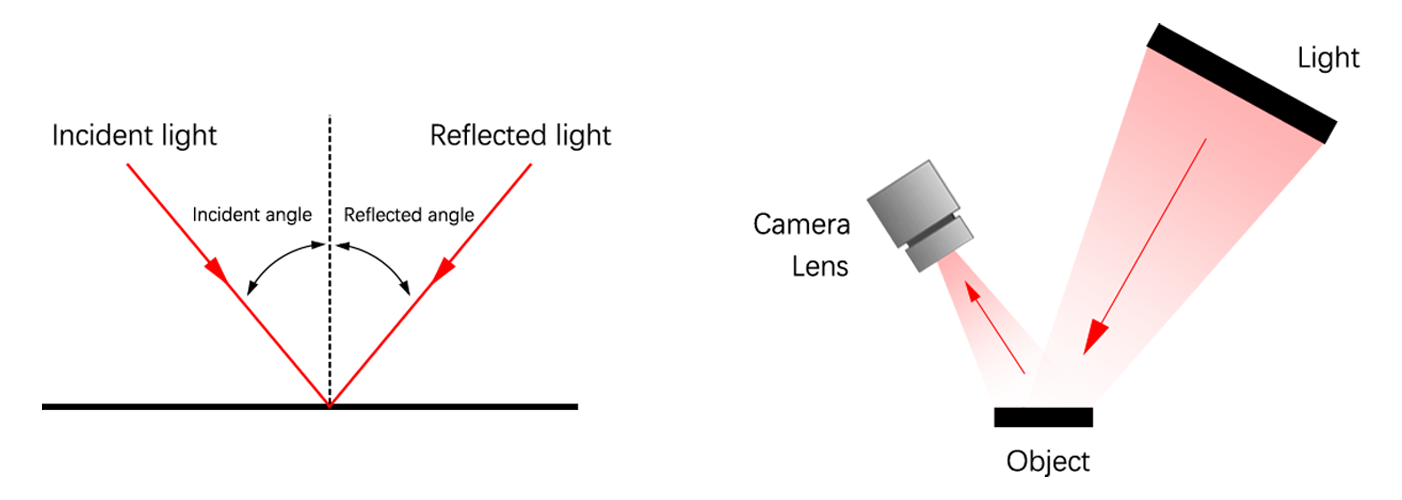
Las personas observadoras notarán que el método de inspección a simple vista a menudo implica proyectar la imagen de la lámpara fluorescente sobre el producto y luego balancear el producto para mover la sombra de la lámpara dentro de él.
De esta manera, el punto luminoso ilumina un área local del producto, reflejando la información de su superficie, permitiendo que el ojo humano juzgue claramente si el producto tiene defectos, e incluso los defectos más leves se pueden ver fácilmente.
Lo anterior son sugerencias de soluciones de iluminación basadas en visión artificial para detectar rayones superficiales. Espero que sea útil para su proyecto.





