

Guide des caméras à balayage de zone : avantages et applications industrielles
Fonctionnement des caméras de numérisation par zone : technologie fondamentale et principes d’imagerie
Définition et principe de fonctionnement d’une caméra de numérisation par zone
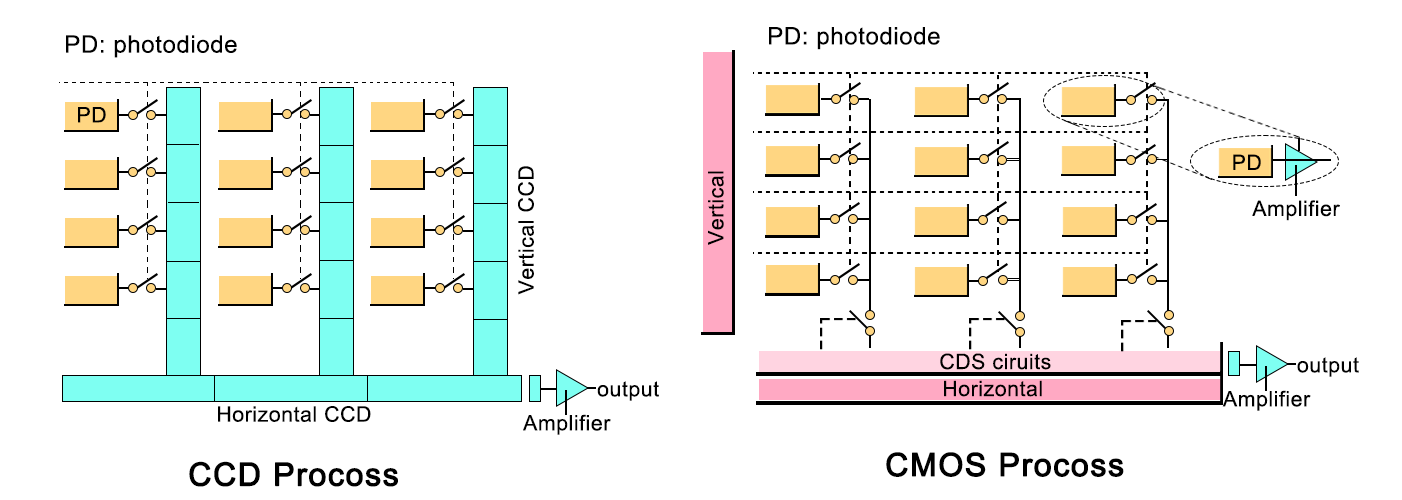
Les caméras à balayage de zone capturent des images 2D complètes d’un seul coup grâce à leurs matrices rectangulaires de pixels, figeant ainsi tout ce qui se passe devant elles, qu’il s’agisse d’objets fixes ou d’éléments en mouvement très précis. Elles se distinguent des caméras à balayage linéaire, qui construisent les images ligne par ligne. Les modèles à balayage de zone fournissent immédiatement des images complètes (plein cadre), ce qui les rend particulièrement adaptés au contrôle qualité sur les lignes de production, à la prise de mesures et au guidage des machines lors des processus d’assemblage. Lorsque la lumière traverse les objectifs, elle atteint soit des capteurs CCD, soit des capteurs CMOS situés à l’intérieur du boîtier de la caméra. Les minuscules photodiodes présentes convertissent les photons incidents en charges électriques. Une fois cette conversion réalisée, le système transforme ces signaux du format analogique au format numérique afin que nous puissions effectivement visualiser en temps réel ce qui se passe. Pensez à la détection de défauts minuscules, mesurant seulement quelques micromètres, ou à la mesure de pièces avec une précision dimensionnelle extrême. Même si leur principe de fonctionnement ressemble à celui des caméras classiques utilisées pour la photographie, les versions industrielles doivent être suffisamment robustes pour résister aux environnements d’usine, offrir un déclenchement temporellement précis et s’intégrer parfaitement dans des systèmes automatisés où chaque milliseconde compte.
Capteurs CCD contre capteurs CMOS : architecture, vitesse et performances en matière de bruit dans les contextes industriels
Les différences fondamentales entre les capteurs CCD et CMOS résident principalement dans la façon dont ils traitent les données et dans les compromis systémiques globaux qu’ils impliquent. Avec la technologie CCD, toutes les charges électriques collectées se déplacent séquentiellement d’un pixel à l’autre vers un seul amplificateur central. Cette architecture assure une excellente cohérence d’image et produisait traditionnellement beaucoup moins de bruit, ce qui les rendait particulièrement adaptés à des applications telles que les équipements de vision nocturne ou les travaux en laboratoire, où les niveaux d’éclairement sont très faibles. Toutefois, ce fonctionnement comporte aussi un inconvénient : le mode de lecture sériel des capteurs CCD limite leur vitesse de capture d’images et entraîne une consommation électrique plus élevée en fonctionnement. En revanche, les capteurs CMOS intègrent un petit amplificateur directement dans chaque pixel individuel. Cela permet de traiter simultanément l’information provenant de plusieurs zones du capteur, rendant ainsi possibles des fréquences d’images supérieures à 300 images par seconde — un critère essentiel lors de l’inspection à grande échelle de composants électroniques. De nos jours, les améliorations apportées à la conception des capteurs CMOS, notamment grâce à l’emploi de photodiodes verrouillées (pinned photodiodes) et de techniques d’échantillonnage double, ont considérablement réduit l’écart de performance en matière de bruit par rapport aux anciens modèles CCD. Pour la plupart des applications d’automatisation industrielle actuelles, les capteurs CMOS s’imposent clairement : ils captent les images environ dix fois plus rapidement que des capteurs CCD de taille équivalente, tout en consommant une énergie nettement moindre — parfois jusqu’à cent fois moins ! En outre, ces puces CMOS s’intègrent plus facilement et de façon plus flexible dans divers types de machines et d’appareils, dans de nombreux secteurs industriels.
Paramètres critiques de performance : fréquence d’images, taille des pixels, contrôle de l’exposition et rendement quantique
Le choix de la caméra à balayage surfacique appropriée dépend de quatre paramètres interdépendants :
| Pour les produits de base | Impact industriel | Plage typique |
|---|---|---|
| Taux d'images par seconde | Détermine la compatibilité du débit avec les lignes de production en mouvement | 30–500 ips |
| Taille du pixel | Équilibre résolution, sensibilité et champ de vision ; des pixels plus grands captent davantage de lumière | 1,4–7,4 μm |
| Contrôle d'Exposition | Permet un réglage temporel de précision microseconde afin d’éliminer le flou de bougé sur les convoyeurs | réglable de 1 μs à 1 s |
| Rendement Quantique | Influe directement sur les performances en faible luminosité et sur l’intensité d’éclairage requise | 40–80 % (CMOS monochrome) |
Le rendement quantique (ou RQ) mesure essentiellement le nombre de photons entrants qui sont effectivement convertis en électrons exploitables. Ce paramètre revêt une grande importance dans des domaines tels que l’emballage pharmaceutique. Les capteurs CMOS à éclairage arrière, dont le rendement quantique dépasse 70 %, s’y révèlent particulièrement performants, car ils permettent des inspections précises même dans des conditions de faible luminosité. L’association de ces capteurs avec une technologie d’obturateur global — qui capture simultanément tous les pixels de l’image au lieu de les balayer séquentiellement — permet aux fabricants d’obtenir des images nettes, exemptes d’artefacts liés au mouvement. Résultat ? Ils détectent des défauts minuscules, inférieurs à 10 micromètres, aussi bien sur les lignes de production de pièces automobiles que dans les processus d’assemblage de composants électroniques, où la précision est absolument essentielle.
Pourquoi choisir une caméra à balayage surfacique ? Principaux avantages pour l’automatisation industrielle
Caméras à balayage surfacique offrent une efficacité inégalée en matière de rapport coût-efficacité, de simplicité d’intégration et d’adaptabilité pour l'inspection visuelle automatisée. Leur capture en une seule exposition et sur toute la surface élimine la synchronisation complexe du mouvement requise par les systèmes de numérisation par ligne ou de profilage 3D, ce qui les rend idéaux pour les pièces fixes, les mouvements intermittents ou les arrêts précisément chronométrés des convoyeurs.
Cette simplicité opérationnelle se traduit directement par un retour sur investissement (ROI) : les déploiements permettent de réaliser jusqu'à 23 % de coûts d'intégration inférieurs par rapport à d'autres architectures, tout en conservant une grande flexibilité lors des changements de produits ou des reconfigurations de lignes. Dans l'inspection des cartes de circuits imprimés (PCB) électroniques, les systèmes à balayage surfacique affichent 7 % de taux de détection des défauts plus élevés , selon l'étude de référence industrielle sur la vision de 2023 de l'Institut Ponemon.
Leur polyvalence s'étend de façon fiable à la mesure, au positionnement et à la vérification de présence/absence, notamment lorsque des conditions d'éclairage stables et une stabilité des objets peuvent être garanties. Les avantages comprennent :
- Une réduction des exigences matérielles de traitement (pas besoin de capteurs d'images spécialisés pour balayage par ligne ni de contrôleurs de mouvement)
- Compatibilité native avec les logiciels industriels de vision par ordinateur standard (par exemple HALCON, VisionPro, OpenCV)
- Coût d’entretien réduit grâce à un nombre moindre de composants mobiles et à des configurations optiques plus simples
Les fabricants déploient ces caméras pour atteindre un taux de faux positifs quasi nul lors de contrôles critiques, tout en maintenant un débit allant jusqu’à 60 images par seconde, ce qui en fait un élément fondamental de l’automatisation haute précision et haute fiabilité.
Principales applications industrielles des caméras à balayage surfacique
Inspection de qualité de précision : cartes électroniques (PCB), composants automobiles et emballages pharmaceutiques
Les caméras à balayage de zone sont devenues la solution privilégiée pour les inspections 2D détaillées dans les secteurs industriels où la qualité prime. Prenons l’exemple de la fabrication électronique : ces dispositifs détectent des détails minuscules d’environ 10 micromètres. Ils identifient des défauts tels que les ponts de soudure entre composants, repèrent l’absence totale d’éléments passifs et détectent même les puces BGA mal positionnées sur les cartes de circuits imprimés. Le secteur automobile s’appuie également fortement sur ces caméras, notamment pour contrôler les blocs moteurs et les carter de boîte de vitesses dans des tolérances très serrées de ± 5 micromètres. Les défauts de surface — tels que les zones poreuses issues du moulage, les rayures résiduelles après usinage ou les revêtements inégaux — ne résistent pas à leur examen rigoureux. Dans le domaine de l’emballage pharmaceutique, les caméras à balayage de zone garantissent que les plaquettes thermoformées sont correctement scellées, que les étiquettes sont orientées dans le bon sens, que les textes restent lisibles et que les comprimés sont comptés avec une fiabilité quasi parfaite. Ces contrôles s’effectuent également à une vitesse remarquable, traitant plus de 60 unités par minute sans ralentissement. Comme tout se fait en une seule prise instantanée, les défauts sont signalés immédiatement et les produits défectueux sont écartés avant d’atteindre le client, réduisant ainsi considérablement les pertes par rapport aux anciennes méthodes d’inspection ou à un contrôle exclusivement humain.
Mesure, positionnement et détection des défauts dans les flux de travail de fabrication à haute précision
Les caméras de numérisation par zone vont bien au-delà d’un simple travail d’inspection, agissant presque comme des outils de mesure de précision dans les environnements industriels. Ces dispositifs permettent de mesurer toutes sortes de dimensions sans contact physique — distances, angles, rayons, diamètres — et répètent ces mesures avec une précision de seulement 3 micromètres. Un tel niveau de précision contribue au respect des normes GD&T (spécifications géométriques et tolérances dimensionnelles) et confirme la qualité des produits lors de la vérification des premiers échantillons. Lorsqu’elles sont intégrées à des systèmes robotisés, ces caméras offrent un contrôle de positionnement remarquable, précis jusqu’à une fraction de pixel. Pensez, par exemple, au positionnement de puces semi-conductrices minuscules ou à l’alignement de cellules de batteries, où la moindre erreur a une incidence critique. Ces caméras disposent d’un obturateur global, ce qui signifie qu’elles capturent des images nettes même lorsque les objets se déplacent rapidement sur les lignes de production. Elles détectent des défauts infimes, tels que des fissures capillaires sur des surfaces en verre trempé, des anomalies dans les soudures de raccords de tuyauterie ou des défauts de tissage sur des tissus spécialisés. Tout ceci s’effectue tout en réalisant des inspections complètes de chaque pièce transitant à des vitesses atteignant 2 mètres par seconde sur les convoyeurs, et les fabricants constatent généralement un taux de rejet inférieur à 0,5 %.

Choisir la bonne caméra à balayage de zone : adapter les caractéristiques techniques aux besoins de l’application
Le choix de la bonne caméra à balayage de zone consiste à faire correspondre les caractéristiques clés aux contraintes physiques et opérationnelles réelles de l’installation. La résolution est généralement le premier critère à examiner. Les capteurs dépassant 5 mégapixels conviennent parfaitement pour détecter les plus petits détails lors d’inspections de cartes de circuits imprimés (PCB), mais ces caméras consomment davantage de puissance de traitement et nécessitent un espace de stockage plus important. Les fabricants doivent donc évaluer soigneusement ces besoins par rapport aux capacités réelles de leurs systèmes de vision existants, afin d’éviter tout ralentissement de la production. Lorsqu’il s’agit de lignes d’assemblage à grande vitesse, comme celles qui trient des pièces automobiles à grande cadence, la fréquence d’images devient primordiale. Des caméras capables de capturer 100 images par seconde ou plus permettent d’éliminer les problèmes de flou de bougé qui affectent les modèles moins rapides. Parfois, cela signifie accepter une image légèrement moins détaillée afin de garantir un fonctionnement fluide sur le terrain de production.

Le type de capteur reste dépendant du contexte : le CMOS est privilégié pour sa rapidité, son efficacité énergétique et son coût dans la plupart des applications sur le sol d’usine ; le CCD conserve une valeur niche uniquement dans les scénarios à très faible bruit et statiques, tels que certaines tâches pharmaceutiques ou de microscopie.
Les associations clés entre spécifications et applications comprennent :
| SPÉCIFICATION | Considérations d'application | Impact sur la performance |
|---|---|---|
| Taille du pixel | Inspection de pièces métalliques en faible luminosité | Des pixels plus grands (≥ 3,45 μm) augmentent la collecte de photons, réduisant le bruit d’image jusqu’à 40 % |
| Obturateur Global | Systèmes de convoyeurs à grande vitesse | Élimine la distorsion liée au mouvement — essentiel pour des mesures précises et la localisation des défauts |
| Rendement Quantique | Contrôle qualité des cellules solaires | Les capteurs présentant un rendement quantique > 80 % révèlent des microfissures et des chemins de court-circuit invisibles aux optiques standard |
| Plage dynamique | Inspection des cordons de soudure | une plage dynamique ≥ 100 dB préserve les détails dans des environnements à contraste extrême (p. ex. éclat d’arc + métal de base) |
Régler correctement l'exposition est essentiel lorsqu'on travaille dans des conditions d'éclairage variées. Des temps d'exposition courts, inférieurs à 10 microsecondes, permettent d'éviter la saturation de l'image causée par des flashs intenses, tandis que des temps d'exposition allant jusqu'à près d'une seconde s'avèrent plus adaptés dans des environnements sombres. En ce qui concerne la configuration, GigE Vision simplifie grandement l'installation grâce à son principe « plug and play » utilisant des câbles Ethernet standards pouvant atteindre 100 mètres de longueur. Cette solution convient parfaitement aux usines réparties sur plusieurs sites. Camera Link conserve toutefois sa pertinence, principalement dans des cas spécialisés nécessitant des débits de transfert de données très élevés pour des mesures 3D rapides. En définitive, l'adéquation de toutes ces caractéristiques aux conditions réelles rencontrées sur le terrain de production permet d'obtenir de meilleurs résultats globaux, avec moins de mesures erronées et des temps de traitement accélérés.
Prêt à rehausser votre inspection industrielle avec des caméras à balayage surfacique ?
Les caméras à balayage de zone constituent la base d’inspections automatisées fiables et hautement précises — aucun système de vision ne peut fournir des résultats constants sans une caméra adaptée à votre application en termes de précision, de vitesse et de résistance aux conditions environnementales. En alignant le type de capteur, les paramètres de performance et la robustesse sur votre flux de production, vous vous réduisez les taux de rejets faux, augmentez le débit et obtenez un retour sur investissement (ROI) mesurable pour votre opération de fabrication.
Pour des solutions industrielles de caméras à balayage de zone adaptées précisément à votre application spécifique, ou pour concevoir un système intégré complet de vision industrielle comprenant des objectifs, un éclairage et des logiciels complémentaires (comme ceux proposés par HIFLY), associez-vous à un fournisseur doté d’une expertise avérée en vision industrielle. HIFLY 15 ans d'expérience couvrant les caméras à balayage de surface, les caméras à balayage linéaire et les systèmes de vision bout en bout — soutenus par la certification ISO 9001:2015, plus de 30 brevets d'invention et un accompagnement de plus de 2 500 clients dans plus de 30 pays. Contactez-nous dès aujourd'hui pour une consultation sans engagement afin d'optimiser votre configuration de caméra à balayage de surface.





