

Guide des caméras industrielles pour l’automatisation et l’inspection en usine
Caractéristiques techniques clés des caméras industrielles pour réussir l’automatisation
Résolution, fréquence d’images et champ de vision : adapter les performances aux exigences d’inspection
La résolution doit être suffisamment élevée pour détecter les défauts les plus minuscules que nous souhaitons observer. Par exemple, une caméra de 5 mégapixels placée à environ un demi-mètre de l’objet observé permet de distinguer des détails aussi petits qu’un dixième de millimètre. En ce qui concerne les fréquences d’images, elles doivent dépasser la vitesse du produit en mouvement sur la chaîne de production afin d’éviter tout flou de déplacement. Les lignes d’emballage fonctionnant à très grande vitesse nécessitent généralement une fréquence supérieure à 120 images par seconde. Le champ de vision est également un facteur déterminant : il faut s’assurer que tous les éléments importants tiennent dans le champ de la caméra sans que l’image ne soit excessivement étirée. Si le champ est trop restreint, certains défauts risquent de passer inaperçus près des bords ; s’il est trop large, même les anomalies les plus petites ne seront pas visibles avec suffisamment de netteté. Concernant la lecture de texte, la plupart des recommandations industrielles stipulent qu’il faut au moins 2,5 pixels par caractère pour garantir un fonctionnement fiable des systèmes de reconnaissance optique de caractères (OCR). Cela permet d’atteindre, en pratique, un taux de reconnaissance correcte de presque tous les caractères d’environ 99,7 % ou plus.
Renforcement environnemental : indice de protection IP, résistance aux chocs/vibrations et plage de températures de fonctionnement
Selon les essais de fiabilité effectués par le fabricant, les caméras dépourvues d'une protection IP65+ ont tendance à tomber en panne environ trois fois plus rapidement lorsqu'elles sont exposées à la poussière ou à l'humidité. En ce qui concerne les vibrations, une accélération supérieure à 15 G permet de maintenir correctement la mise au point de la caméra sur les bras robotisés. La plage de températures de fonctionnement est également déterminante. La plupart des caméras industrielles doivent pouvoir fonctionner de −20 °C à +70 °C sans perdre leur étalonnage. Cela signifie qu’elles fonctionnent de façon fiable aussi bien dans un entrepôt frigorifique traitant des produits surgelés que près d’opérations de coulée de métaux, où les températures peuvent fortement augmenter. Quels sont donc les principaux facteurs garantissant des performances durables ? Examinons quelques spécifications clés qui comptent réellement dans les applications concrètes.
| Spécification | Exigence minimale | Application critique |
|---|---|---|
| Classe de protection IP | IP67 | Zones de rinçage dans les installations de transformation alimentaire |
| Résistance aux chocs | 100 G / 1 ms | Robots d’assemblage automobile |
| Température de fonctionnement | -30°C à 85°C | Contrôle qualité en coulée de métaux |
Les systèmes ne répondant pas à ces spécifications subissent 42 % de temps d'arrêt imprévu supplémentaire dans des environnements industriels exigeants.
Types de caméras industrielles et leurs rôles ciblés en matière d'inspection
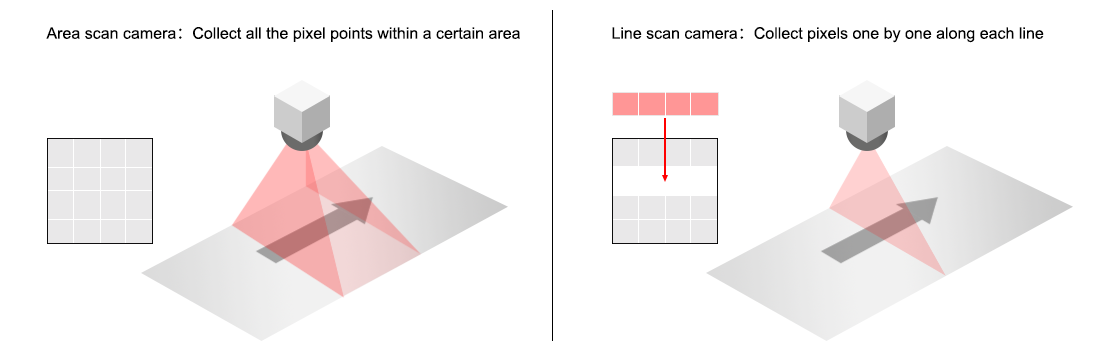
Caméras à balayage surfacique contre caméras à balayage linéaire : optimisation pour la détection de défauts, la reconnaissance optique de caractères (OCR) et les mesures à haute vitesse
Les caméras à balayage de zone capturent des images complètes d’un seul coup, ce qui fonctionne très bien pour les objets qui bougent peu ou seulement parfois, tels que les cartes de circuits imprimés, les bouteilles ou les emballages scellés. Ces caméras sont particulièrement efficaces pour détecter des défauts à la surface, comme des rayures ou des variations de couleur, vérifier si les produits ont les bonnes dimensions et lire le texte présent sur des étiquettes fixes.
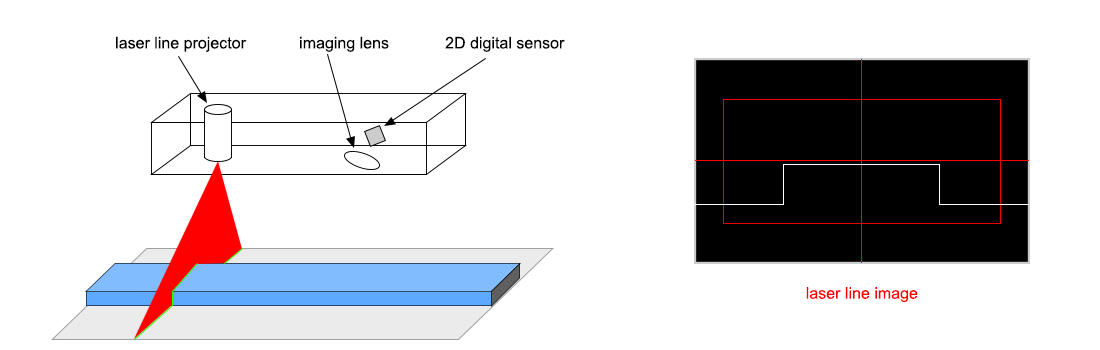
caméras industrielles 3D, intelligentes et intégrant l’IA : permettant l’analyse embarquée et la commande en boucle fermée
Les caméras tridimensionnelles s'appuient soit sur des techniques de vision stéréoscopique, soit sur des méthodes de triangulation laser pour créer des cartes de profondeur précises, essentielles notamment pour le profilage des cordons de soudure, le guidage des opérations de préhension dans des bacs ou la vérification du niveau de remplissage des conteneurs. Les modèles de caméras intelligentes intègrent des processeurs embarqués capables d'exécuter directement à la source des algorithmes de vision standard, ce qui réduit les temps d'attente d'environ 40 % par rapport aux anciens systèmes basés sur ordinateur, selon le Rapport sur la vision industrielle de 2023. Certains modèles vont même plus loin en exécutant directement sur l'appareil des réseaux neuronaux à petite échelle, permettant ainsi des tâches immédiates de classification. Cela autorise des réactions rapides, telles que le rejet de pièces défectueuses en seulement 50 millisecondes, l'ajustement dynamique des trajectoires de mouvement des robots ou encore l'évaluation automatique de la qualité, le tout sans nécessiter de ressources informatiques dans le cloud ni de matériel supplémentaire.
Intégration transparente des caméras industrielles dans les systèmes de vision d'usine
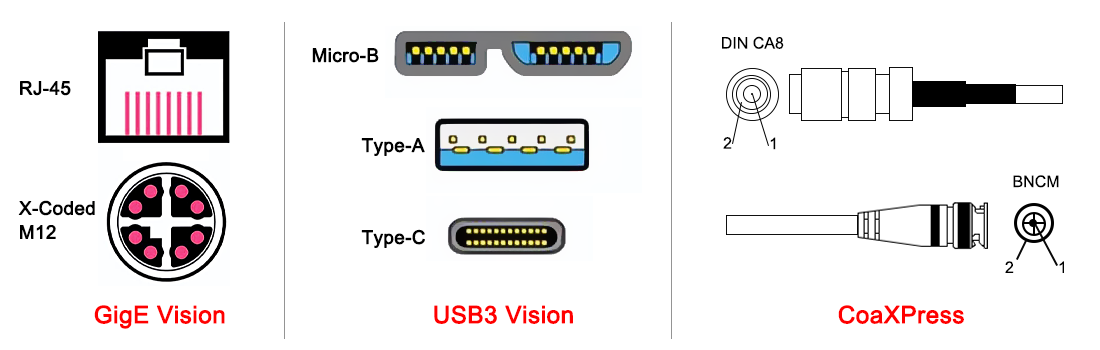
Interfaces de vision comparées : GigE Vision, USB3 Vision et CoaXPress pour la bande passante, la distance et la fiabilité en temps réel
Lors du choix d'une interface, trois facteurs principaux entrent en jeu : les capacités de bande passante, la longueur maximale des câbles et la prévisibilité du déclenchement temporel. GigE Vision exploite efficacement le câblage Ethernet standard, ce qui permet de réduire les coûts lors de la mise en place. Elle convient bien aux installations réparties sur de grandes surfaces, car elle supporte des distances allant jusqu'à environ 100 mètres tout en maintenant des débits d'environ 1 gigabit par seconde. C'est pourquoi de nombreuses usines l'utilisent pour des inspections ne nécessitant pas un traitement extrêmement rapide. En revanche, USB3 Vision s'est imposée grâce à sa simplicité de connexion : aucun outil ou paramétrage particulier n'est requis. Le débit atteint environ 5 gigabits par seconde, bien que les câbles ne fonctionnent de façon fiable que sur une distance d'environ cinq mètres. Cela rend USB3 particulièrement adapté aux petits espaces de travail où les équipements sont placés côte à côte sur des bancs d'essai. Pour les situations exigeant des performances extrêmes, CoaXPress se distingue comme la solution optimale. Ces interfaces permettent des transferts de données à des débits remarquables, allant jusqu'à 25 gigabits par seconde, via des câbles coaxiaux classiques pouvant s'étendre sur plus de 40 mètres. Ce qui compte véritablement ici, c'est que le temps de réponse reste constant, inférieur à une milliseconde. Selon les derniers benchmarks industriels publiés en 2024, ce niveau de précision devient absolument indispensable dans des applications telles que le rejet immédiat des produits défectueux sur les lignes de production, où même les retards les plus minimes ont une incidence critique.
Optique, éclairage et synchronisation : garantir une qualité d’image reproductible dans les environnements de production
Obtenir des images cohérentes, fois après fois, exige une bonne coordination entre tous les composants matériels, et pas seulement le simple paramétrage d’une caméra. Les bonnes lentilles haute résolution sont également essentielles, notamment celles dotées de revêtements antireflets spéciaux qui préservent la netteté même en présence de poussière en suspension ou de brouillard huileux dans l’air. Pour les pièces en mouvement, l’éclairage structuré donne d’excellents résultats. Les matrices de LED pulsées s’avèrent particulièrement efficaces pour figer l’action lors d’temps d’exposition très courts, parfois inférieurs à 0,1 milliseconde. Cela élimine les images floues sur les convoyeurs fonctionnant à grande vitesse. En ce qui concerne le déclenchement effectif de la capture d’image, la synchronisation matérielle avec les signaux d’encodeur fait toute la différence. Cette approche permet de localiser précisément la pièce avec une précision d’un demi-millimètre. Nous avons observé que certaines usines ont réduit leurs taux de rejets erronés de près de deux tiers par rapport aux systèmes reposant uniquement sur des déclencheurs logiciels pour le chronométrage.
Prêt à optimiser la configuration de vos caméras industrielles en usine ?
Sélectionner la bonne caméra industrielle et l’intégrer de manière transparente dans votre système de vision est la clé pour débloquer une efficacité maximale dans l’automatisation des usines et les opérations d’inspection. De l’adéquation des caractéristiques techniques (résolution, fréquence d’images, renforcement environnemental) au choix de l’interface appropriée, en passant par la coordination des optiques, de l’éclairage et de la synchronisation, chaque étape doit être adaptée à vos besoins de production spécifiques.
Fort de 15 ans d’expertise en vision industrielle, HIFLY propose une gamme complète de caméras industrielles (à balayage surfacique, à balayage linéaire, 3D et intelligentes), ainsi que des solutions complémentaires adaptées en matière d’objectifs, d’éclairage et de synchronisation système — le tout soutenu par la certification ISO 9001:2015 et un support technique mondial. Pour une consultation sans engagement afin de sélectionner la caméra industrielle qui correspond à vos objectifs en matière d’automatisation des usines et d’inspection, contactez-nous dès aujourd’hui.





