

Conseils pour choisir la bonne caméra à balayage linéaire
Fondamentaux des caméras à balayage linéaire : architecture, principe et principaux avantages
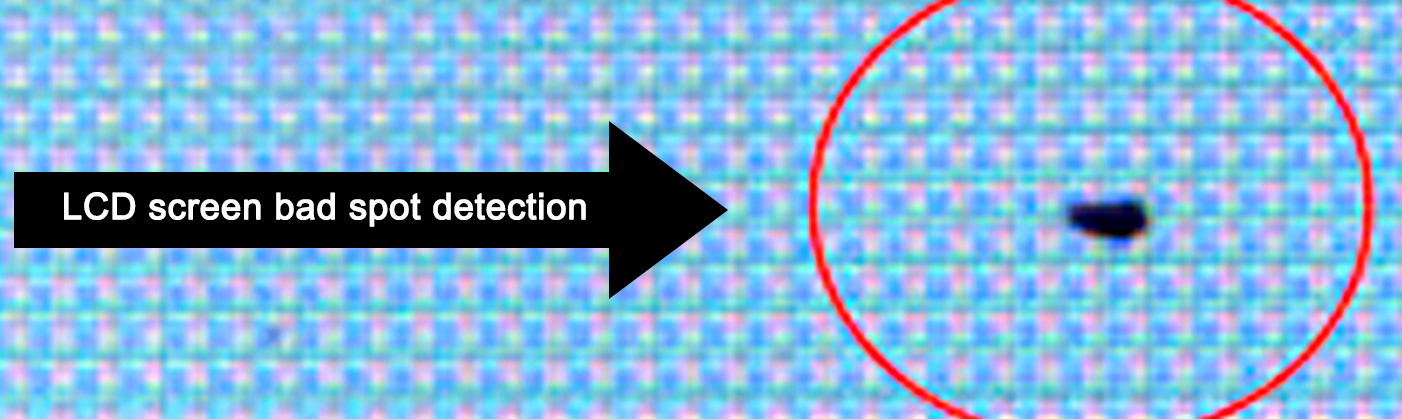
Comment l’imagerie linéaire se distingue de l’imagerie surfacique — éliminant le flou de bougé et permettant une résolution verticale infinie
Les caméras à balayage de zone capturent des images 2D complètes en une seule fois, tandis que les caméras à balayage linéaire fonctionnent différemment. Elles ne disposent que d’une seule ligne de pixels qui construit progressivement les images à mesure que les objets passent devant le champ de vision de la caméra. Le système se synchronise avec le mouvement à l’aide, par exemple, d’encodeurs rotatifs ou linéaires, ce qui permet d’éviter tout flou, même lorsque les objets se déplacent très rapidement, parfois à plus de 10 mètres par seconde. Ce qui compte le plus ici, c’est que la résolution verticale peut théoriquement être illimitée : la hauteur de l’image dépend entièrement de la distance parcourue par l’objet devant la caméra, et non pas des dimensions physiques du capteur lui-même. Pour cette raison, la technologie de balayage linéaire excelle dans des tâches précises telles que l’inspection des semi-conducteurs pendant la fabrication ou le suivi de grandes bobines métalliques de 3 000 mm de large. Les systèmes traditionnels à balayage de zone ne peuvent tout simplement pas gérer ces situations sans produire soit des images gigantesques issues d’un assemblage (« stitching »), soit sans perdre des détails essentiels au cours du processus.
Explication des composants essentiels : capteur linéaire, moteur de fréquence de ligne, interface de codeur et logique de synchronisation en temps réel
Quatre composants interdépendants permettent cette précision :
- Capteurs linéaires , généralement des matrices CMOS ou CCD comportant de 1 à 16 k pixels actifs, définissent la résolution horizontale et la réponse spectrale.
- Moteurs de fréquence de ligne traitent les données de pixels à des débits allant de 10 à 140 kHz, en adaptant dynamiquement la vitesse de l’objet à la fréquence d’échantillonnage.
- Interfaces de codeur convertissent le mouvement mécanique en signaux de déclenchement précis — assurant une synchronisation de vitesse à ±0,01 % grâce au décodage quadrature.
- Logique de synchronisation en temps réel compense les vibrations induisant des fluctuations ou les variations transitoires de vitesse, préservant un positionnement sous-pixel sur l’ensemble des balayages continus.
Ensemble, ces éléments permettent une imagerie sans distorsion de surfaces cylindriques, de bandes continues et de matériaux thermiquement instables — des capacités fondamentalement inaccessibles aux architectures basées sur des capteurs surfaciques.
Appariement précis du débit de ligne, de la vitesse de déplacement et de la résolution spatiale
L’équation fondamentale : Δx = v / fline — et comment l’appliquer pour l’étalonnage pixel-en-mm
Obtenir des mesures spatiales précises en imagerie par ligne balayée dépend essentiellement de la concordance entre la vitesse de l’objet (v) et la fréquence de ligne de la caméra (fline). Fondamentalement, on utilise cette formule simple : delta x = v / fline, qui indique la distance réelle représentée par chaque pixel. Prenons l’exemple d’un convoyeur se déplaçant à 500 millimètres par seconde, avec une caméra réglée sur une fréquence de ligne de 10 kilohertz. Ce calcul donne une résolution d’environ 0,05 millimètre par pixel. Lors de l’étalonnage de ces systèmes, l’obtention de mesures fiables de la vitesse est primordiale. La plupart des utilisateurs recourent à des vélocimètres laser à effet Doppler pour cette étape, puis ajustent la fréquence de ligne jusqu’à atteindre la valeur souhaitée de delta x. Attention toutefois aux écarts : si ceux-ci dépassent ± 2 %, des erreurs commencent à apparaître dans des applications critiques, telles que le contrôle de la largeur des pistes imprimées sur des cartes de circuits imprimés, où la précision est essentielle.
Synchronisation basée sur un codeur : garantissant un alignement sous-pixellisé dans des environnements à forte vibration ou à vitesse variable
Lorsque les machines vibrent ou que leurs vitesses changent de façon inattendue, cela provoque des problèmes de synchronisation qui rendent les images moins nettes et les mesures plus difficiles à reproduire de manière cohérente. En synchronisant l’encodeur avec la rétroaction de position du système de mouvement, nous pouvons verrouiller précisément le moment de la capture des images. Cela signifie que, même si les vitesses varient jusqu’à 15 %, nous obtenons toujours des registrations au niveau sous-pixel, essentielles pour le contrôle qualité. Les chiffres parlent d’eux-mêmes : les encodeurs rotatifs peuvent mesurer des angles avec une précision allant jusqu’à 0,001 degré, tandis que les encodeurs linéaires suivent les positions avec une résolution de seulement 1 micromètre. Ces capacités font toute la différence dans les environnements industriels exigeants. Pensez aux aciéries, où tout vibre constamment, ou aux usines textiles, où la tension évolue de façon instantanée. Grâce à une synchronisation adéquate des encodeurs, les systèmes détectent effectivement les défauts réels, plutôt que de rejeter par erreur des produits conformes. Des études montrent que cette approche réduit d’environ 40 % les rejets injustifiés par rapport aux méthodes anciennes fonctionnant en libre rotation, sans aucun point de déclenchement.

Critères de sélection guidés par l'application pour les cas d'utilisation industrielle courants
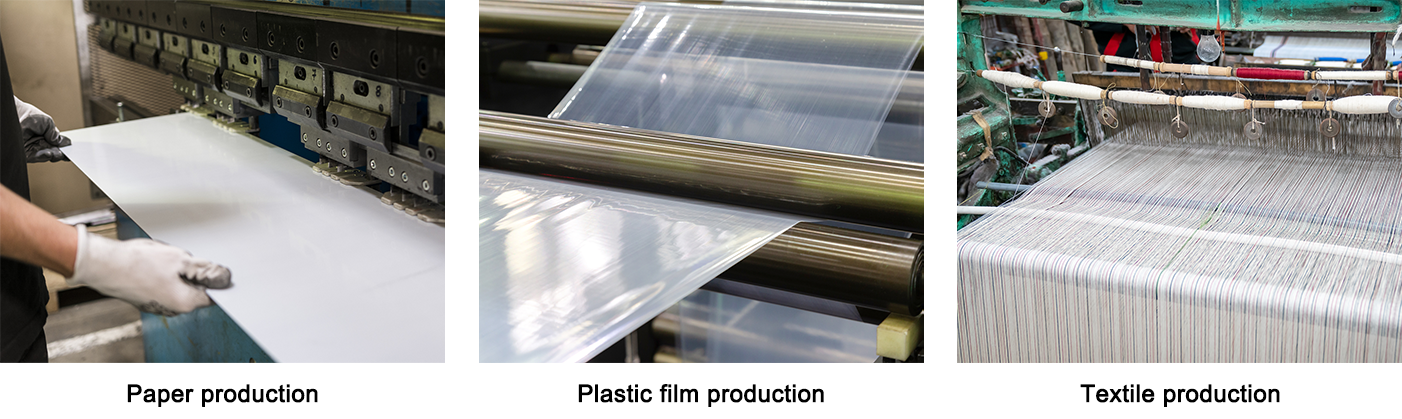
Inspection web : gestion des variations de tension, de la continuité des coutures et de la localisation en temps réel des défauts
Lorsque l'on travaille avec des matériaux en continu tels que le papier, les films plastiques, les feuilles métalliques ou les toiles textiles, le choix des caméras à balayage linéaire appropriées repose sur trois critères principaux, essentiels sur le terrain de production. Le premier défi concerne les variations de vitesse causées par les changements de tension tout au long du processus. Pour y faire face, les systèmes doivent intégrer des contrôleurs adaptatifs fonctionnant à une fréquence d'au moins 20 kilohertz, ainsi que des boucles de rétroaction basées sur des codeurs, afin que les images restent parfaitement alignées, pixel par pixel, sur toute la largeur. Deuxièmement, l'assemblage sans lacune des images ligne après ligne exige un recouvrement précis des tableaux de pixels. Les fabricants visent généralement une synchronisation supérieure à un microseconde afin de garantir la continuité des résultats finaux d'inspection. Troisièmement, la détection en temps réel des défauts dépend fortement de la puissance de traitement embarquée. De nombreux systèmes modernes utilisent désormais des circuits FPGA pour accélérer les tâches fondamentales d'analyse d'image, telles que la détection seuil, ce qui leur permet de signaler les anomalies en moins de cinq millisecondes, avant même le rejet des produits. Des recherches récentes menées en 2023 ont montré que le passage de la technologie à balayage surfacique à la technologie à balayage linéaire améliorait le taux de détection des défauts de près de 92 % à des vitesses linéaires de huit mètres par seconde, ce qui explique pourquoi un nombre croissant de transformateurs opte aujourd'hui pour cette solution.
Numérisation de pièces cylindriques : cartographie de la résolution angulaire, alignement de l’encodeur rotatif et pièges liés à la distorsion du champ de vision
Lorsqu'on travaille avec des composants rotatifs tels que des bouteilles, des roulements ou des arbres de véhicules, la résolution angulaire joue un rôle clé dans le choix du capteur adapté à la tâche. La formule de base ressemble à ceci : N égale pi multiplié par le diamètre, divisé par (RPM × 60 × la résolution spatiale requise). Obtenir ces valeurs correctement est essentiel, car un mauvais alignement des codeurs rotatifs peut engendrer des problèmes. Dans environ la moitié des cas, ces désalignements provoquent une distorsion radiale supérieure à 15 %, ce qui explique pourquoi de nombreux techniciens vérifient d'abord leur configuration à l'aide de signaux en quadrature. Un autre phénomène à surveiller est la distorsion optique. Les objectifs standards ont tendance à déformer les images aux bords courbes, créant ce qu'on appelle une distorsion en baril. C'est pourquoi certaines applications privilégient plutôt des optiques télécentriques, qui maintiennent les erreurs de mesure en dessous de 0,1 % sur toute la zone de vision. Pour les inspections d'arbres automobiles où les reflets posent problème, le passage de capteurs 8 bits à des capteurs 12 bits fait une grande différence. La plupart des ateliers signalent une réduction d'environ 70 % des lectures erronées après cette mise à niveau, bien que les résultats puissent varier selon les conditions spécifiques.
Caméra à balayage linéaire contre caméra à balayage surfacique : quand choisir l’une ou l’autre pour un ROI optimal
Cinq scénarios décisifs dans lesquels une caméra à balayage linéaire offre des performances inégalées et une efficacité coût-performance supérieure
Bien que les caméras à balayage surfacique restent optimales pour les objets discrets, statiques ou à faible vitesse, la technologie à balayage linéaire offre de meilleures performances — et un ROI plus élevé — dans cinq contextes industriels à fort volume :
- Inspection de bandes en continu à grande vitesse (papier, feuilles métalliques, films), où le flou de bougé compromet la précision des caméras à balayage surfacique ; le balayage linéaire capture des tranches 1D sans déformation à plus de 70 kHz, permettant une imagerie fluide sur des kilomètres.
- Surveillance de bandes métalliques pendant le laminage à chaud, où la dérive thermique et les vibrations structurelles exigent une acquisition synchronisée par codeur afin de maintenir un positionnement sous-pixellisé.
- Production textile sur les tissus, où l’élasticité du matériau et les variations de tension sont gérées grâce à une étalonnage pixel en temps réel — évitant ainsi les artefacts de collage inhérents aux configurations multi-caméras à balayage surfacique.
- inspection à 360° de pièces cylindriques en rotation , où la cartographie de la résolution angulaire permet la détection de défauts à l’échelle du micromètre à des vitesses supérieures à 2 000 tr/min.
- Balayage sur grande surface (panneaux solaires, composites aérospatiaux), où le balayage linéaire élimine la nécessité d’un alignement et d’une étalonnage coûteux de plusieurs caméras.
Dans ces applications, les systèmes de balayage linéaire réduisent les coûts matériels et d’intégration de 30 à 60 %, tout en diminuant d’environ 15 % les rejets erronés — souvent causés par des artefacts liés au mouvement dans les systèmes de balayage surfacique. Leur évolutivité et leur architecture à capteur unique permettent un retour sur investissement (ROI) en 8 à 12 mois dans les environnements de fabrication à haut débit.

Prêt à choisir la bonne caméra de balayage linéaire pour votre application industrielle ?
La bonne caméra de balayage linéaire constitue la base d’une inspection industrielle fiable et à haute vitesse : aucun algorithme ni logiciel ne peut compenser un désaccord entre la caméra et votre vitesse de ligne, vos besoins en résolution ou votre environnement de production. En adaptant précisément la fréquence de balayage linéaire, la résolution du capteur, la synchronisation avec l’encodeur et la conception optique à votre application spécifique, vous débloquez une inspection sans interruption, précise au micron, avec moins de rejets erronés et un retour sur investissement mesurable pour votre opération de fabrication.
Pour des solutions industrielles de caméras à balayage linéaire adaptées à votre inspection de bandes, à votre numérisation cylindrique ou à vos applications d’imagerie grand format, ou pour concevoir un système intégré complet de vision industrielle comprenant éclairage, objectifs et outils de synchronisation par codeur (tels que proposés par HIFLY), associez-vous à un fournisseur doté d’une expertise avérée en vision industrielle. HIFLY 15 ans d’expérience couvrent des caméras à balayage linéaire haute vitesse 10 GigE 8K, des systèmes d’imagerie multi-spectrale et des solutions complètes d’inspection industrielle — soutenues par la certification ISO 9001:2015, plus de 30 brevets d’invention et un accompagnement de plus de 2 500 clients dans plus de 30 pays. Contactez-nous dès aujourd’hui pour une consultation sans engagement afin de choisir la caméra à balayage linéaire idéale pour votre opération.





