

Pourquoi l'éclairage en vision industrielle détermine la précision de l'inspection
Rôle fondamental de l’éclairage pour la vision industrielle sur la qualité d’image
Comment l’éclairage régit directement le rapport signal-sur-bruit et la fidélité spatiale
L’éclairage n’est pas simplement un détail supplémentaire lorsqu’il s’agit d’obtenir de bonnes images pour les inspections par vision artificielle. Il constitue la base même du bon fonctionnement de ces systèmes. Lorsque l’éclairage est correctement mis en œuvre, il améliore nettement le rapport signal sur bruit (RSB). Cela s’explique par le fait qu’un bon éclairage réduit les perturbations extérieures tout en mettant davantage en valeur les caractéristiques à analyser. Grâce à cette précision, les machines peuvent détecter des défauts infimes qui passeraient autrement inaperçus : pensez aux fissures quasi invisibles sur des pièces métalliques ou aux particules de saleté microscopiques présentes sur des instruments chirurgicaux. Ces anomalies disparaissent purement et simplement lorsque les conditions d’éclairage sont médiocres. Selon des études sectorielles, environ 70 % de tous les échecs d’inspection dans les usines de fabrication résultent en réalité d’une mauvaise configuration de l’éclairage. Un éclairage insuffisant génère des ombres déformées et des contours fallacieux, induisant en erreur les logiciels informatiques, qui interprètent alors à tort une anomalie là où il n’y en a pas. C’est pourquoi les fabricants doivent investir dans des solutions d’éclairage uniformes et ciblées. Cette approche garantit que chaque image capturée au cours de la production conserve, cycle après cycle, sa qualité et son exactitude.
Pourquoi l'éclairage, et non les algorithmes, est le goulot d'étranglement principal de la précision de détection des défauts
Bien que les algorithmes avancés attirent l'attention, l'éclairage reste la contrainte critique dans les systèmes de détection. Aucun réseau neuronal convolutif ne peut restaurer des images présentant un contraste insuffisant ou des détails masqués par des reflets.
|
Facteur |
Limitation liée à l'éclairage |
Limitation liée à l'algorithme |
|
Réflectivité de surface |
Les surfaces spéculaires provoquent des reflets qui masquent les défauts |
Nécessite un entraînement adversarial intensif |
|
Seuil de contraste |
Fondamental pour la visibilité des défauts au moment de la capture |
Le post-traitement ne peut pas créer des données manquantes |
|
Dérive environnementale |
Les variations de la lumière ambiante nécessitent un recalibrage |
Compense de manière incohérente d’un lot à l’autre |
Contrairement aux algorithmes qui s’adaptent de façon itérative, un éclairage insuffisant fournit des données d’entrée irrécupérables — une lacune qu’auciel logiciel ne peut combler. Des études industrielles montrent qu’une mauvaise configuration de l’éclairage génère 3 à 5 fois plus de faux négatifs que les erreurs algorithmiques lors d’inspections à grande vitesse sur des lignes de remplissage de bouteilles. Les opérateurs qui privilégient l’optimisation de l’éclairage obtiennent des gains durables de précision là où le réglage des algorithmes atteint ses rendements décroissants.
Techniques stratégiques d’éclairage : adapter la géométrie lumineuse aux objectifs d’inspection
Méthodes d’éclairage frontal (champ clair, coaxial, lumière annulaire) pour améliorer le contraste des défauts de surface
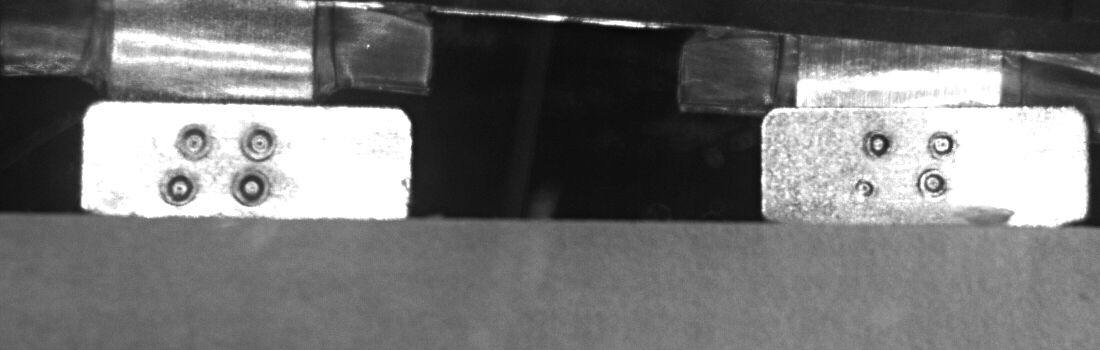
Lorsque les sources lumineuses sont positionnées directement en face de la surface cible, elles rendent les défauts beaucoup plus faciles à détecter, en raison de leur capacité à contrôler les niveaux de contraste. L’éclairage en champ clair est particulièrement efficace pour repérer les rayures, les bosses et la saleté, car il diffuse la lumière de façon uniforme sur les zones planes. La technique d’éclairage coaxial s’aligne avec l’axe de la caméra, ce qui permet d’éliminer les ombres gênantes apparaissant sur des matériaux réfléchissants tels que les pièces métalliques ou les composants en plastique lisse. Les éclairages annulaires entourent directement l’objectif, offrant une bonne couverture lors de l’inspection d’objets aux formes irrégulières ou aux surfaces texturées. Toutes ces approches d’éclairage différentes contribuent à améliorer le rapport signal/bruit en mettant davantage en évidence les faibles variations d’apparence des surfaces. Prenons l’exemple de l’inspection de cartes de circuits imprimés (PCB) : les éclairages annulaires peuvent effectivement révéler de minuscules défauts de soudure en créant juste assez d’ombre pour mettre en valeur les imperfections. Le choix des angles est également crucial, car un alignement correct garantit que les anomalies détectées correspondent bien à des défauts réels, et non à des artefacts dus à des conditions d’éclairage inadéquates.
Approches d’éclairage arrière (champ sombre, silhouette) pour une analyse précise des contours et des dimensions
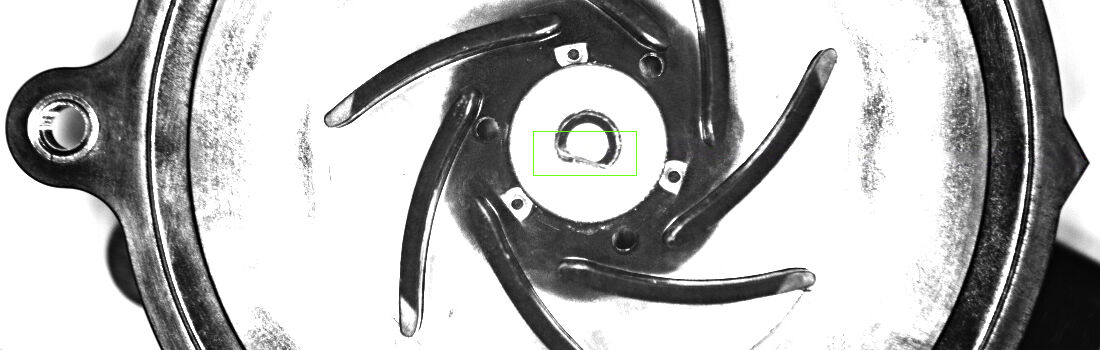
Lors de l'utilisation de techniques à champ sombre, les objets sont éclairés sous des angles compris entre 25 et 75 degrés, ce qui permet de détecter ces minuscules défauts d’arrête et ces caractéristiques de surface que l’éclairage classique ne parvient tout simplement pas à révéler. Ici, la lumière se réfléchit sur des éléments tels que des microfissures, de petites bavures ou même des marques de gravure, tandis que les zones lisses apparaissent sombres. Pour l’éclairage en contre-jour silhouetté, les ingénieurs placent des sources lumineuses puissantes derrière un objet transparent ou partiellement transparent, créant ainsi des contours nets qui facilitent grandement la mesure précise des dimensions. Pensez, par exemple, au contrôle des filetages des éléments de fixation ou à la vérification de l’alignement correct des plaquettes semi-conductrices. L’intégration de ces deux approches dans un même système d’inspection permet de réduire d’environ 40 % le taux de rejets erronés, par rapport à l’utilisation d’une seule de ces deux techniques. Comment les ingénieurs déterminent-ils les angles optimaux ? Ils s’appuient sur le facteur de réflexion propre à chaque matériau : les métaux brillants nécessitent des angles plus faibles, tandis que les plastiques mats donnent de meilleurs résultats avec des angles d’éclairage plus prononcés.
Éclairage de vision par ordinateur sensible au matériau : longueur d’onde, réflectivité et physique des interactions
Sélection des longueurs d’onde optimales en fonction du comportement d’absorption, de réflexion et de fluorescence
Obtenir de bons résultats à partir de éclairage pour la vision par machine se résume essentiellement au choix des longueurs d’onde appropriées en fonction de la façon dont les différents matériaux interagissent avec la lumière. La plupart des matériaux absorbent certaines couleurs de lumière et en réfléchissent d’autres. Les surfaces sombres ont tendance à absorber une grande partie de la lumière bleue autour de 450 nanomètres, ce qui contribue effectivement à créer le contraste net nécessaire pour détecter les défauts. Toutefois, avec les métaux brillants, la situation devient plus délicate, car ils réfléchissent une quantité importante de lumière. C’est pourquoi des longueurs d’onde rouges plus longues, d’environ 660 nm, s’avèrent plus efficaces ici, afin de réduire les reflets indésirables. Ensuite, il y a les matériaux fluorescents, qui nécessitent également un traitement spécifique : ceux-ci ne révèlent leurs véritables couleurs qu’au contact d’une lumière ultraviolette à 365 nm, ce qui permet de faire apparaître visuellement des contaminants cachés. Comprendre comment ces divers matériaux réagissent aux différentes longueurs d’onde lumineuses est donc essentiel pour toute personne travaillant avec des systèmes de vision industrielle.
|
Longueur d'onde |
Réponse des matériaux |
Avantage de l’inspection |
|
UV (365 nm) |
Émission de fluorescence |
Détecte les résidus/craques invisibles |
|
Bleu (450 nm) |
Absorption élevée sur les surfaces sombres |
Améliore la visibilité des rayures et des bosses |
|
Rouge (660 nm) |
Faible absorption sur les métaux |
Réduit les reflets sur les surfaces polies |
|
IR (850 nm) |
Pénétration profonde dans le matériau |
Permet d’inspecter les structures internes |
Un réglage précis de la longueur d’onde améliore les taux de détection des défauts jusqu’à 40 % par rapport à un éclairage à spectre large — transformant les interactions photon-matériau en données exploitables et fiables.
Garantir la robustesse : uniformité, atténuation des reflets et stabilité des couleurs dans les environnements de production
Quantifier l’impact d’un éclairage non uniforme sur les taux de rejets erronés
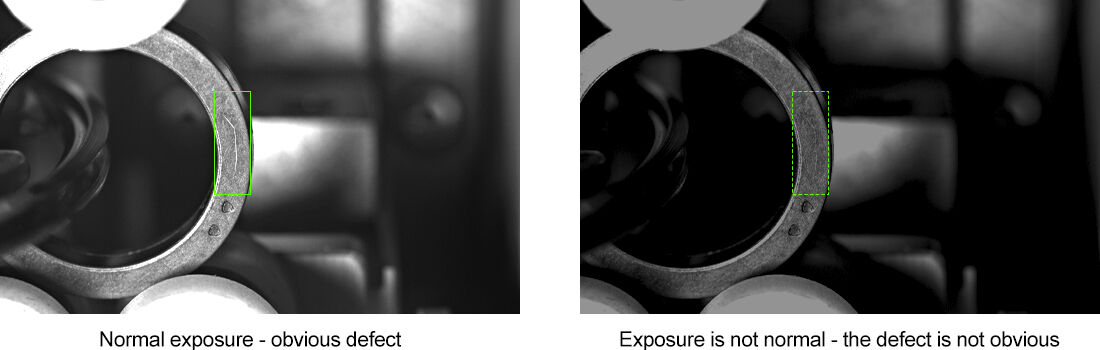
Une illumination non uniforme provoque de graves incohérences de mesure dans l'inspection automatisée. Des variations d'intensité aussi faibles que 15 % sur le champ de vision entraînent des rejets erronés en créant des ombres ou des reflets fantômes. Des études révèlent que cette instabilité représente près de 40 % des incidents de rejet erroné dans le contrôle qualité en ligne de production. Lorsque l'éclairage fluctue :
- Des défauts réels échappent à la détection dans les zones sous-exposées
- Des variations superficielles acceptables sont mal classifiées comme des défauts dans les zones surexposées
Cela oblige à des arrêts de production inutiles pour vérification. Selon des données de l'Institut Ponemon, il existe une corrélation directe : chaque baisse de 10 % de l'uniformité de l'éclairage augmente de 15 % les rejets erronés, ce qui coûte aux fabricants 740 000 $ par an en retouches et temps d'arrêt. Stabiliser l'intensité lumineuse quelles que soient les matériaux et les conditions de fonctionnement est donc essentiel pour une détection fiable et reproductible des défauts.
Prêt à améliorer la précision de votre inspection grâce à l'éclairage ?
L'éclairage pour la vision industrielle constitue la pierre angulaire d'une détection fiable des défauts. Aucun algorithme ne peut compenser un éclairage médiocre. En adaptant la géométrie de la lumière, sa longueur d'onde et son uniformité à vos matériaux et à vos objectifs, vous obtiendrez des résultats constants et économiquement efficaces.
Pour des solutions d'éclairage industrielles sur mesure adaptées à votre application, ou pour associer cet éclairage à des caméras complémentaires de vision industrielle (telles que celles proposées par HIFLY), associez-vous à un fournisseur doté d'une solide expertise industrielle. Les 15 années d'expérience de HIFLY couvrent l'éclairage, les caméras et les systèmes intégrés. Contactez-nous dès aujourd'hui pour une consultation sans engagement afin d'optimiser votre configuration d'éclairage.





