

SWIR Camera vs. LWIR Camera: Key Differences
For industrial OEMs, system integrators, and manufacturing stakeholders, selecting between a SWIR camera and LWIR camera is a critical decision that directly impacts inspection accuracy, process efficiency, and return on investment.
Fundamental Detection Physics: Reflected SWIR vs. Emitted LWIR
The core distinction between a SWIR camera and a LWIR camera lies in their photon detection mechanisms, which dictate their imaging capabilities, environmental requirements, and ideal use cases. Understanding these foundational differences is essential for avoiding costly misalignment between technology and application needs.
Photon detection mechanisms: SWIR camera reliance on reflected nightglow and ambient light
Short-wave infrared (SWIR) cameras detect photons in the 0.9–1.7 μm spectral band, operating exclusively by capturing reflected infrared radiation rather than thermal emission. They rely on ambient light sources—including atmospheric nightglow, moonlight, or targeted artificial illumination—to generate high-resolution imagery. This mechanism enables clear visualization of materials that scatter or reflect near-infrared wavelengths, such as laser designators (0.8–1.5 μm) that are invisible to the human eye.

A key operational limitation: SWIR cameras cannot function in absolute darkness, and performance degrades significantly when ambient irradiance falls below the sensor’s minimum sensitivity threshold. HIFLY’s industrial SWIR cameras integrate high-sensitivity InGaAs sensors and optional active SWIR illumination modules to mitigate this constraint, delivering reliable performance even in low-light industrial environments and controlled inspection cells.
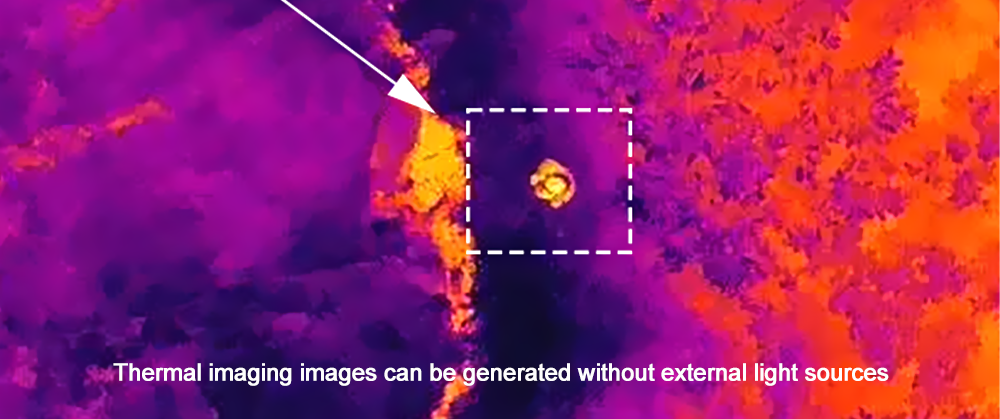
Thermal emission principle: How LWIR cameras detect intrinsic object heat without illumination
Long-wave infrared (LWIR) cameras operate in the 8–14 μm spectral band, detecting intrinsic thermal radiation emitted by all objects above absolute zero, as governed by Planck’s Law. Microbolometer-based sensors convert minute temperature differences (as small as 0.05°C) into electrical signals, generating thermal imagery without any external illumination. This makes LWIR uniquely effective in total darkness, dense smoke, or light fog—conditions where visible and SWIR cameras struggle or fail entirely.
However, LWIR technology has inherent limitations: materials with low emissivity or high transmissivity in the LWIR band—such as room-temperature silicon, standard soda-lime glass, and thin polymer films—appear featureless or transparent, limiting detection fidelity for these substrates. HIFLY’s LWIR camera lineup features calibrated microbolometer sensors for accurate non-contact temperature measurement and IP67-rated ruggedized housings for harsh industrial deployments.
|
Detection Characteristic |
SWIR Camera |
LWIR Camera |
|
Primary Operating Principle |
Reflected infrared photons |
Emitted thermal radiation |
|
Required Light Source |
Ambient or active artificial illumination |
Object’s intrinsic heat emission |
|
Core Dependency |
External light availability |
Temperature differentials between targets |
|
Spatial Resolution |
High (sub-5 μm achievable) |
Moderate (limited by microbolometer pixel pitch) |
|
Material Transparency |
Silicon, thin plastics, atmospheric haze |
Smoke, dense fog, total darkness |
Application Alignment: Matching SWIR Camera Capabilities to Industry Needs
While LWIR cameras excel at temperature measurement and dark-environment detection, the SWIR camera delivers targeted advantages where conventional visible or thermal imaging falls short—particularly in applications demanding material-specific contrast, subsurface visibility, or high-resolution environmental robustness. By aligning SWIR’s unique optical properties with mission-critical industrial workflows, organizations achieve measurable improvements in yield, safety, and process control without reengineering existing production lines.
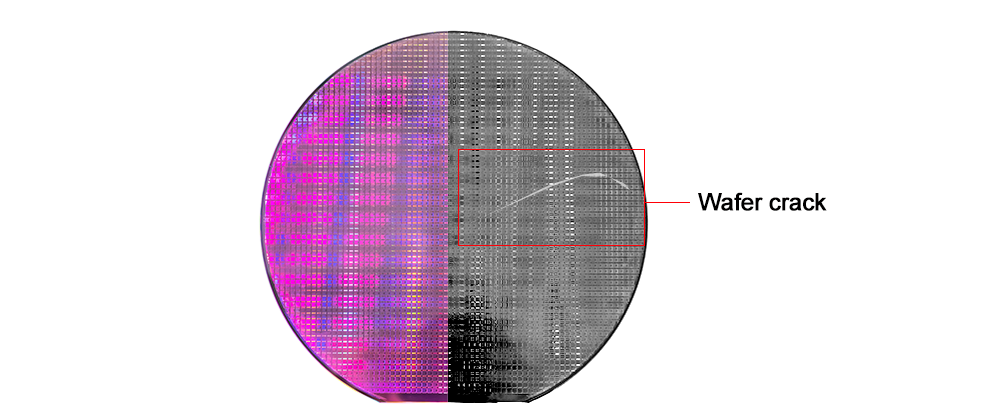
In semiconductor manufacturing, SWIR cameras leverage silicon’s transparency in the 1.1–1.7 μm band to non-destructively image subsurface defects—including micro-cracks, dopant variations, internal voids, and particulate contamination—during wafer production. HIFLY’s high-resolution SWIR cameras enable fabs to detect these critical flaws before final packaging, reducing scrap rates by 15–20% compared to visible-light inspection systems. In contrast, LWIR cameras struggle in this application due to insufficient thermal contrast between subsurface defects and the bulk silicon, making them unsuitable for precision semiconductor quality control.
In photovoltaic manufacturing, the SWIR camera’s sensitivity to material composition makes it indispensable for detecting micro-cracks and delamination in solar cells—defects that are often invisible to LWIR due to minimal temperature differentials. HIFLY’s SWIR inspection systems integrate real-time analytics to classify and isolate defective cells inline, improving solar panel efficiency and long-term reliability.
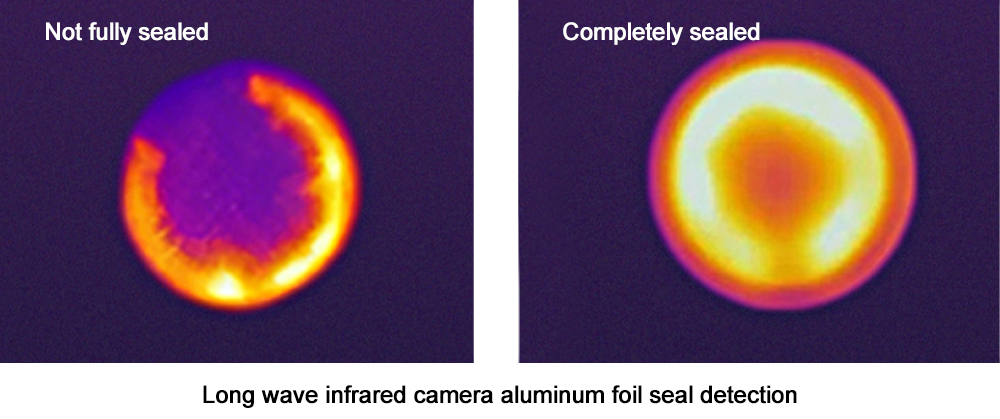
In food and pharmaceutical production, SWIR enables non-contact, in-line moisture analysis and foreign object detection through translucent packaging—preserving product sterility while ensuring consistency. Unlike LWIR, which cannot see through most packaging materials, a SWIR camera can verify fill levels, detect plastic fragments, and measure moisture content inside sealed blister packs, pouches, and bottles without opening or damaging the product.
Automotive manufacturers rely on the SWIR camera’s high spatial resolution for weld integrity verification and precise coating thickness measurement, while security and infrastructure operators leverage its ability to penetrate haze, fog, and dust for reliable port surveillance and perimeter protection. In all these use cases, LWIR cameras serve complementary roles for temperature monitoring but cannot replicate the SWIR camera’s material-specific and subsurface imaging capabilities.
Ready to Select the Right Infrared Camera for Your Industrial Application?
Choosing between a SWIR camera and LWIR camera depends entirely on your application’s unique imaging requirements, environmental conditions, and quality control goals. While LWIR excels at non-contact temperature measurement and dark-environment detection, the SWIR camera delivers unmatched subsurface imaging, material-specific contrast, and high-resolution performance for precision industrial inspection. No single infrared technology delivers optimal results for every use case, and partnering with an experienced vendor ensures you select the right solution for your workflow.
For industrial-grade SWIR camera or LWIR camera solutions tailored to your semiconductor, food & pharmaceutical, automotive, or security application, or to build a fully integrated imaging system with complementary lenses, lighting, and AI analytics tools (as offered by HIFLY), partner with a provider rooted in industrial machine vision expertise. HIFLY’s 15 years of experience spans SWIR and LWIR camera design, full OEM/ODM custom manufacturing, and end-to-end vision system integration—backed by ISO 9001:2015 certification, global regulatory compliance support, and dedicated design-in engineering services. Contact us today for a no-obligation consultation, custom sample testing, or to select the optimal infrared camera solution for your project.





