

How Machine Vision Cameras Enhance Industrial Automation Precision
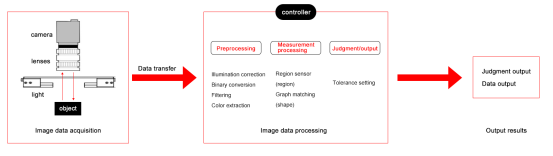
Core Technologies Powering Machine Vision Cameras
High-Resolution Imaging for Micron-Level Precision
High-resolution imaging is crucial for achieving micron-level precision in industrial applications. These high-resolution machine vision cameras provide detailed images that are essential for precise measurements and inspections, helping industries maintain high standards in quality control. A high pixel density allows cameras to capture every minute detail, while superior sensor quality enhances overall image clarity. Studies and real-world cases confirm that adopting high-resolution technology has significantly improved accuracy across various sectors. For instance, Fraunhofer Institute demonstrated how cameras could detect surface anomalies down to 1.5 micrometers, showcasing their groundbreaking capabilities in fine-detail recognition.
AI Integration and Real-Time Data Processing
AI integration transforms image processing with the capability to analyze data in real-time, using deep learning algorithms for precise object recognition. Machine vision systems with AI integration can recognize subtle nuances and patterns with speed and accuracy, leading to more informed automated decision-making processes. Experts emphasize the effectiveness of AI-enhanced systems, highlighting real-time data processing's pivotal role in immediate responses to dynamic industrial environments. A study published in AUTOMATION 2024 illustrated how AI-embedded cameras continuously learn and improve their accuracy, offering reliable insights and operational efficiency enhancements.
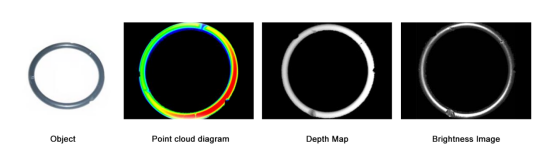
3D Vision Systems for Complex Spatial Analysis
3D vision systems play an essential role in accurate spatial analysis by providing depth and dimension to visual inspections. These systems employ technologies like stereo vision and laser triangulation to capture complex spatial data, which is critical for industries requiring precise measurements and positioning. The automotive industry, for example, uses 3D cameras for intricate assembly tasks, boosting efficiency by reducing defect rates. A major European automaker recently installed 900 new 3D vision cameras in engine and body assembly lines to achieve superior alignment and defect precision, highlighting the significant benefits of 3D analysis across various sectors.
Critical Applications in Industrial Automation Precision
Mold Monitoring and Defect Detection in Manufacturing
Machine vision cameras are vital for mold monitoring in manufacturing, ensuring quality and efficiency. These high-resolution cameras act as mold monitors, capturing detailed images that allow for precise inspection of molds used in various manufacturing sectors. They automate defect detection, significantly enhancing the quality assurance process by identifying flaws that might go unnoticed by human inspectors. Specific techniques, such as image processing algorithms, enable these systems to detect surface defects, dimensional inaccuracies, and material inconsistencies, reducing the defect rate considerably.
Industry reports suggest that implementing machine vision systems for mold monitoring has led to a notable decline in defect rates in manufacturing. For instance, a study from the Global Machine Vision Market highlights that industries employing these systems have witnessed a reduction in product defects by up to 30%. This improvement not only boosts production quality but also minimizes waste and rework, leading to cost savings and increased operational efficiency. The integration of these technologies is becoming increasingly essential as manufacturers seek to maintain competitive edges in quality and innovation.
Robotic Guidance for Assembly Line Accuracy
Vision-guided robotics play a crucial role in enhancing assembly line precision through accurate robotic guidance. Machine vision systems are integrated with robotics to enable precise visual feedback, allowing robots to perform detailed tasks with high accuracy. This integration results in improved operational efficiency and consistency, reducing errors and increasing throughput in manufacturing processes. Machine vision cameras provide real-time data, enabling robotics to adapt to dynamic environments on the fly.

Industries such as automotive and electronics manufacturing have significantly benefited from vision-guided robotics. Performance metrics indicate that incorporating these technologies has led to a 25% improvement in assembly line accuracy. Furthermore, a study by SOLOMON Technology Corp. highlights that leading firms leveraging machine vision in robotics have seen efficiency gains of up to 40%. This transformation exemplifies the potential for machine vision systems to revolutionize industrial automation, paving the way for more intelligent and adaptable manufacturing systems.
High-Speed Inspection in Automotive & Electronics
In sectors like automotive and electronics, high-speed inspection is critical to ensuring product safety and compliance with rigorous standards. Machine vision systems facilitate this by using high-speed cameras capable of capturing rapid sequences of images to detect faults and defects instantly. These systems can inspect thousands of components per second, providing unparalleled speed and accuracy in quality control processes. High-speed inspection ensures products meet safety standards, significantly reducing the risk of recalls and enhancing customer satisfaction.
Industry data underscores the impact of high-speed inspection in enhancing manufacturing efficiency. For example, the global machine vision market report projects the automotive segment as a leader in adopting these technologies, driven by the necessity for precise and swift inspections. The seamless integration of machine vision systems allows manufacturers to comply with industry standards efficiently, supporting continuous production cycles without compromising quality. By leveraging these advanced inspection capabilities, companies can maintain their reputation for excellence while optimizing production costs and timelines.
Advantages of Precision-Driven Machine Vision Systems
Enhanced Quality Control Through Machine Vision Inspection
Machine vision inspection systems are revolutionizing quality control by automating the detection and analysis of defects in manufacturing processes. These systems employ high-resolution cameras and advanced image processing technologies to ensure products meet stringent quality standards. By reducing reliance on manual inspections, machine vision significantly minimizes human error, leading to higher consistency and reliability in production outcomes. For instance, industry statistics reveal that defect rates can decrease by up to 30% when machine vision systems are integrated into quality control processes. This improvement underscores the effectiveness of these systems in ensuring superior product quality and operational efficiency.
Reduction in Production Downtime and Waste
Proactive defect detection through machine vision systems is pivotal in reducing production downtime and waste. By identifying issues early in the production cycle, these systems prevent the accumulation of defects, which could otherwise lead to substantial production halts and reworks. Consequently, manufacturers can optimize their workflows, effectively limiting waste generation and decreasing operational costs. In one notable case study, a manufacturer achieved an impressive 35% reduction in downtime, attributing this success to the strategic implementation of machine vision technology. Such evidence highlights the tangible benefits of machine vision systems in streamlining manufacturing processes and enhancing overall productivity.
Scalability Across Industry 4.0 Frameworks
Machine vision systems are increasingly pivotal within the Industry 4.0 framework, enabling smart manufacturing through seamless integration with IoT devices and complex automated processes. Their scalability ensures easy adaptation and expansion within various industrial settings, fostering the development of intelligent factories. Experts predict that the machine vision market will grow at a compound annual rate of 7.6% from 2023 to 2032, underscoring its escalating relevance in the Industry 4.0 landscape. This growth reflects the widespread adoption of machine vision systems, driven by their ability to enhance automation, efficiency, and precision across manufacturing sectors globally.
Overcoming Implementation Challenges
Integrating Cameras with Legacy Industrial Systems
Successfully integrating machine vision systems with existing legacy systems is a common challenge in industry. Many older systems are not designed to accommodate high-resolution machine vision cameras, which can complicate integration efforts. Technological solutions such as interface modules and middleware have been developed to facilitate seamless integration between machine vision technology and legacy systems. For instance, specialized software tools can translate data between old and new systems, reducing the need for costly system overhauls. Industry professionals have noted that testimonials from companies that have successfully navigated these integration challenges demonstrate the potential for improved operations and productivity. By implementing these solutions, companies can leverage advanced machine vision inspection techniques to enhance their legacy systems.
Addressing Data Security in Networked Environments
Data security is paramount in networked industrial environments, particularly when sensitive operational data is captured by machine vision systems. To safeguard this data, companies must employ robust encryption methodologies and adhere to industry standards, such as ISO 27001, which offers guidelines for information security management. Additionally, implementing firewalls and anti-virus software can thwart data breaches, ensuring the system remains secure against cyber threats. Government regulations, such as the General Data Protection Regulation (GDPR), require companies to maintain stringent data security protocols to protect consumer information, highlighting the importance of security in automated environments. As machine vision systems become more integral to manufacturing processes, prioritizing security measures is critical to protecting valuable data and maintaining operational integrity.
Adapting to Rapid AI and Sensor Advancements
The necessity for consistent adaptation to rapidly evolving AI and sensor technologies in machine vision is undeniable. New advancements can lead to improved accuracy and efficiency in inspection processes, but they also require updates to existing systems. Organizations must invest in training programs and tools that allow their teams to stay abreast of the latest technological developments. Developers offer various resources, such as simulation training software, which can provide real-world scenarios to practice with new AI advancements. Experts suggest that the future trajectory of machine vision technology will involve increasingly intelligent systems capable of learning and adapting autonomously, highlighting the importance of continuous professional development in keeping pace with these technologies. Staying ahead requires a proactive approach to learning, ensuring that teams can leverage the full potential of AI and sensor innovations.





