

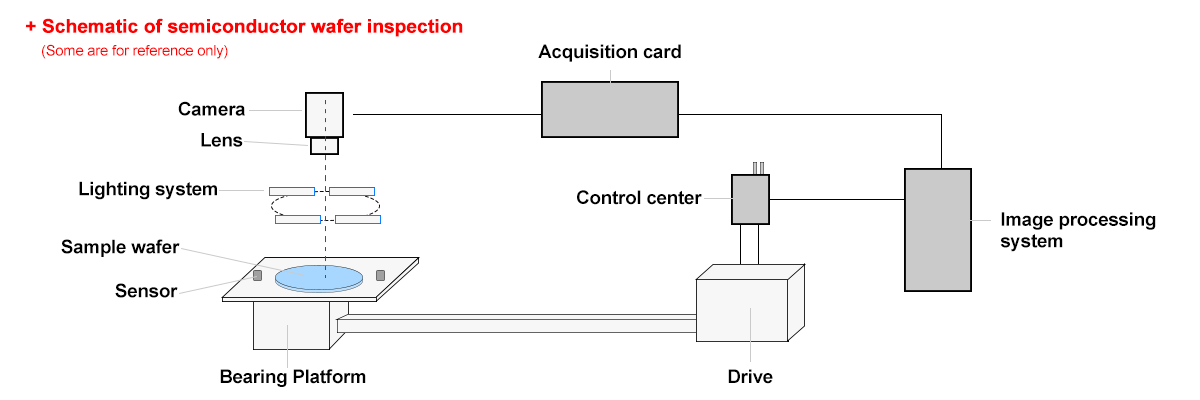
Solusi Kamera Visi Mesin Terbaik untuk Kontrol Kualitas Otomatis
Mengapa Kinerja Kamera Penglihatan Mesin Menentukan Akurasi Inspeksi
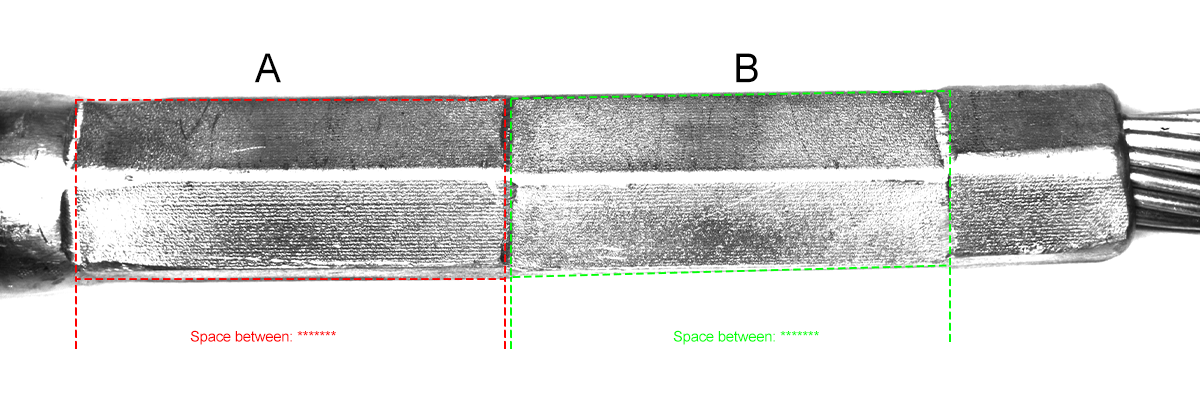
Resolusi dan Kerapatan Piksel: Mendeteksi Cacat di Bawah Milimeter pada Kecepatan Produksi
Resolusi yang lebih baik berarti kita dapat mendeteksi cacat kecil yang berukuran lebih kecil dari satu milimeter, terkadang sekecil 1,5 mikrometer, karena jumlah piksel yang lebih padat dalam area sensor. Namun, resolusi tinggi saja tidak cukup. Agar inspeksi AI dapat bekerja secara optimal, fitur-fitur yang diperiksa harus mencakup sekitar 5 hingga 10 piksel. Ini menciptakan titik ideal di mana detail yang cukup tertangkap tanpa memperlambat proses terlalu banyak. Melampaui kisaran ini hanya membuat data menumpuk lebih cepat tanpa benar-benar meningkatkan kemampuan kita untuk membedakan komponen baik dari yang buruk, dan hal tersebut justru dapat memperlambat lini produksi. Sensor CMOS global shutter saat ini cukup baik mencapai titik ideal ini, mampu mengidentifikasi cacat dengan akurasi sekitar 99% sambil tetap mampu memproses ratusan item setiap menitnya. Yang paling penting bukanlah berapa megapiksel kamera tersebut, melainkan jumlah piksel yang tepat untuk menangkap detail terkecil yang perlu dilihat serta kecepatan pergerakan lini perakitan.
Laju Frame & Sinkronisasi Pemicu: Menghilangkan Blur Gerak pada Jalur Berkecepatan Tinggi
Blur gerak masih menyebabkan sebagian besar cacat terlewat pada jalur produksi cepat tersebut, bahkan ketika perusahaan memasang sensor ultra resolusi tinggi yang canggih. Ketika lini berjalan lebih dari 1.000 komponen per jam, kamera harus menangkap setiap item dalam waktu kurang dari 20 milidetik hanya untuk menjaga agar tepi tetap tajam. Di sinilah kamera rana global yang disinkronkan dengan encoder sangat berguna. Kamera-kamera ini mengunci waktu eksposur tepat pada posisi komponen di atas ban berjalan, sehingga menjaga tingkat deteksi tetap sekitar 98,5% bahkan pada kecepatan maksimal. Perbedaannya sangat besar dibanding sistem lama tanpa sinkronisasi. Pabrik-pabrik dalam manufaktur otomotif dan perakitan elektronik mengalami penurunan sekitar 80% dalam alarm palsu setelah melakukan peningkatan sistem. Hal ini masuk akal, karena industri-industri ini bekerja dengan komponen yang diukur dalam satuan mikron, sehingga tidak ada ruang sedikit pun untuk tebakan atau kesalahan.
Membandingkan Platform Kamera Visi Mesin Terkemuka untuk Inspeksi Industri
Basler ace 2 vs. FLIR Blackfly S: Pembandingan Dunia Nyata pada Presisi, Stabilitas, dan Dukungan SDK
Seri Basler Ace 2 memanfaatkan sensor Sony Pregius yang sangat baik, yang mampu mencapai pengulangan pengukuran kurang dari 0,1 piksel meskipun terdapat berbagai getaran industri di sekitarnya. Selain itu, kamera ini juga menjaga stabilitas gain yang cukup mengesankan, tetap berada dalam kisaran plus atau minus 0,05 persen meskipun terjadi perubahan suhu hingga 15 derajat Celsius. Yang paling menonjol adalah SDK Pylon-nya yang bekerja sangat baik dengan lengan robot dan jaringan PLC, sehingga membuatnya sangat cocok untuk jalur produksi berkecepatan tinggi yang berjalan lebih dari 200 frame per detik. Di sisi lain, model FLIR Blackfly S memiliki keunggulan tersendiri dengan pemrosesan gambar eksklusif yang mampu mengurangi artefak gerak sekitar 40% pada konveyor super cepat. Belum lagi SDK Spinnaker yang mendukung berbagai bahasa pemrograman termasuk Python, C#, dan .NET. Kedua sistem kamera ini mampu menangani tugas inspeksi untuk wafer semikonduktor dan komponen baterai kendaraan listrik tanpa masalah, namun perbedaannya terletak pada kondisi tertentu. Basler cenderung tampil lebih baik dari segi stabilitas termal dan mekanis ketika digunakan dalam skala besar, sedangkan FLIR unggul dalam situasi pencahayaan yang sangat redup, memberikan hasil luar biasa bahkan pada tingkat cahaya di bawah 0,1 lux.
Kamera Cerdas (Cognex Insight, Keyence CV-X) vs. Sistem Kamera Penglihatan Mesin Berbasis PC
Kamera pintar dari merek seperti Cognex Insight dan Keyence CV-X benar-benar mempercepat proses. Untuk pemeriksaan dimensi sederhana, perangkat ini dapat mulai beroperasi dalam waktu kurang dari dua hari karena sudah dilengkapi prosesor internal dan memiliki pola cacat umum yang telah diprogram sebelumnya. Selain itu, penggunaannya secara mandiri di stasiun kerja menghemat biaya kabel sekitar 30%, yang merupakan kabar baik bagi pabrik-pabrik di mana setiap inci sangat berarti. Di sisi lain, sistem komputer yang terhubung ke server GPU berkekuatan tinggi memberikan manufaktur daya pemrosesan sekitar lima kali lebih besar untuk tugas-tugas sulit seperti mengidentifikasi cacat halus pada permukaan, mengukur objek dari berbagai sudut dalam tiga dimensi, atau menyesuaikan model saat operasi masih berjalan. Sistem semacam ini memungkinkan perusahaan mengelola lebih dari lima puluh produk berbeda secara bersamaan melalui jaringan dengan banyak kamera—sesuatu yang menjadi sangat penting ketika menangani produksi dengan variasi tinggi. Memang, kamera pintar mempermudah awal penerapan kontrol kualitas, namun sistem berbasis komputer tetap tak tergantikan dalam hal berkembang seiring kebutuhan bisnis, menyesuaikan algoritma dengan cepat, serta menangani tuntutan komputasi yang berat.
Cara Memilih Kamera Visi Mesin yang Tepat untuk Aplikasi Kontrol Kualitas Anda
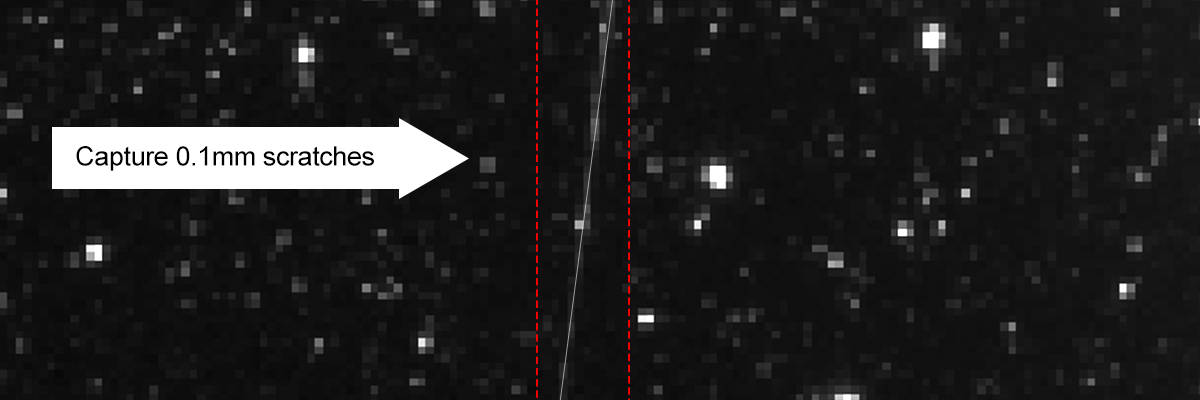
Kerangka Keputusan Praktis: Menyesuaikan Spesifikasi Kamera dengan Toleransi Produk, Kecepatan Lini, dan Batasan Pencahayaan
Saat melihat deteksi cacat, mulailah dari ketidaksesuaian terkecil yang perlu dideteksi. Ambil dimensi tersebut, misalnya goresan 0,1 mm, lalu bagi dengan standar industri yang menyarankan 3 hingga 4 piksel per fitur. Ini memberi kita dasar untuk kebutuhan resolusi. Kecepatan konveyor juga penting. Jika objek bergerak lebih cepat dari 1 meter per detik, kita benar-benar membutuhkan sensor shutter global dengan frame rate di atas 120 fps. Dan saat produksi melebihi 200 unit per menit, waktu eksposur harus tetap di bawah setengah milidetik, jika tidak gambar akan menjadi kabur. Kondisi pencahayaan menghadirkan tantangan tersendiri. Dalam kondisi redup, carilah kamera dengan efisiensi kuantum lebih dari 75% dan dynamic range melebihi 70 dB agar kontras dan kejernihan gambar tetap terjaga. Ikuti pendekatan ini pada tiga k di ·area-area kunci membantu memastikan kamera benar-benar mendeteksi cacat-cacat kecil tersebut dalam praktiknya, bukan hanya dalam spesifikasi teknis semata. Hal ini menjaga biaya tetap terjangkau tanpa mengorbankan kinerja yang andal di lantai pabrik setiap hari.
Siap Meningkatkan Kontrol Kualitas Otomatis Anda?
Jangan puas dengan kamera siap pakai yang melewatkan cacat penting atau memperlambat lini produksi Anda. Solusi kamera penglihatan mesin (machine vision) HIFLY dirancang khusus sesuai kebutuhan kontrol kualitas Anda—baik untuk mendeteksi cacat sekecil 1,5μm, memeriksa 200+ komponen per menit, atau beroperasi di lingkungan yang keras.
Hubungi HIFLY hari ini untuk konsultasi gratis: tim kami akan mengevaluasi alur kerja Anda, merekomendasikan spesifikasi, dan memberikan sampel khusus dalam waktu hanya 3 hari. Mari bangun sistem kontrol kualitas yang dapat berkembang seiring bisnis Anda dan memberikan akurasi deteksi cacat lebih dari 99%—setiap saat.





