

Mengapa Pencahayaan Visi Mesin Menentukan Akurasi Inspeksi
Peran Mendasar Pencahayaan Visi Mesin terhadap Kualitas Citra
Cara pencahayaan secara langsung mengatur rasio sinyal-terhadap-kebisingan dan kesetiaan spasial
Penerangan bukan hanya detail tambahan dalam memperoleh citra berkualitas tinggi untuk inspeksi visi mesin. Penerangan justru menjadi fondasi utama yang menentukan kinerja optimal sistem-sistem tersebut. Ketika penerangan diatur secara tepat, Rasio Sinyal terhadap Kebisingan (SNR) benar-benar meningkat. Hal ini terjadi karena penerangan yang baik mengurangi gangguan eksternal sekaligus memperjelas penampakan fitur-fitur penting. Dengan ketepatan semacam ini, mesin mampu mendeteksi masalah-masalah kecil yang biasanya luput dari perhatian. Bayangkan retakan hampir tak terlihat pada komponen logam atau partikel kotoran berukuran mikroskopis pada alat bedah. Masalah-masalah semacam ini justru menghilang ketika kondisi penerangan buruk. Menurut studi industri, sekitar 70% dari seluruh kegagalan inspeksi di pabrik manufaktur disebabkan oleh pengaturan penerangan yang tidak memadai. Penerangan yang buruk menciptakan bayangan aneh dan garis kontur palsu yang membingungkan program komputer sehingga mengira terdapat cacat padahal sebenarnya tidak. Oleh karena itu, produsen perlu berinvestasi pada solusi penerangan yang merata dan terfokus. Pendekatan semacam ini menjamin bahwa setiap citra yang diambil selama proses produksi tetap mempertahankan kualitas dan akurasinya—berulang kali, dari satu siklus ke siklus berikutnya.
Mengapa pencahayaan—bukan algoritma—yang menjadi hambatan utama dalam akurasi deteksi cacat
Meskipun algoritma canggih menarik perhatian, pencahayaan tetap menjadi kendala kritis dalam sistem deteksi. Tidak ada jaringan saraf konvolusional yang mampu memulihkan gambar dengan kontras yang tidak memadai atau detail yang tertutupi oleh silau. Sebagai contoh:
|
Faktor |
Keterbatasan Pencahayaan |
Keterbatasan Algoritma |
|
Reflektivitas permukaan |
Permukaan mengilap menyebabkan silau yang menghilangkan cacat |
Memerlukan pelatihan adversarial secara ekstensif |
|
Ambang Kontras |
Merupakan faktor mendasar bagi keterlihatan cacat pada saat pengambilan gambar |
Pemrosesan pasca-pengambilan tidak dapat menciptakan data yang hilang |
|
Perubahan lingkungan |
Perubahan cahaya ambient memerlukan kalibrasi ulang |
Memberikan kompensasi secara tidak konsisten antar batch |
Tidak seperti algoritma yang beradaptasi secara iteratif, pencahayaan yang tidak memadai menghasilkan data masukan yang tidak dapat dipulihkan—celah yang tidak bisa ditutup oleh perangkat lunak apa pun. Studi industri menunjukkan bahwa kesalahan konfigurasi pencahayaan menyebabkan 3–5 kali lebih banyak hasil negatif palsu dibandingkan kesalahan algoritmik dalam inspeksi botol berkecepatan tinggi. Operator yang mengutamakan optimalisasi pencahayaan mencapai peningkatan akurasi berkelanjutan di mana penyetelan algoritma mulai memberikan manfaat yang semakin kecil.
Teknik Pencahayaan Strategis: Menyesuaikan Geometri Cahaya dengan Tujuan Inspeksi
Metode Pencahayaan Depan (Bright Field, Co-axial, Ring Light) untuk Kontras Cacat Permukaan
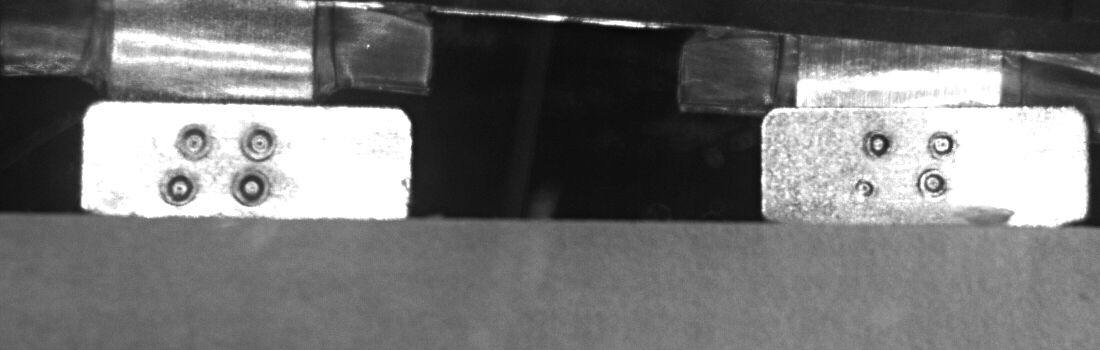
Ketika sumber cahaya diposisikan secara lurus menghadap permukaan target, cacat menjadi jauh lebih mudah terlihat karena cara cahaya tersebut mengatur tingkat kontras. Penerangan medan terang (bright field illumination) sangat efektif untuk mendeteksi goresan, penyok, dan kotoran, karena memantulkan cahaya secara merata di area permukaan datar. Teknik penerangan koaksial sejajar dengan sumbu kamera, sehingga membantu menghilangkan bayangan mengganggu yang muncul pada material mengilap seperti komponen logam atau plastik halus. Lampu cincin (ring lights) melingkari lensa itu sendiri, memberikan cakupan yang baik saat menangani benda berbentuk tidak biasa atau bertekstur. Semua pendekatan pencahayaan berbeda ini membantu meningkatkan rasio sinyal-terhadap-kebisingan (signal-to-noise ratio) dengan membuat perubahan kecil pada tampilan permukaan menjadi lebih jelas terlihat. Sebagai contoh, dalam inspeksi PCB, lampu cincin bahkan mampu mendeteksi masalah kecil pada solder dengan menciptakan bayangan secukupnya untuk menyoroti ketidaksempurnaan. Penentuan sudut juga sangat penting, karena penyelarasan yang tepat memastikan bahwa cacat yang kita amati memang merupakan masalah nyata, bukan ilusi yang dihasilkan oleh kondisi pencahayaan yang buruk.
Pendekatan Penerangan Belakang (Medan Gelap, Siluet) untuk Analisis Tepi dan Dimensi yang Presisi
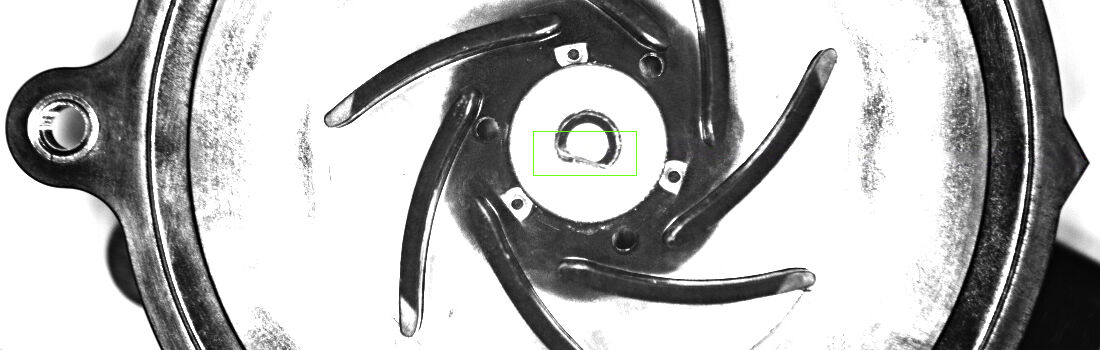
Saat menggunakan teknik medan gelap (dark field), objek diterangi dari sudut antara 25 derajat hingga 75 derajat, yang membantu mendeteksi cacat tepi kecil dan fitur permukaan yang luput dari pencahayaan biasa. Yang terjadi di sini adalah cahaya memantul dari struktur seperti retakan mikro, tonjolan kecil (burrs), atau bahkan tanda ukir, namun area halus tetap tampak gelap. Untuk pencahayaan siluet dari belakang (silhouette backlighting), para insinyur menempatkan sumber cahaya kuat di belakang objek yang tembus cahaya, sehingga menghasilkan garis kontur tajam yang memudahkan pengukuran dimensi secara akurat. Bayangkan pemeriksaan ulir pengencang atau memastikan wafer semikonduktor terpasang dengan benar. Menggabungkan kedua pendekatan ini dalam satu sistem inspeksi dapat mengurangi tingkat penolakan yang keliru sekitar 40 persen dibandingkan penggunaan hanya satu teknik saja. Bagaimana insinyur menentukan sudut yang tepat? Mereka mempertimbangkan tingkat reflektivitas berbagai bahan: logam mengilap memerlukan sudut pencahayaan yang lebih kecil, sedangkan plastik doff bekerja lebih baik dengan sudut pencahayaan yang lebih curam.
Pencahayaan Visi Mesin yang Memahami Material: Panjang Gelombang, Reflektivitas, dan Fisika Interaksi
Memilih panjang gelombang optimal berdasarkan perilaku penyerapan, pemantulan, dan fluoresensi
Mendapatkan hasil yang baik dari penerangan Visi Mesin benar-benar bergantung pada pemilihan panjang gelombang yang tepat berdasarkan cara berbagai material berinteraksi dengan cahaya. Sebagian besar material akan menyerap warna-warna tertentu dari cahaya dan memantulkan yang lainnya. Permukaan gelap cenderung menyerap banyak cahaya biru di sekitar 450 nanometer, yang justru membantu menciptakan kontras tajam yang diperlukan untuk mendeteksi cacat. Namun, ketika menangani logam mengilap, situasinya menjadi rumit karena logam tersebut memantulkan cahaya dalam jumlah besar. Oleh sebab itu, panjang gelombang merah yang lebih panjang—sekitar 660 nm—lebih efektif di sini untuk mengurangi silau yang tidak diinginkan. Selanjutnya, terdapat material fluoresen yang juga memerlukan perlakuan khusus. Material-material ini hanya menampilkan warna aslinya ketika terpapar cahaya ultraviolet (UV) pada 365 nm, sehingga kontaminan tersembunyi menjadi tampak jelas secara visual. Memahami bagaimana berbagai material ini bereaksi terhadap panjang gelombang cahaya yang berbeda-beda merupakan hal yang sangat penting bagi siapa pun yang bekerja dengan sistem visi mesin.
|
Panjang gelombang |
Respon Material |
Manfaat Inspeksi |
|
UV (365 nm) |
Emisi fluoresensi |
Mendeteksi residu/retakan tak terlihat |
|
Biru (450 nm) |
Penyerapan tinggi pada permukaan gelap |
Meningkatkan visibilitas goresan/lekukan |
|
Merah (660 nm) |
Penyerapan rendah pada logam |
Mengurangi silau untuk permukaan mengilap |
|
IR (850 nm) |
Penetrasi material yang dalam |
Memeriksa struktur internal |
Penalaan panjang gelombang yang presisi meningkatkan tingkat deteksi cacat hingga 40% dibandingkan dengan pencahayaan spektrum luas—mengubah interaksi foton-material menjadi data yang dapat ditindaklanjuti dan andal.
Memastikan Ketangguhan: Keseragaman, Pengurangan Silau, dan Stabilitas Warna di Lingkungan Produksi
Mengukur dampak iluminasi tidak seragam terhadap tingkat penolakan palsu
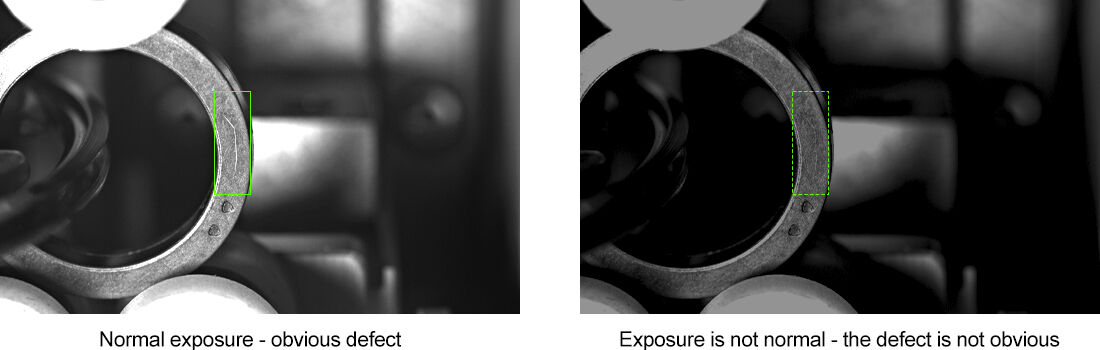
Iluminasi yang tidak seragam menyebabkan ketidakkonsistenan pengukuran yang parah dalam inspeksi otomatis. Variasi intensitas sekecil 15% di seluruh bidang pandang memicu penolakan palsu dengan menciptakan bayangan atau sorotan semu. Studi menunjukkan bahwa ketidakstabilan ini menyumbang hampir 40% dari kejadian penolakan palsu dalam kontrol kualitas lini perakitan. Ketika iluminasi berfluktuasi:
- Cacat asli lolos dari deteksi di zona yang kekurangan cahaya
- Variasi permukaan yang dapat diterima diklasifikasikan secara keliru sebagai cacat di area yang kelebihan cahaya
Hal ini memaksa terhentinya produksi secara tidak perlu untuk verifikasi. Data dari Ponemon Institute menunjukkan korelasi langsung: setiap penurunan 10% pada keseragaman iluminasi meningkatkan penolakan palsu sebesar 15%, yang membuat produsen mengalami kerugian tahunan sebesar $740 ribu akibat pekerjaan ulang dan waktu henti. Oleh karena itu, menstabilkan intensitas cahaya di berbagai material dan kondisi operasi sangat penting untuk deteksi cacat yang andal dan dapat diulang.
Siap Meningkatkan Akurasi Inspeksi Anda dengan Pencahayaan?
Pencahayaan visi mesin merupakan fondasi utama dalam deteksi cacat yang andal. Tidak ada algoritma yang mampu mengatasi pencahayaan yang buruk. Dengan menyesuaikan geometri cahaya, panjang gelombang, dan keseragaman terhadap material serta tujuan Anda, Anda akan mencapai hasil yang konsisten dan hemat biaya.
Untuk solusi pencahayaan kelas industri yang disesuaikan dengan aplikasi Anda, atau untuk menggabungkan pencahayaan dengan kamera visi mesin pelengkap (seperti yang ditawarkan oleh HIFLY), bermitralah dengan penyedia yang memiliki keahlian mendalam di bidang industri. Pengalaman 15 tahun HIFLY meliputi pencahayaan, kamera, dan sistem terintegrasi. Hubungi kami hari ini untuk konsultasi tanpa kewajiban guna menyempurnakan tata letak pencahayaan Anda.





