

Skema Pencahayaan untuk Deteksi Goresan Permukaan Berbasis Mesin Visi
Dalam produksi industri, cacat permukaan seperti retakan dan goresan pada produk sering ditemui. Industri mesin visi telah mencapai terobosan signifikan dalam inspeksi permukaan dibandingkan tahun-tahun sebelumnya, dan mendeteksi goresan, noda, serta cacat lainnya pada permukaan produk bukan lagi menjadi tantangan berat.
Penerapannya luas dalam inspeksi permukaan di berbagai industri seperti logam, kaca, layar ponsel, dan panel layar kristal cair.
Namun, cacat semacam ini sering kali memiliki bentuk tidak beraturan, kontras kedalaman rendah, dan mudah terganggu oleh tekstur atau pola alami pada permukaan produk. Oleh karena itu, deteksi cacat goresan permukaan menuntut persyaratan yang sangat tinggi terhadap pencahayaan yang tepat, resolusi kamera, posisi relatif antara komponen yang diperiksa dengan kamera industri, serta algoritma penglihatan mesin yang kompleks.
Proses analisis dasar untuk deteksi goresan dengan penglihatan mesin terbagi dalam dua langkah: Pertama, menentukan apakah terdapat goresan pada permukaan produk. Kedua, setelah memastikan adanya goresan dalam citra yang dianalisis, mengekstraksi goresan tersebut.
aku . Goresan pada permukaan umumnya dapat dibagi menjadi tiga kategori utama:
Jenis 1 Goresan: Relatif mudah dikenali secara visual, dengan perubahan tingkat keabuan yang jelas dibandingkan area sekitarnya. Ambang batas yang lebih kecil dapat dipilih untuk langsung menandai bagian yang cacat.
Jenis 2 Goresan: Beberapa memiliki perubahan nilai grayscale yang kurang jelas. Seluruh citra memiliki grayscale yang relatif seragam, area goresan kecil (hanya beberapa piksel), dan nilai grayscale hanya sedikit lebih rendah dibandingkan area sekitarnya, sehingga sangat sulit untuk dibedakan.
Citra asli dapat diproses dengan mean filtering untuk memperoleh citra yang lebih halus. Kurangi citra ini dari citra asli. Ketika nilai absolut dari perbedaan tersebut melebihi ambang batas tertentu, tandai sebagai target. Tandai semua target, hitung luas masing-masing area, hapus target dengan luas area yang terlalu kecil, dan tandai yang tersisa sebagai goresan.
Goresan Tipe 3: Memiliki perbedaan grayscale yang signifikan antar bagian, dan bentuknya umumnya panjang dan sempit. Jika segmentasi ambang batas tetap diterapkan pada citra, bagian yang cacat yang ditandai akan lebih kecil dibandingkan bagian sebenarnya.
Karena goresan pada citra tersebut berbentuk panjang dan tipis, maka hanya mengandalkan deteksi grayscale akan melewatkan bagian ujung dari cacat tersebut. Untuk citra jenis ini, dipilih metode yang menggabungkan dual threshold dan fitur bentuk cacat berdasarkan karakteristiknya.
Dikarenakan keragaman citra pada inspeksi industri, untuk setiap jenis citra harus dianalisis dan dipertimbangkan secara menyeluruh selama proses pengolahan agar mencapai hasil yang diinginkan.
Secara umum, nilai grayscale bagian yang tergores lebih gelap dibandingkan area normal di sekitarnya, artinya nilai grayscale goresan tersebut lebih kecil. Selain itu, sebagian besar berada di permukaan yang halus, sehingga perubahan grayscale pada seluruh citra secara keseluruhan sangat seragam, serta tidak memiliki fitur tekstur.
Oleh karena itu, deteksi goresan umumnya menggunakan fitur grayscale berbasis statistik atau metode segmentasi threshold untuk menandai bagian yang tergores.
Selain itu, deteksi cacat goresan pada permukaan memiliki persyaratan pencahayaan yang sangat ketat agar dapat mendeteksi dengan benar.
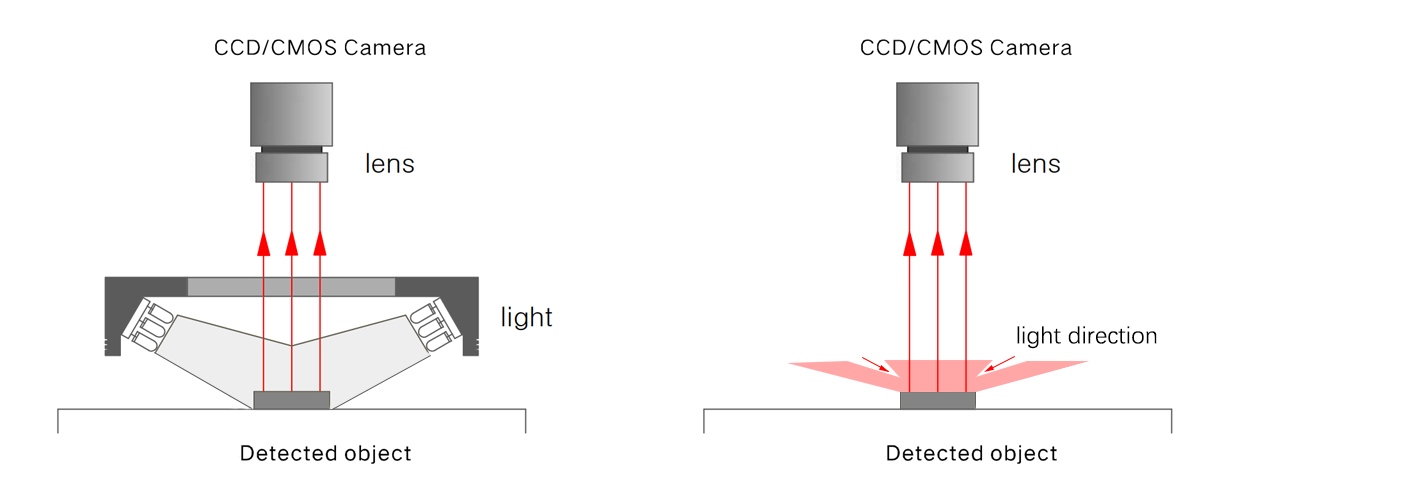
ⅱ. Metode pencahayaan umum untuk inspeksi mesin meliputi empat berikut:
Pencahayaan sejajar sumbu (coaxial), pencahayaan sudut rendah, pencahayaan belakang, dan pencahayaan sudut tinggi. Empat metode pencahayaan ini efektif untuk mendeteksi goresan keras, tetapi untuk produk dengan permukaan berkualitas tinggi, seperti goresan lembut, hasilnya kurang jelas.
Analisis big data menunjukkan bahwa untuk goresan pada permukaan produk, dua solusi utama yang diajukan adalah pencahayaan sudut rendah dan pencahayaan sudut tinggi.
(I) Metode Sudut Rendah
Ketika dua benda bersentuhan dan bergesekan, goresan pada permukaan cenderung terjadi, artinya goresan memiliki arah tertentu.
Dalam mempertimbangkan efek pencahayaan sudut rendah, jika kita menggunakan pencahayaan cahaya sejajar (sejajar dengan goresan), goresan akan menjadi kabur karena cahaya, sehingga efeknya kurang jelas dalam gambar.
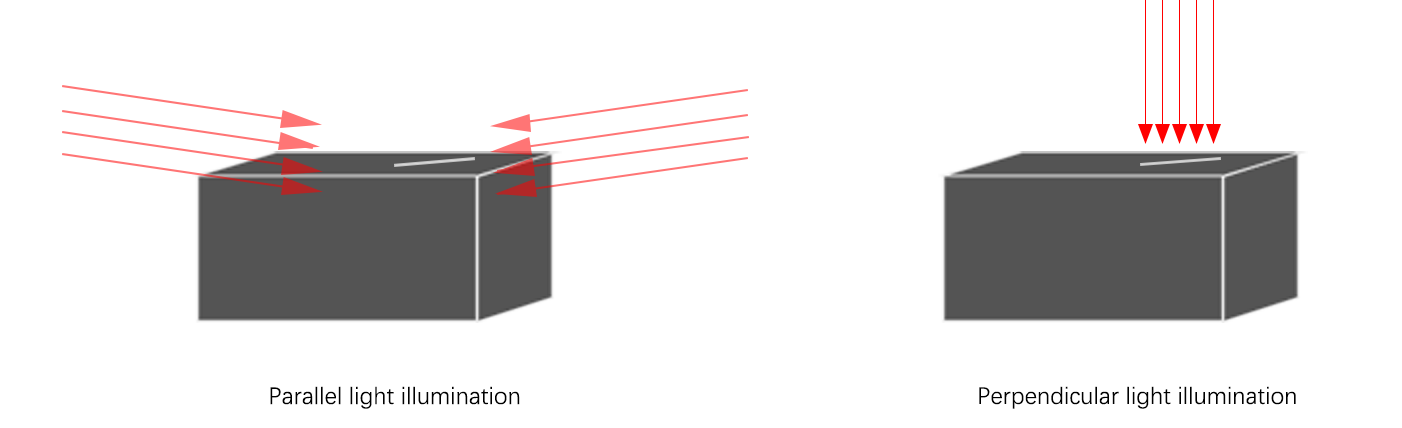
Jika kita menggunakan sekelompok pencahayaan tegak lurus (tegak lurus terhadap goresan), goresan akan menjadi lebih terlihat karena cahaya, sehingga efeknya sangat jelas dalam gambar.
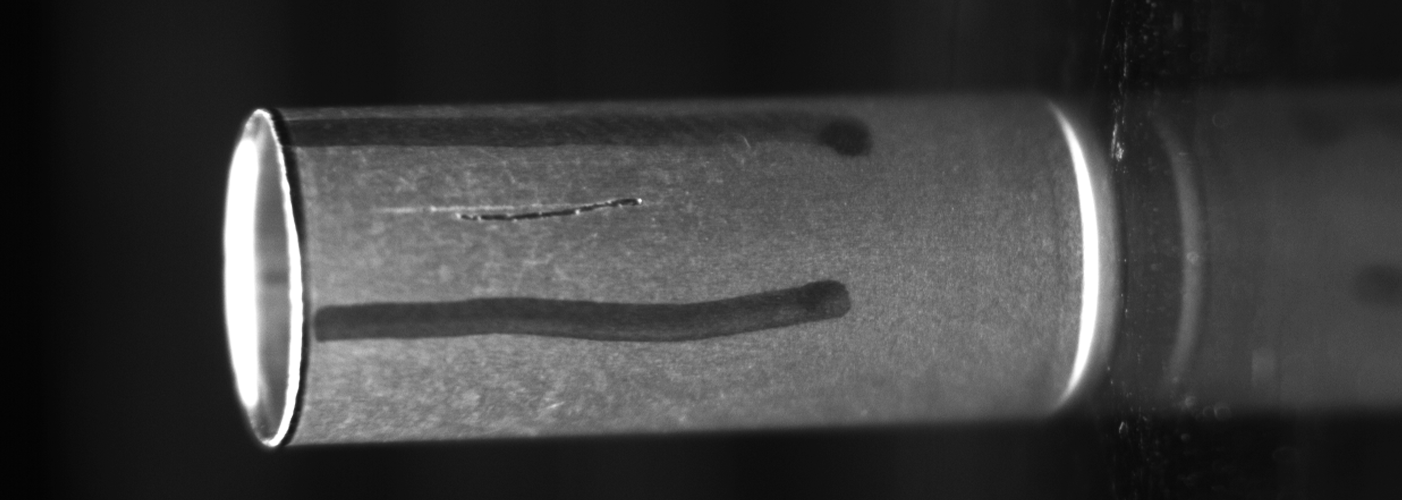
Berdasarkan analisis di atas, kami menggunakan delapan sumber cahaya berbentuk batang untuk mengekspos benda kerja secara bergantian, merancang skema pencahayaan berikutnya.
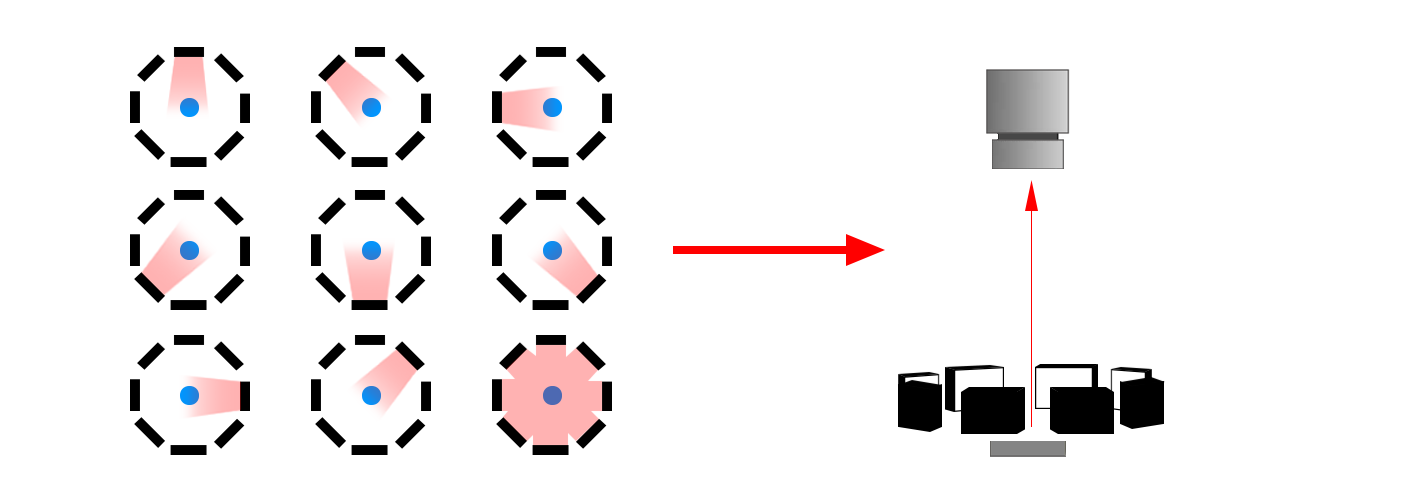
Sumber cahaya cincin terbagi menjadi delapan saluran pengendali, mengekspos secara bergantian, dan delapan kali pengambilan gambar dilakukan secara berturut-turut. Akhirnya, perangkat lunak menggunakan algoritma untuk menumpuk semua cacat, sehingga mampu mendeteksi secara akurat adanya goresan pada permukaan benda kerja sesuai standar tinggi.
Solusi pencitraan ini cocok untuk produk presisi tinggi dengan permintaan ketat terhadap inspeksi permukaan, tetapi tidak cocok untuk produk yang memiliki persyaratan efisiensi sangat ketat.
(II) Metode Sudut Tinggi
Pengalaman menunjukkan bahwa untuk goresan halus di bawah pencahayaan seporos, semakin tinggi jarak kerja sumber cahaya, semakin jelas efek yang dihasilkan.
Namun, untuk sumber cahaya yang sama, jarak kerja yang lebih tinggi juga berarti permukaan pemancar cahaya yang lebih kecil dan penurunan kecerahan sumber cahaya. Mustahil untuk memiliki efek sekaligus praktis secara bersamaan.
Biasanya ,pekerja di pabrik menggunakan pencahayaan lampu fluoresen saat memeriksa informasi pada permukaan produk secara visual. Cahaya lampu fluoresen tersebut dipantulkan secara spekular ke mata mereka.
Untuk benda kerja yang mengalami pemantulan spekular, berdasarkan hukum pemantulan cahaya, metode pencahayaan tertentu digunakan untuk menciptakan efek pemantulan spekular.
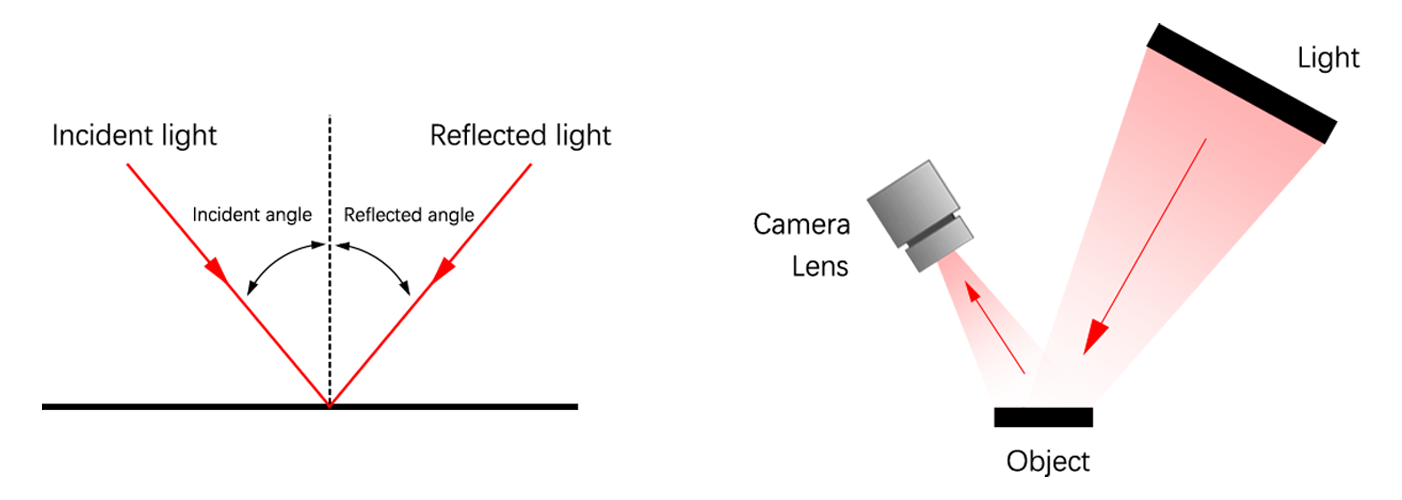
Individu yang teliti akan menyadari bahwa metode inspeksi dengan mata telanjang sering kali melibatkan proyeksi gambar lampu fluoresen ke permukaan produk, lalu mengayunkan produk tersebut sehingga bayangan lampu bergerak di dalamnya.
Dengan cara ini, bintik cahaya menerangi area lokal produk, sehingga memantulkan informasi permukaan dan memungkinkan mata manusia menilai secara jelas apakah produk tersebut memiliki cacat, bahkan cacat yang sangat samar sekalipun mudah terlihat.
Di atas adalah saran solusi pencahayaan berdasarkan visi mesin untuk goresan permukaan. Semoga dapat membantu proyek Anda.





