

Inspeksi Visi Mesin untuk Tanggal Produksi pada Kemasan Produk: Aplikasi dan Solusi Sumber Cahaya untuk Permukaan Berwarna
1. pengantar
Dalam manufaktur dan logistik modern, identifikasi tanggal produksi secara akurat pada kemasan produk sangat kritis untuk memastikan keselamatan produk, kepatuhan terhadap standar regulasi, dan pengelolaan siklus hidup inventaris. Inspeksi manual, yang dulunya merupakan metode utama, rentan terhadap kesalahan manusia, efisiensi rendah, serta biaya tenaga kerja tinggi—keterbatasan yang telah berhasil diatasi oleh sistem visi mesin. Pemeriksaan dengan visi mesin (machine vision inspection/MVI) untuk tanggal produksi memanfaatkan kamera beresolusi tinggi, algoritma pengolahan citra, dan pencahayaan khusus untuk mendeteksi, membaca, serta memverifikasi secara otomatis kode tanggal (misalnya, yang dicetak, ditandai dengan laser, atau semprot tinta) pada kemasan. Salah satu tantangan utama dalam proses ini muncul ketika permukaan kemasan berwarna, karena pigmen dapat memantulkan, menyerap, atau menghamburkan cahaya, sehingga mengurangi visibilitas kode tanggal dan mengurangi akurasi inspeksi. Artikel ini membahas kategori produk utama di mana MVI diterapkan untuk deteksi tanggal serta menjelaskan solusi sumber cahaya khusus yang dirancang untuk mengurangi gangguan dari kemasan berwarna.
2. Kategori Produk Inti untuk Inspeksi Tanggal dengan Mesin Visi
Sistem visi mesin untuk deteksi tanggal produksi banyak digunakan di berbagai industri di mana manajemen masa simpan dan kemampuan penelusuran produk adalah hal wajib. Berikut adalah beberapa area aplikasi yang paling menonjol:
2.1 Industri Makanan dan Minuman
Kemasan fleksibel : Kantong camilan (misalnya keripik, biskuit), bungkus permen, dan kantong makanan beku. Umumnya terbuat dari film plastik berwarna (misalnya merah, biru, atau metalik) yang dapat menyebabkan silau atau penyerapan cahaya.
Wadah Kaku : Botol plastik (misalnya untuk soda, jus), toples kaca (misalnya untuk selai, saus), dan kaleng aluminium (misalnya untuk bir, minuman energi). Plastik berwarna (misalnya hijau untuk botol soda) atau logam buram sering kali menyamarkan kode tanggal yang dicetak dengan tinta berkontras rendah.
Kemasan berbasis kertas : Kotak sereal, kantong roti, dan wadah makanan bawa pulang. Kertas kraft coklat atau karton berpola (dengan grafis mencolok) dapat menciptakan gangguan latar belakang, sehingga sulit membedakan tanggal yang dicetak dengan tinta semprot atau stempel.

2.2 Industri Farmasi dan Perawatan Kesehatan
Farmasi membutuhkan toleransi nol terhadap kesalahan inspeksi tanggal, karena obat kedaluwarsa dapat menimbulkan risiko kesehatan yang serius. MVI digunakan untuk:
Kemasan blister : Kemasan blister berwarna dari aluminium atau plastik untuk pil atau kapsul. Kode tanggal (sering kali diukir dengan laser atau dicetak dengan huruf kecil) dapat tersembunyi karena pigmen atau tekstur kemasan.
Label vial dan ampul : Vial kaca bening atau coklat dengan label kertas atau plastik (dalam warna seperti putih, biru, atau hijau). Tinta yang luntur atau kelengkungan label, ditambah latar belakang berwarna, dapat mengganggu pembacaan kode.
Kemasan perangkat medis : Kemasan steril untuk jarum suntik, perban, atau alat bedah. Film Tyvek atau plastik berwarna (digunakan untuk visibilitas atau branding) dapat menyerap cahaya, sehingga membuat tanggal kedaluwarsa yang dicetak menjadi samar.

2.3 Industri Kosmetik dan Perawatan Diri
Kosmetik (misalnya, krim, sampo, dan parfum) memiliki masa simpan pendek dan persyaratan pelabelan ketat. MVI diterapkan pada:
Tabung dan botol plastik : Botol HDPE atau PET berwarna (misalnya, merah muda untuk lotion, hijau untuk produk organik). Kode tanggal (sering dicetak di bagian bawah atau samping) dapat terhapus akibat warna kemasan jika pencahayaan tidak selaras.
Wadah Kaca : Botol parfum atau serum dengan kaca berwarna (misalnya, amber untuk melindungi bahan aktif). Tanggal yang ditandai dengan laser pada permukaan kaca gelap sangat sulit terdeteksi tanpa pencahayaan yang tepat.

3. Solusi Sumber Cahaya untuk Gangguan dari Kemasan Berwarna
Keberhasilan MVI untuk deteksi tanggal sangat tergantung pada pemilihan sumber cahaya yang tepat—sumber cahaya yang dapat meminimalkan refleksi/penyerapan dari kemasan berwarna dan memaksimalkan kontras antara kode tanggal dan latar belakangnya. Pemilihan sumber cahaya didasarkan pada warna kemasan , jenis kode (dicetak/laser) , dan sifat tinta/pigmen . Berikut ini adalah solusi berbasis bukti untuk skenario kemasan berwarna umum:
3.1 Kemasan Merah: Atasi Penyerapan dengan Cahaya Hijau
Kemasan merah menyerap sebagian besar panjang gelombang cahaya kecuali warna merah, yang dipantulkannya. Ini berarti sumber cahaya merah akan menyebabkan kemasan tampak terang, menghilangkan kode tanggal (terutama jika dicetak dengan tinta merah atau gelap). Untuk mengatasi ini:
Pilih light-emitting diodes (LED) berwarna hijau : Cahaya hijau (panjang gelombang: 520–560 nm) adalah warna komplementer dari merah—kemasan merah menyerap cahaya hijau, sedangkan kode tanggal berwarna gelap (misalnya, tinta hitam) memantulkan cahaya hijau dalam jumlah minimal. Ini menciptakan citra dengan kontras tinggi: kemasan merah tampak gelap (karena penyerapan), dan kode tanggal terlihat sebagai tanda yang jelas dan tajam.
Contoh aplikasi : Untuk kantong camilan plastik berwarna merah dengan tanggal berupa tinta hitam, cincin lampu LED hijau (ditempatkan pada sudut 45° untuk menghindari silau) memastikan permukaan kantong merah menjadi gelap, sehingga kode tanggal hitam mudah terdeteksi oleh kamera.
3.2 Kemasan Biru: Kurangi Silau dengan Cahaya Kuning
Kemasan biru memantulkan cahaya biru dengan kuat, menyebabkan silau yang dapat mengaburkan kode tanggal—terutama jika kemasannya mengkilap (misalnya botol plastik). Sumber cahaya biru akan memperbesar silau ini, sedangkan cahaya kuning (yang merupakan komplementer dari biru) menawarkan solusi optimal:
Gunakan LED kuning (panjang gelombang: 580–595 nm) : Kemasan biru menyerap cahaya kuning, mengurangi silau dan memgelapkan latar belakang. Kode tanggal yang dicetak dengan tinta putih, hitam, atau abu-abu akan memantulkan cahaya kuning secara berbeda dibandingkan kemasan, menciptakan kontras yang jelas.
Gunakan juga polarisator : Untuk plastik biru mengkilap (misalnya botol sampo), kombinasikan LED kuning dengan filter polarisasi. Filter ini menghilangkan refleksi spesular (silau) dari permukaan kemasan, memastikan kamera hanya menangkap cahaya tersebar dari kode tanggal.
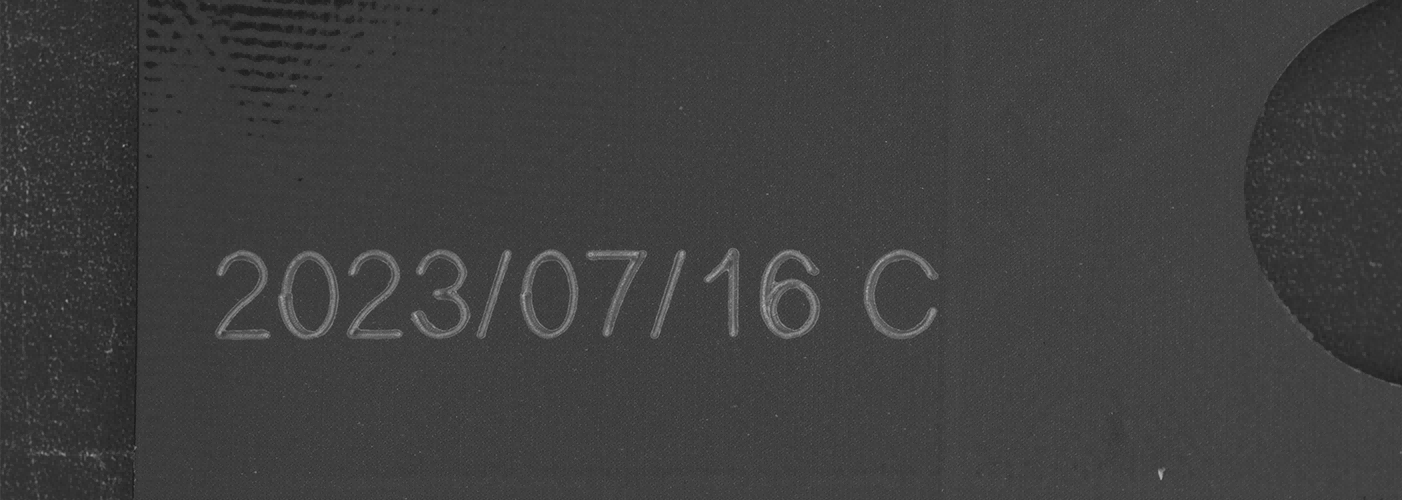
3.3 Kemasan Hitam atau Berwarna Gelap: Tingkatkan Kontras dengan Cahaya Putih atau Infra Merah (NIR)
Paketan berwarna hitam atau coklat tua (misalnya kaleng bir, kotak coklat) menyerap sebagian besar cahaya tampak, sehingga kode tanggal cetak (sering kali menggunakan tinta terang seperti putih atau kuning) sulit dibedakan. Ada dua solusi yang efektif:
Lampu LED putih dengan difusor : Cahaya putih memancarkan spektrum panjang gelombang yang lengkap, dan difusor membuat cahaya menjadi lebih lembut untuk menghindari hotspot. Paketan gelap menyerap sebagian cahaya putih, tetapi tinta berwarna terang memantulkannya dengan kuat—menghasilkan gambar dengan kontras tinggi di mana kode tanggal tampak terang di atas latar belakang gelap. Solusi ini bekerja dengan baik untuk kode hasil cetak tinta (ink-jet) atau tercetak pada karton hitam (misalnya kotak sereal).
Cahaya near-infrared (NIR) (panjang gelombang: 700–1100 nm) : Untuk kode yang ditandai dengan laser pada plastik gelap atau logam (misalnya, kaleng aluminium hitam), cahaya NIR sangat ideal. Penandaan laser mengubah tekstur permukaan kemasan (bukan menambahkan tinta), dan cahaya NIR menyoroti perbedaan tekstur ini—bahkan jika kemasan dan kode berwarna sama dalam cahaya tampak. NIR juga mampu menembus ketidaksempurnaan permukaan minor (misalnya, goresan pada botol gelap) yang dapat mengganggu inspeksi dengan cahaya tampak.
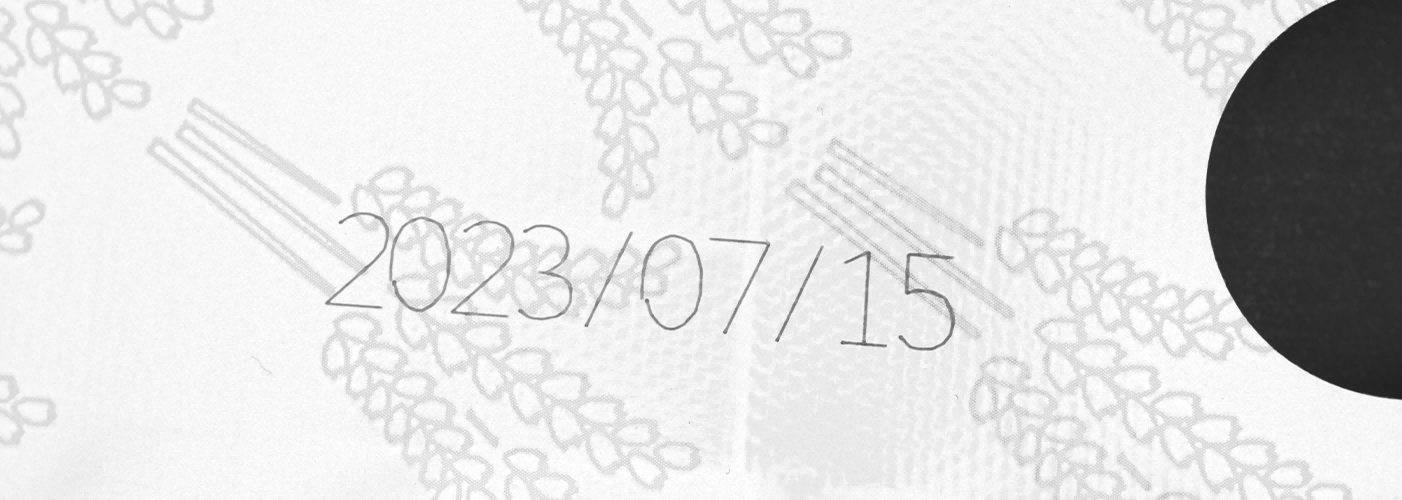
3.4 Plastik Transparan atau Berwarna: Kurangi Refraksi dengan Lampu Koaksial
Plastik transparan atau sedikit berwarna (misalnya, botol minuman bening, botol pil warna amber) menyebabkan refraksi cahaya—membelokkan sinar cahaya saat melewati kemasan, yang menyebabkan distorsi bentuk kode tanggal. Untuk mengatasi hal ini:
Lampu koaksial (sumber cahaya paralel) : Lampu koaksial memancarkan cahaya sepanjang sumbu yang sama dengan lensa kamera, meminimalkan refraksi dengan memastikan cahaya melewati kemasan transparan secara lurus. Untuk plastik berwarna (misalnya vial kaca amber), pasangkan lampu koaksial dengan panjang gelombang yang sesuai dengan reflektivitas tinta. Sebagai contoh, plastik amber menyerap cahaya biru tetapi meneruskan cahaya kuning—oleh karena itu cahaya koaksial kuning akan melewati plastik dan memantul dari kode tanggal tinta putih, menjadikannya terlihat jelas.
Contoh aplikasi : Untuk botol air plastik bening dengan tanggal cetak berwarna hitam di bagian bawahnya, cahaya koaksial putih menghilangkan refraksi dari permukaan botol yang melengkung, memastikan kode tanggal terlihat tajam dan tidak terdistorsi dalam gambar kamera.
4. Kesimpulan
Inspeksi visi mesin telah menjadi hal yang tidak terpisahkan untuk memastikan deteksi tanggal produksi yang akurat di industri makanan, farmasi, dan kosmetik, di mana kepatuhan terhadap regulasi dan keselamatan produk sangat penting. Namun, kemasan berwarna tetap menjadi tantangan utama karena kemampuannya menyerap, memantulkan, atau menghamburkan cahaya—yang mengurangi keterbacaan kode. Dengan memilih sumber cahaya berdasarkan warna komplementer (misalnya, hijau untuk kemasan merah, kuning untuk kemasan biru), memanfaatkan cahaya NIR untuk permukaan gelap, serta menggunakan lampu seporos untuk bahan transparan, produsen dapat menghilangkan gangguan dan mencapai inspeksi tanggal yang andal serta akurat. Seiring dengan semakin kompleksnya desain kemasan (misalnya, finishing metalik, grafis berwarna-warni), perkembangan masa depan dalam sistem pencahayaan adaptif—yang dilengkapi AI untuk menyesuaikan secara otomatis panjang gelombang dan intensitas cahaya—akan semakin meningkatkan efisiensi dan keandalan deteksi tanggal dengan visi mesin.





