

Proses Pemilihan Produk dari Proyek Visi Mesin
Apakah Anda tahu langkah-langkah apa yang terlibat dalam proses pemilihan proyek visi yang komprehensif? Hari ini, kita akan menjelajahi cara memilih komponen untuk proyek visi mesin.
- Dapatkan Persyaratan Pelanggan
Ketika kami menerima sampel deteksi, apa yang harus kita lakukan pertama kali? Tentu saja, itu adalah berkomunikasi dengan pelanggan tentang kebutuhan mereka, karena proyek harus berusaha memenuhi kebutuhan pelanggan sebanyak mungkin. Dengan memahami persyaratan deteksi spesifik melalui komunikasi, kita bisa membuat pilihan pertama berdasarkan apakah objek tersebut statis atau dinamis - yaitu, memilih global atau rolling shutter dari kamera industri. Pada akhirnya, untuk memotret objek dinamis, diperlukan global shutter.
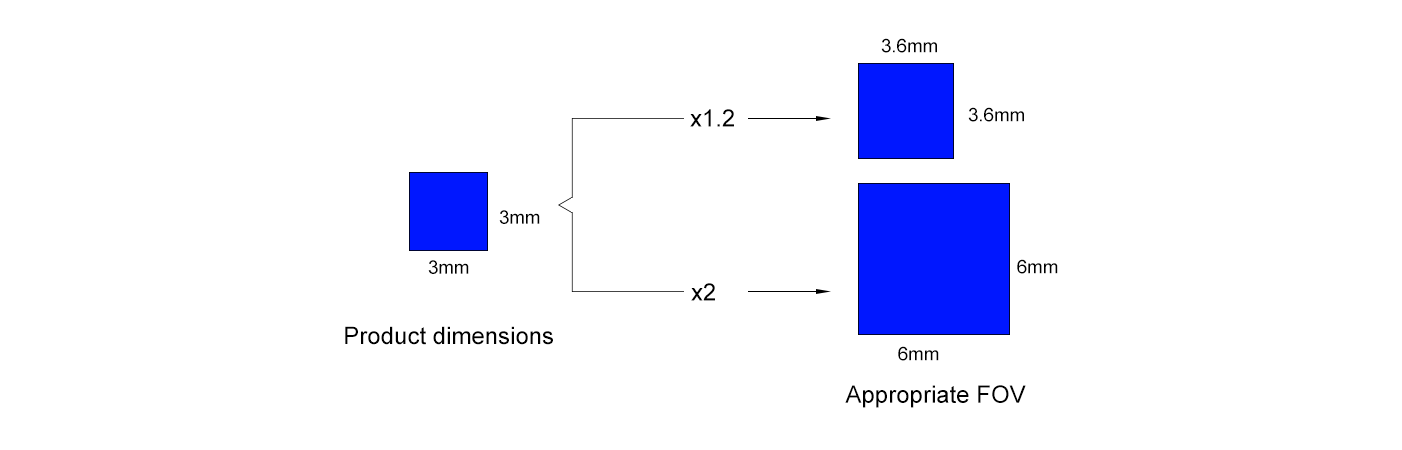
- Tentukan Bidang O pandangan (FOV)
Selanjutnya, kita perlu menentukan ukuran FOV yang sesuai berdasarkan dimensi produk. Untuk sebuah gambar, FOV pengimajan kamera umumnya paling cocok jika 1,2 hingga 2 kali ukuran produk.
- Pilih yang Sesuai Industri Lensa
Diketahui bahwa lensa kamera industri meliputi lensa telepusat dan lensa FA (Factory Automation), dan metode perhitungan FOV untuk lensa yang berbeda bervariasi, sehingga kita perlu menganalisis situasi tertentu. Namun, karena perhitungan FOV tidak terpisahkan dari ukuran sensor, kita harus menghitung dimensi sensor terlebih dahulu.

Ukuran sensor dihitung dengan mengalikan resolusi dengan ukuran piksel. Ambil contoh kamera industri beresolusi 1,3 megapiksel:
•Lebar sensor = 1280 × 4,8 μm = 6,144 mm
• Tinggi sensor = 1024 × 4.8 μm = 4.915 mm
Untuk lensa telecentric, FOV dihitung sebagai ukuran sensor dibagi dengan pembesaran lensa. Menggunakan kamera yang sama dengan lensa telecentric 0.5×:
• Lebar pengimajan = 6.144 mm ÷ 0.5 = 12.288 mm
• Tinggi pengimajan = 4.915 mm ÷ 0.5 = 9.83 mm
Untuk lensa industri FA, perhitungan FOV adalah ukuran sensor × jarak kerja ÷ panjang fokus. Menggunakan kamera yang sama dengan jarak kerja 100 mm dan panjang fokus 8 mm:
• Lebar horizontal = 6.144 mm × 100 ÷ 8 = 76.8 mm
• Tinggi horizontal = 4.915 mm × 100 ÷ 8 = 61.4 mm
Semua perhitungan ini bertujuan untuk memilih kamera dan lensa yang sesuai berdasarkan FOV dan presisi yang diperlukan. Oleh karena itu, langkah berikutnya adalah menghitung presisi kamera.
- Hitung Industri Presisi Kamera
Untuk lensa teleentrik, presisi teoritis kamera sama dengan ukuran piksel dibagi dengan pembesaran lensa teleentrik. Melanjutkan contoh sebelumnya (lensa teleentrik 0.5×):
• Presisi teoritis = 4.8 μm ÷ 0.5 = 9.6 μm
Untuk lensa industri FA, presisi teoritis dihitung sebagai FOV ÷ resolusi. Ketika FOV adalah 72 mm:
• Presisi teoritis = 72 mm ÷ 1280 = 0.056 mm
Yang di atas adalah presisi teoritis, dan sering kali ada perbedaan yang signifikan antara teori dan praktik. Oleh karena itu, presisi aktual memerlukan perhitungan lebih lanjut. Sebagai contoh:
Dengan pencahayaan depan, presisi sebenarnya adalah 3 hingga 5 kali lipat dari presisi teoretis.
Dengan pencahayaan backlighting visi mesin, presisi sebenarnya dapat mencapai 1 hingga 2 kali lipat dari presisi teoretis.

Presisi yang lebih tinggi dapat dicapai jika algoritma dapat melakukan interpolasi sub-piksel.
Seperti yang kita ketahui, pencahayaan sangat penting untuk pemeriksaan visual - pencahayaan yang baik dapat membuat setengah dari kesuksesan proyek visual. Oleh karena itu, diperlukan untuk memilih sumber cahaya dengan ukuran yang sesuai untuk uji pencahayaan. Misalnya:
Untuk lampu cincin visi mesin, lampu permukaan, atau lampu mangkuk, ukuran sumber cahaya umumnya 10% hingga 20% lebih besar dari FOV.
Untuk lampu batang visi mesin, panjang sumber cahaya umumnya 20% hingga 30% lebih panjang dari FOV.
Di atas adalah proses pemilihan komponen lengkap untuk proyek visi mesin. Dengan mengikuti langkah-langkah ini, kita dapat dengan cepat menentukan produk yang dibutuhkan untuk proyek tersebut. Atau, Anda bisa meninggalkan pesan kepada kami, dan kami akan membantu Anda memilih produk yang paling sesuai untuk kebutuhan proyek Anda.





