

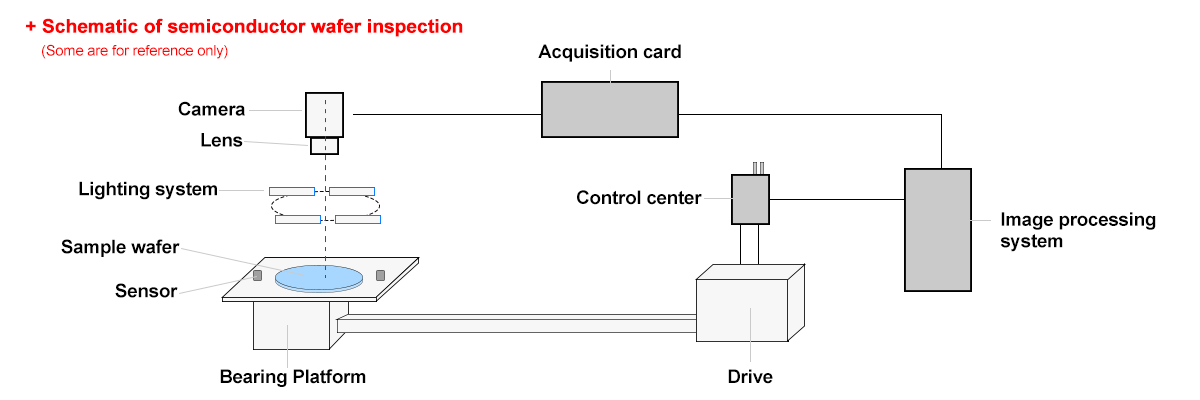
Le migliori soluzioni di telecamere per visione artificiale per il controllo qualità automatizzato
Perché le prestazioni della telecamera per visione artificiale determinano l'accuratezza dell'ispezione
Risoluzione e densità dei pixel: rilevamento di difetti sub-millimetrici alla velocità di produzione
Una migliore risoluzione significa che possiamo individuare difetti minuscoli più piccoli di un millimetro, a volte piccoli come 1,5 micrometri, perché semplicemente ci sono più pixel compressi nell'area del sensore. Tuttavia, avere solo una risoluzione elevata non è sufficiente di per sé. Perché le ispezioni basate sull'intelligenza artificiale funzionino al meglio, le caratteristiche analizzate devono coprire circa 5-10 pixel. Questo crea il punto ottimale in cui viene catturato un dettaglio sufficiente senza rallentare troppo l'elaborazione. Andare oltre questo intervallo fa semplicemente accumulare i dati più rapidamente senza migliorare realmente la nostra capacità di distinguere pezzi buoni da quelli difettosi, il che può effettivamente rallentare le linee di produzione. I sensori CMOS con otturatore globale attuali raggiungono piuttosto bene questo punto ottimale, riuscendo a identificare difetti con un'accuratezza di circa il 99% mantenendo comunque il ritmo necessario per elaborare centinaia di elementi ogni singolo minuto. Ciò che conta maggiormente non è necessariamente il numero di megapixel della fotocamera, ma ottenere il numero giusto di pixel sia per i dettagli più piccoli che dobbiamo vedere sia per la velocità con cui si muove la linea di montaggio.
Frequenza dei fotogrammi e sincronizzazione del trigger: eliminazione dello sfocamento del movimento nelle linee ad alta velocità
Lo sfocamento del movimento continua a causare la maggior parte dei difetti non rilevati su quelle linee di produzione veloci, anche quando le aziende installano sensori ultra ad alta risoluzione. Quando la linea funziona a oltre 1.000 pezzi all'ora, la telecamera deve catturare ogni oggetto in meno di 20 millisecondi solo per mantenere i bordi sufficientemente nitidi. È qui che entrano in gioco le telecamere con otturatore globale sincronizzate tramite encoder. Queste telecamere bloccano il tempo di esposizione esattamente sulla posizione del pezzo sul nastro trasportatore, mantenendo così i tassi di rilevamento intorno al 98,5% anche alla massima velocità. La differenza è notevole rispetto ai vecchi sistemi privi di sincronizzazione. Le fabbriche nel settore della produzione automobilistica e dell'assemblaggio elettronico registrano una riduzione di circa l'80% degli allarmi falsi dopo l'aggiornamento. Ha senso, dato che questi settori lavorano con componenti misurati in micron, quindi non c'è letteralmente spazio per approssimazioni o errori.
Confronto tra le principali piattaforme di telecamere per visione artificiale nell'ispezione industriale
Basler ace 2 vs. FLIR Blackfly S: Confronto reale su precisione, stabilità e supporto SDK
La serie Basler Ace 2 sfrutta quegli ottimi sensori Sony Pregius che riescono effettivamente a ridurre la ripetibilità della misurazione a meno di 0,1 pixel, anche in presenza di ogni genere di vibrazioni industriali. Inoltre, queste telecamere mantengono una stabilità del guadagno piuttosto impressionante, rimanendo entro ±0,05 percento nonostante variazioni di temperatura fino a 15 gradi Celsius. Ciò che davvero spicca è il loro SDK Pylon, che funziona così bene con bracci robotici e reti PLC, rendendole assolutamente perfette per linee di produzione ad alta velocità che superano i 200 fotogrammi al secondo. D'altro canto, i modelli FLIR Blackfly S hanno i loro trucchi con un processore d'immagine proprietario che riduce gli artefatti di movimento di circa il 40% su nastri trasportatori estremamente veloci. E non dimentichiamo lo SDK Spinnaker, che supporta diversi linguaggi di programmazione tra cui Python, C# e .NET. Entrambi i sistemi di telecamere gestiscono senza problemi compiti di ispezione per wafer semiconduttori e componenti delle batterie dei veicoli elettrici, ma differiscono in condizioni specifiche. Basler tende a prestare meglio in termini di stabilità termica e meccanica quando viene implementata su larga scala, mentre FLIR si distingue in situazioni di illuminazione estremamente scarsa, fornendo risultati eccellenti anche a livelli di luce inferiori a 0,1 lux.
Telecamere intelligenti (Cognex Insight, Keyence CV-X) rispetto ai sistemi di visione artificiale basati su PC
Le telecamere intelligenti di marchi come Cognex Insight e Keyence CV-X velocizzano davvero i processi. Per semplici controlli dimensionali, questi dispositivi possono essere operativi in poco meno di due giorni poiché sono dotati di processori integrati e hanno già programmato i più comuni modelli di difetti. Inoltre, permettono un risparmio di circa il 30% sui costi di cablaggio quando utilizzate singolarmente nelle postazioni di lavoro, un vantaggio notevole per le fabbriche in cui ogni centimetro conta. Dall'altro lato, i sistemi informatici collegati a server GPU potenti offrono ai produttori circa cinque volte la potenza di elaborazione necessaria per compiti più complessi, come l'individuazione di difetti superficiali sottili, la misurazione tridimensionale degli oggetti da diversi angoli o l'adattamento dei modelli durante il funzionamento continuo delle operazioni. Queste configurazioni consentono alle aziende di gestire contemporaneamente oltre cinquanta prodotti diversi attraverso reti con più telecamere, una capacità fondamentale quando si tratta di produzioni variabili. È vero che le telecamere intelligenti semplificano l'avvio del controllo qualità, ma i sistemi basati su computer risultano insuperabili quando si tratta di crescere insieme alle esigenze aziendali, adattare rapidamente gli algoritmi e soddisfare elevate richieste computazionali.
Come selezionare la telecamera per visione artificiale più adatta alla tua applicazione di controllo qualità
Un framework pratico per le decisioni: allineare le specifiche della telecamera con le tolleranze del prodotto, la velocità della linea e i vincoli di illuminazione
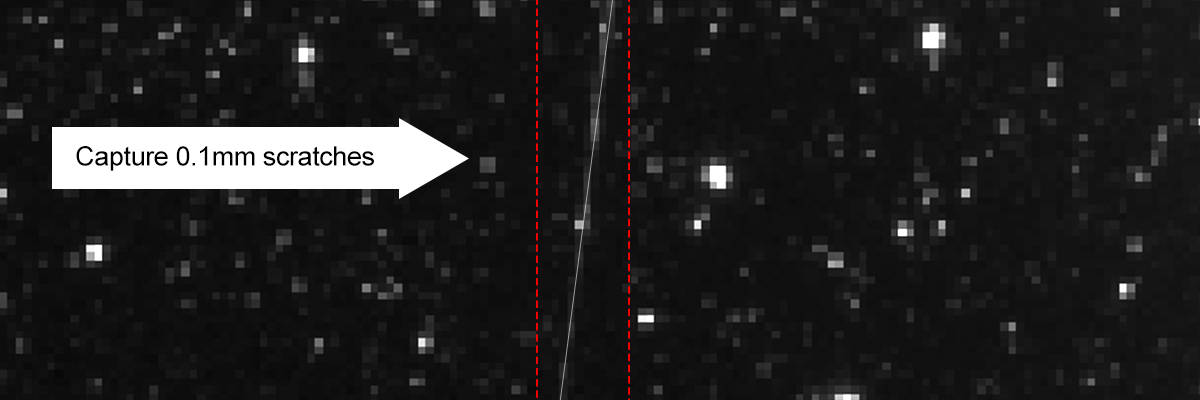
Quando si analizza il rilevamento dei difetti, iniziare dal difetto più piccolo che è necessario individuare. Prendere quella dimensione, ad esempio un graffio di 0,1 mm, e dividerla per quanto suggerito dall'industria, ovvero 3-4 pixel per caratteristica. Questo fornisce una base per i requisiti di risoluzione. Anche la velocità del nastro trasportatore è importante. Se gli oggetti si muovono a velocità superiori a 1 metro al secondo, sono necessari sensori con otturatore globale in grado di garantire frame rate superiori a 120 fps. E quando la produzione supera i 200 pezzi al minuto, il tempo di esposizione deve rimanere inferiore a mezzo millisecondo, altrimenti le immagini diventano sfocate. Le condizioni di illuminazione rappresentano un'altra sfida a sé stante. In ambienti poco illuminati, cercare telecamere con efficienza quantistica superiore al 75% e gamma dinamica oltre i 70 dB, in modo che le immagini mantengano contrasto e nitidezza. Seguire questo approccio nei tre k in ·aree focali aiuta a garantire che le telecamere individuino effettivamente quei piccoli difetti nella pratica, non solo nelle specifiche teoriche. Mantiene i costi ragionevoli senza sacrificare le prestazioni che funzionano giorno dopo giorno sul pavimento di fabbrica.
Pronto ad elevare il tuo controllo qualità automatizzato?
Non accontentarti di telecamere predefinite che possono perdere difetti critici o rallentare la tua linea. Le soluzioni personalizzate di visione artificiale di HIFLY sono progettate sulle tue esatte esigenze di controllo qualità—sia che tu debba rilevare difetti di 1,5μm, ispezionare oltre 200 componenti al minuto, o operare in ambienti difficili.
Contatta HIFLY oggi stesso per una consulenza gratuita: il nostro team valuterà il tuo flusso di lavoro, consiglierà le specifiche più adatte e fornirà un campione personalizzato in soli 3 giorni. Costriamo insieme un sistema di controllo qualità che cresca con la tua azienda e garantisca un'accuratezza di rilevamento dei difetti superiore al 99%—ogni volta.





