

Tipi di illuminazione per visione artificiale: come selezionare l'illuminazione migliore
Scegliere quello giusto luce di visione artificiale è un pilastro fondamentale per ispezioni affidabili: un’illuminazione inadeguata comporta difetti non rilevati, rifiuti ingiustificati e riduzione del ritorno sull’investimento (ROI). HIFLY Technology (Shenzhen), fornitore globale di soluzioni per visione artificiale da 15 anni, offre un’ampia gamma di prodotti di illuminazione per uso industriale, certificati ISO 9001:2015, servendo clienti in oltre 30 paesi. Di seguito analizziamo i principali tipi di illuminazione per visione artificiale, i criteri critici di selezione e le applicazioni pratiche, per aiutarvi a prendere decisioni informate.
Principali tipi di illuminazione per visione artificiale e le loro funzioni ottiche
Luci a barra, ad anello e piane: geometria, copertura ed enfasi sui bordi
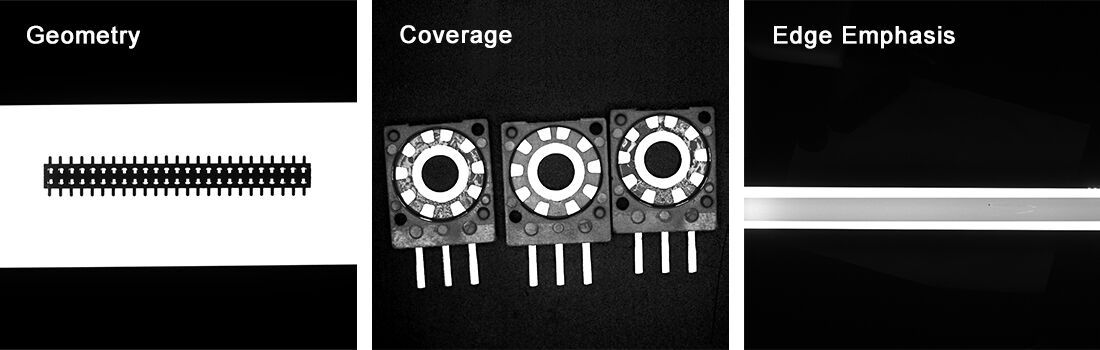
Le luci a barra emettono una luce focalizzata, particolarmente efficace per rilevare difetti lineari e far risaltare i bordi durante ispezioni su nastri trasportatori. Le luci ad anello circondano le lenti in configurazione circolare, fornendo un’illuminazione frontale uniforme che riduce le ombre sugli oggetti rotondi e facilita l’individuazione di componenti di piccole dimensioni. Le luci a pannello piatto diffondono la luce in modo omogeneo sulle superfici, riducendo così i riflessi su componenti elettronici lucidi e migliorando la probabilità di rilevare difetti superficiali come graffi. Uno studio recente condotto da ingegneri ottici nel 2024 ha dimostrato che l’uso di queste luci con forme specializzate aumenta effettivamente la visibilità dei bordi di circa il 28% rispetto alle condizioni di illuminazione standard. Questo tipo di miglioramento è estremamente rilevante nei contesti di controllo qualità, dove la mancata rilevazione di dettagli può comportare costi significativi per le aziende.
Luci retroilluminate, a linea e a cupola: soluzioni per la trasparenza, la forma tridimensionale e le superfici speculari
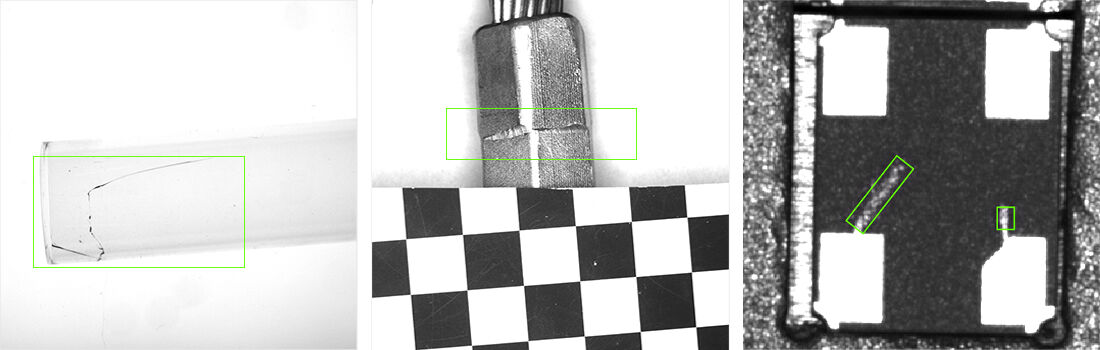
Quando si lavora con materiali trasparenti o semi-trasparenti, come fiale di vetro, le retroilluminazioni aiutano a mettere in evidenza il contenuto interno. Rendono visibili quelle piccolissime bolle e le differenze di spessore che rivestono un’importanza fondamentale per il controllo qualità nella produzione farmaceutica. Vi sono poi questi generatori di linea che proiettano schemi laser sulle superfici. Ciò che fanno, in sostanza, è mappare tridimensionale forme che aiutano i tecnici a controllare i cordoni di saldatura e misurare con precisione le dimensioni. Per le superfici lucide, dove i riflessi possono rappresentare un problema, entrano in gioco le luci a cupola. Queste luci speciali diffondono la luce da più angolazioni, garantendo un’illuminazione uniforme priva di ombre. Ciò fa tutta la differenza quando si tratta di individuare graffi microscopici su metalli lucidati o finiture della carrozzeria automobilistica che appaiono perfette ma potrebbero nascondere difetti. Alcuni test effettuati in fabbriche di semiconduttori hanno rivelato addirittura un dato interessante: utilizzando un’illuminazione a cupola polarizzata durante l’ispezione di superfici specchiate di wafer, i produttori hanno registrato una riduzione del circa 19% dei rigetti falsi. Niente male, per migliorare l’efficienza senza compromettere gli standard.
Criteri critici di selezione per le prestazioni dell’illuminazione per visione artificiale
Angolo, posizione e diffusione: controllo del contrasto, delle ombre e della visibilità delle caratteristiche
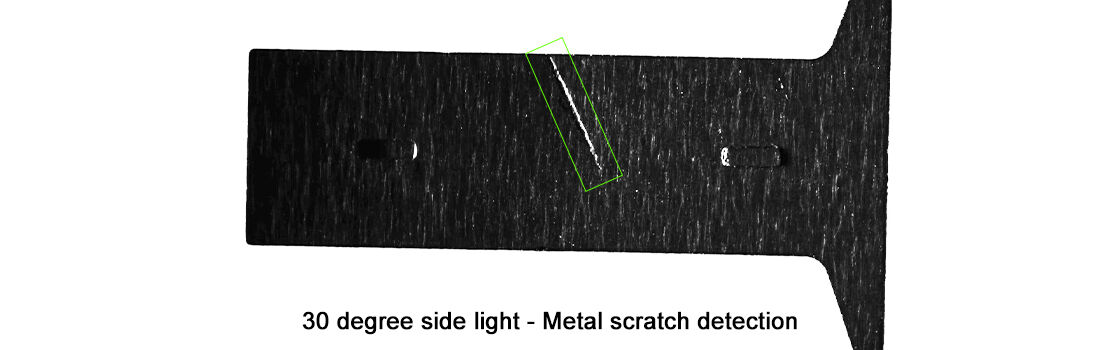
Il modo in cui la luce colpisce un oggetto può fare la differenza tra vedere chiaramente i dettagli o non vederli affatto. Quando parliamo di illuminazione frontale, questa tende effettivamente a far risaltare maggiormente quei piccoli difetti sulle superfici metalliche, come ad esempio i graffi. L’illuminazione laterale, angolata tra trenta e quarantacinque gradi, evidenzia invece meglio le texture, motivo per cui risulta particolarmente efficace durante i processi di ispezione delle saldature su schede a circuito stampato (PCB). Una luce diffusa trasforma quelle fastidiose aree di riflessione abbagliante in informazioni utili. Le luci a cupola funzionano egregiamente su quei complessi componenti curvi dell’automobile, dove le zone troppo luminose rovinerebbero normalmente l’intera ispezione, fornendo – secondo quanto riferito dalla maggior parte degli operatori del settore – misurazioni migliorate di circa il percento. Posizionare le luci nel punto esatto riduce i problemi causati dalle ombre, che altrimenti porterebbero a rifiuti errati. Per gli oggetti piani, l’illuminazione coassiale risulta generalmente molto efficace. L’illuminazione retrostante genera contorni netti, utili per misurare con precisione le dimensioni. Tuttavia, se la diffusione della luce non è corretta, all’improvviso ci si ritrova a impiegare tempo extra per risolvere problemi derivanti da condizioni di illuminazione inadeguate, arrivando talvolta a sprecare quasi un quarto dell’intero sforzo di elaborazione.
Selezione della lunghezza d’onda (UV–Visibile–IR): miglioramento del contrasto specifico per materiale e conformità normativa
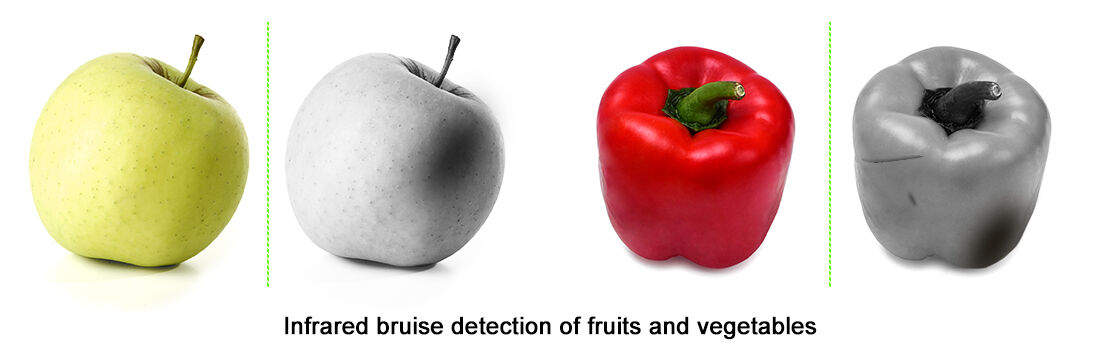
La reazione di diversi materiali determina quali lunghezze d’onda risultano più efficaci per le attività ispettive. Prendiamo, ad esempio, la luce UV a 365 nanometri, che ad esempio, può rilevare quei fastidiosi contaminanti, come i residui di adesivi su apparecchiature mediche. Nel frattempo, l’infrarosso a circa 850 nm penetra negli strati dell’imballaggio, consentendo di verificare il contenuto dei prodotti alimentari senza doverli aprire. Per quanto riguarda i colori della luce visibile, alcune tonalità generano un contrasto migliore rispetto ai difetti. La luce blu a circa 470 nm fa risaltare chiaramente le imperfezioni arancioni sulle wafers di semiconduttori, migliorando la nostra capacità di rilevare anomalie rispetto all’illuminazione bianca standard. I produttori devono conformarsi alla norma IEC 62,471linee guida sulla sicurezza relative alla protezione degli occhi durante il lavoro con luce infrarossa (IR) nelle loro linee di produzione. Anche agricoltori e operatori del confezionamento traggono vantaggio dalla tecnologia a infrarossi vicini (NIR), poiché questa consente di rilevare ammaccature nella frutta e nella verdura che nessuno riuscirebbe a notare a occhio nudo. Tuttavia, alcuni materiali sono sensibili al calore, in particolare diversi tipi di film plastici; pertanto, un controllo accurato sia dell’esposizione ai raggi UV sia a quelli IR diventa essenziale durante i controlli di qualità per evitare di danneggiare gli oggetti che si intende ispezionare.
In che modo l’illuminazione influisce direttamente sull’accuratezza del rilevamento e sul ROI
Quantificazione dei miglioramenti della qualità dell’immagine: rapporto di contrasto, rapporto segnale-rumore (SNR) e incremento del rilevamento dei difetti
Un’illuminazione ottimale per la visione artificiale migliora le metriche fondamentali di acquisizione immagini:
- Rapporto di contrasto aumenta del 30–60% con un’illuminazione direzionale, rendendo più evidenti microfessure e lievi anomalie superficiali rispetto allo sfondo.
- Rapporto segnale-rumore (SNR) migliora di 15 dB con un’illuminazione uniforme, riducendo la granulosità nelle ispezioni ad alta velocità.
- Incremento del rilevamento dei difetti raggiunge il 40% nella validazione di componenti automobilistici quando si combinano retroilluminazioni con acquisizione multi-asse. Un contrasto e un rapporto segnale-rumore (SNR) superiori consentono agli algoritmi di identificare anomalie inferiori al millimetro, oltre le capacità visive umane.
Costo di un’illuminazione inadeguata: rifiuti falsi, ritravagli e fermo del sistema (dati AIA 2023)
Un’illuminazione insufficiente innescava guasti operativi a catena:
- Rifiuti falsi aumentano del 22% in presenza di lunghezze d’onda non uniformi, causando lo scarto ingiustificato di componenti funzionanti.
- Costi di ritravaglio assorbono il 18% dei budget produttivi quando i riflessi nascondono difetti nelle saldature.
- Fermo del Sistema ammonta in media a 15.000 USD/ora durante la ricalibrazione—spesso dovuta alla deriva termica degli array LED (AIA 2023). Complessivamente, questi errori riducono il ROI del 34% su 200 siti produttivi analizzati. L’ottimizzazione proattiva dell’illuminazione evita perdite stimate pari a 740.000 USD/anno nell’assemblaggio elettronico ad alto volume.
Benchmark di applicazioni reali: abbinamento tra illuminazione per visione artificiale e esigenze industriali
Il vero valore delle configurazioni ottiche diventa evidente analizzando i risultati specifici ottenuti in settori industriali in cui l’illuminazione personalizzata risolve problemi di ispezione unici. Prendiamo ad esempio gli stabilimenti automobilistici: l’illuminazione a cupola elimina quei fastidiosi riflessi sulle parti curve, consentendo agli operatori di verificare correttamente i cordoni di saldatura. Studi dimostrano che questo approccio individua difetti circa il 40% in più rispetto all’illuminazione standard utilizzata negli ambienti produttivi durante i controlli qualità. Nel settore della produzione elettronica, invece, si impiegano luci coassiali speciali che emettono luce blu a una lunghezza d’onda di 470 nm per rilevare le minime connessioni saldate sulle schede a circuito stampato. Questa tecnica riduce gli allarmi falsi di circa il 32%, come confermato da recenti test industriali effettuati lo scorso anno. E non dimentichiamo neppure le operazioni nel settore della lavorazione alimentare: tali impianti installano illuminatori posteriori industriali con grado di protezione IP69K e funzionalità aggiuntive UV per individuare qualsiasi corpo estraneo all’interno di confezioni trasparenti, rispettando al contempo i rigorosi requisiti igienici stabiliti dalle autorità di regolamentazione.
Quando si tratta di sistemi di verifica dell'imballaggio, il ritorno sull'investimento diventa piuttosto evidente analizzando come viene ottimizzata l'illuminazione. Le barre luminose direzionali fanno davvero la differenza nella lettura del riconoscimento ottico dei caratteri (OCR) su superfici difficili, come etichette stropicciate o fogli metallici lucidi. Queste luci specializzate raggiungono un tasso di lettura al primo tentativo pari a circa il 99,7% nei processi di serializzazione farmaceutica, rispetto all’85–90% ottenuto con configurazioni di illuminazione standard. Nel settore della produzione tessile, le aziende segnalano un miglioramento della velocità di ispezione pari a circa il 27%, grazie a quegli array LED multiangolari in grado di rilevare difetti nella trama del tessuto che, altrimenti, passerebbero inosservati sotto le normali condizioni di illuminazione degli stabilimenti. Consultare i dati riportati nella tabella sottostante, che illustrano questi miglioramenti in diversi settori industriali.
|
Settore |
Soluzione di illuminazione |
Miglioramento metrica chiave |
Impatto sulla Conformità |
|
Automobilistico |
Cupola + Array diffuso |
rilevamento difetti del 40% |
Allineamento IATF 16949 |
|
Elettronica |
Coassiale + Blu a 470 nm |
rifiuti falsi del 32% |
Validazione IPC-A-610 |
|
Prodotti farmaceutici |
Barra direzionale + IR |
accuratezza di lettura del 99,7% |
Conformità FDA 21 CFR Parte 11 |
|
Trasformazione alimentare |
Illuminazione UV posteriore + campo scuro |
rilevamento del 50% dei contaminanti |
Certificazione HACCP |
Questi parametri di riferimento confermano che la selezione della luce a luce strutturata—e non semplicemente la massima luminosità—garantisce miglioramenti misurabili dell’accuratezza, rispondendo nel contempo ai quadri normativi applicabili a ciascun settore. La configurazione ottimale della luce per visione artificiale deriva da requisiti misurabili di potenziamento delle caratteristiche, anziché da specifiche generali, dimostrando che un’ottica personalizzata per l’applicazione trasforma l’affidabilità dell’ispezione.
Pronto a ottimizzare l’illuminazione per la vostra visione artificiale?
La giusta illuminazione per visione artificiale trasforma l’ispezione da un centro di costo a un vantaggio competitivo: il successo dipende dall’allineamento tra tipo di luce, angolo di illuminazione e lunghezza d’onda, da un lato, e materiale, compito ed ambiente, dall’altro. Per indicazioni personalizzate o per accedere a soluzioni industriali di illuminazione (incluse opzioni specifiche per lunghezza d’onda e versioni rinforzate), collaborare con un fornitore dotato di comprovata esperienza nel settore.
HIFLY 15 anni di esperienza nella visione artificiale—dalle luci alle telecamere e ai sistemi integrati—garantiscono soluzioni affidabili e conformi, in grado di massimizzare precisione e ROI. Contattaci oggi per una consulenza senza impegno finalizzata a ottimizzare la tua configurazione di illuminazione.





