

自動品質管理に最適なマシンビジョンカメラソリューション
なぜマシンビジョンカメラの性能が検査精度を決めるのか
解像度と画素密度:生産スピードでのサブミリ単位の欠陥検出
解像度が高いということは、センサー領域により多くのピクセルが詰め込まれているため、ミリ単位よりも小さい、時には1.5マイクロメートルほどの微細な欠陥を検出できることを意味します。しかし、高解像度を持っているだけでは十分ではありません。AIによる検査を最も効果的に行うには、対象となる特徴が約5~10ピクセル程度を占める必要があります。これにより、処理速度をあまり落とさずに必要な詳細が捉えられる最適なバランスが実現されます。この範囲を超えると、データが急速に蓄積するだけで、良品と不良品を見分ける能力にはほとんど向上が見られず、かえって生産ラインの遅延を引き起こす可能性があります。今日のグローバルシャッターCMOSセンサーはこの最適なポイントを非常にうまく達成しており、毎分数百個もの製品を処理するスピードを維持しつつ、約99%の精度で欠陥を識別できます。最も重要なのは、カメラが何メガピクセルであるかという点ではなく、検出したい最小の細部と生産ラインの速度に応じて適切なピクセル数を得ることです。
フレームレートとトリガー同期:高速ラインにおけるモーションブラーの排除
生産ラインが高速化している場合、モーションブラーは依然として検出漏れの主な原因となっています。企業が高価で超高解像度のセンサーを導入してもなお、時速1,000個以上の部品を処理するラインでは、カメラが各アイテムを20ミリ秒未満の時間で撮影しなければ、エッジが十分にシャープになりません。このような状況で有効なのが、エンコーダー同期式グローバルシャッターカメラです。このカメラは、コンベアベルト上の部品の位置に露出時間を正確に同期させることで、最高速時でも検出率を約98.5%に維持できます。同期機能のない従来のシステムと比較すると、その差は非常に大きくなります。自動車製造や電子機器組立工場では、アップグレード後、誤検出が約80%削減されることが確認されています。これらの業界では部品の寸法がマイクロメートル単位で管理されているため、曖昧さや間違いの余地がほとんどないことを考えれば、当然のことです。
工業用検査向けの主要マシンビジョンカメラプラットフォームの比較
Basler ace 2 対 FLIR Blackfly S:精度、安定性、SDKサポートの実際のベンチマーク
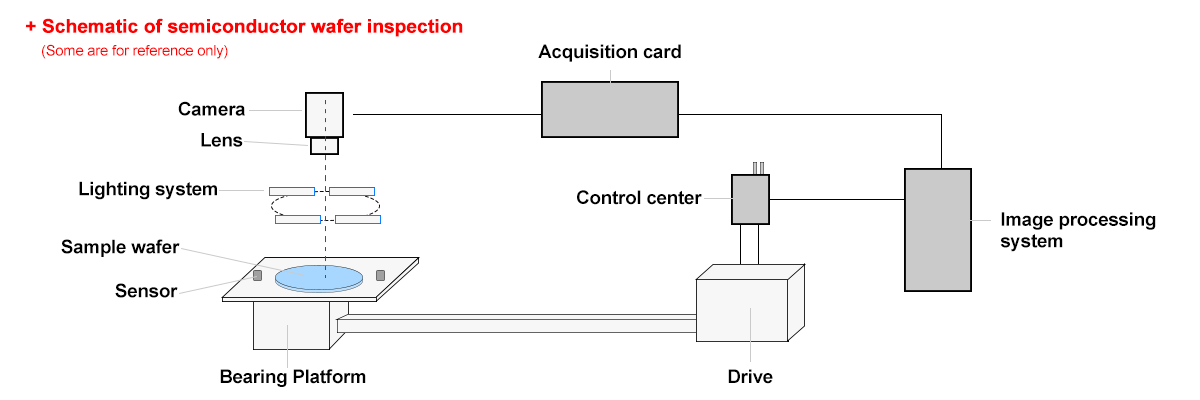
Basler Ace 2シリーズは、産業用振動が発生している環境下でも測定の再現性を0.1ピクセル未満に抑えられる優れたSony Pregiusセンサーを採用しています。さらに、これらのカメラは利得の安定性も非常に高く、摂氏15度の温度変化の中でも±0.05%以内に収まります。特に注目すべきは、ロボットアームやPLCネットワークとの連携に非常に優れたPylon SDKの存在であり、これは1秒間に200フレームを超える高速生産ラインに最適です。一方、FLIRのBlackfly Sモデルは独自の画像処理技術により、非常に高速なコンベア上でのモーションアーティファクトを約40%削減できるという強みを持っています。また、Python、C#、.NETなど複数のプログラミング言語に対応するSpinnaker SDKの存在も見逃せません。どちらのカメラシステムも半導体ウエハや電気自動車(EV)バッテリー部品の検査タスクを問題なくこなしますが、得意とする条件に違いがあります。Baslerは大規模設置時に熱的および機械的な安定性において優れた性能を発揮する傾向にある一方で、FLIRは照明が極めて暗い条件下で優れた結果を出すことができ、0.1ルクス以下の照度レベルでも高い性能を維持します。
スマートカメラ(Cognex Insight、Keyence CV-X)対PCベースのマシンビジョンカメラシステム
Cognex InsightやKeyence CV-Xなどのブランドによるスマートカメラは、作業を本当に迅速化します。寸法の簡易検査などでは、これらのデバイスは内蔵プロセッサを備えており、一般的な欠陥パターンが既にプログラムされているため、わずか2日弱で稼働可能になります。また、単独でワークステーションで使用する場合、配線費用を約30%節約できるため、工場内のスペースが限られている環境では非常に好都合です。一方、強力なGPUサーバーに接続されたコンピュータシステムは、微細な表面欠陥の特定、三次元で複数角度からの物体測定、あるいは稼働中のモデル調整といったより高度なタスクに対して、メーカーに約5倍の処理能力を提供します。このような構成により、企業はネットワークを通じて複数のカメラを使い、一度に50種類以上の異なる製品を管理することが可能になり、多様な生産ラインに対応する上で不可欠となります。確かにスマートカメラは品質管理の導入を容易にしてくれますが、ビジネスニーズの成長に合わせて拡張し、アルゴリズムをすばやく適応させ、重い計算処理をこなす必要がある場合には、コンピュータベースのシステムのほうが優位性を保っています。
品質管理アプリケーションに適したマシンビジョンカメラを選定する方法
実用的な意思決定フレームワーク:カメラ仕様を製品公差、ライン速度および照明条件と一致させる
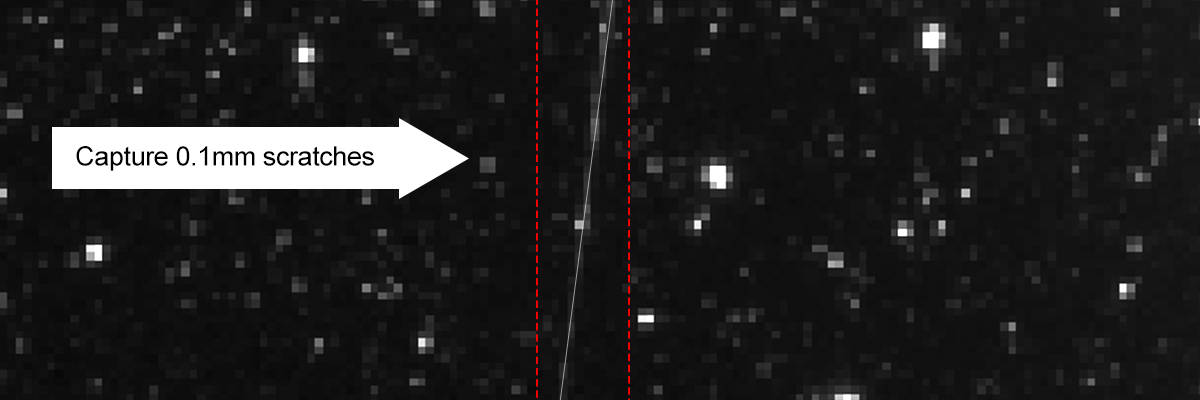
欠陥検出を検討する際は、検出が必要な最小の欠陥から始めます。例えば0.1 mmの傷のような寸法を取り上げ、業界で推奨される特徴あたり3〜4ピクセルで割ります。これにより、必要な解像度のベースラインが得られます。次にコンベア速度も重要です。物が毎秒1メートル以上と高速で移動している場合、フレームレートが120fpsを超えるグローバルシャッターセンサーが本当に必要になります。また、生産が毎分200個以上のレベルに達すると、露光時間は半ミリ秒以下に保たなければならず、そうでないとすべてぼやけてしまいます。照明条件はまったく別の課題です。暗い環境では、量子効率が75%を超え、ダイナミックレンジが70dBを超えるカメラを選ぶことで、画像のコントラストと鮮明さが維持されます。このように3つのキ 在 ·重点領域に注力することで、カメラが実際に工場現場で微細な欠陥を確実に検出できることを保証します。これは理論上の仕様だけでなく、日々の生産現場での実用性を重視した設計です。また、コストを適切に抑えながらも、工場現場で長期間安定して機能する性能を維持しています。
自動品質管理を次のレベルへ引き上げますか?
市販のカメラで重要な欠陥を見逃したり、生産ラインが遅くなることに妥協しないでください。HIFLYのカスタムマシンビジョンカメラソリューションは、お客様の品質管理ニーズに完全に合わせて設計されています。1.5μmの微小欠陥の検出、毎分200個以上の部品検査、過酷な環境下での運用など、どんな要件にも対応します。
本日HIFLYに無料コンサルテーションのお問い合わせをください。弊社チームがお客様の工程を評価し、最適な仕様を提案し、最短3日でカスタムサンプルをご提供いたします。ビジネスの成長に合わせて拡張可能な品質管理システムを構築し、常に99%以上の欠陥検出精度を実現しましょう。





