

マシンビジョン照明における紫外線および赤外線の応用
マシンビジョンシステムは、現代の産業オートメーション、品質検査および研究において不可欠であり、照明はその中核をなす要素です。可視光が一般的ですが、 紫外線(UV) および 赤外線(IR) は、可視光では不十分な場面で独自の利点を提供します。本稿では、それらの特性、主要な応用分野、およびマシンビジョンにおける将来の動向について紹介します。
1. マシンビジョンにおけるUVおよびIR光の概要
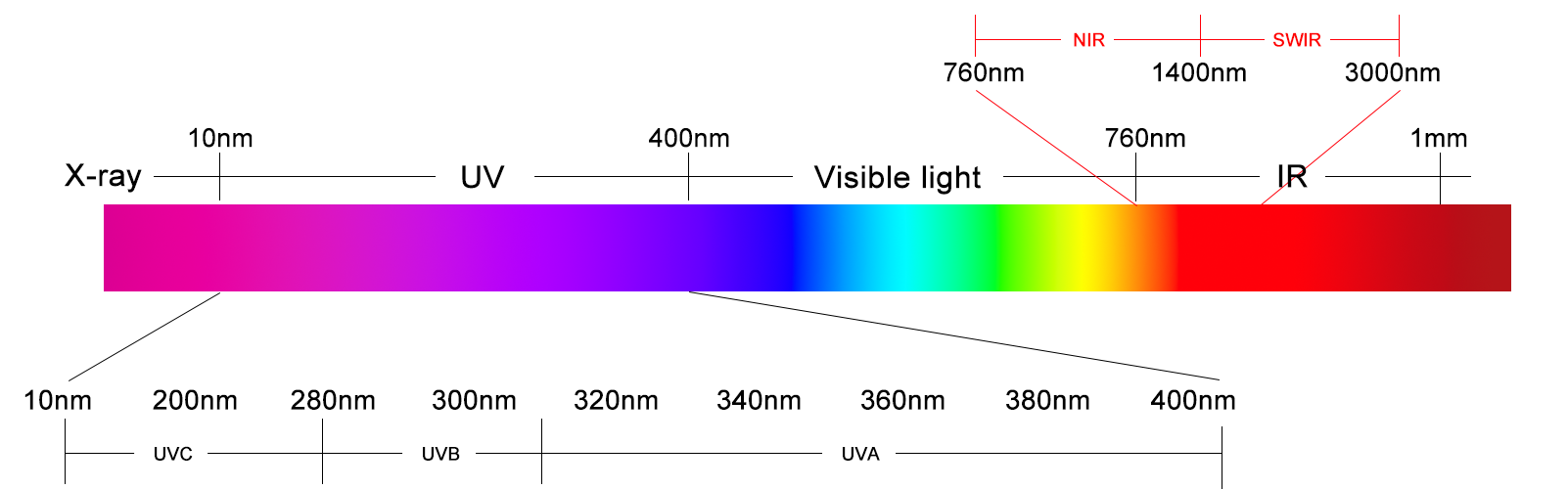
電磁スペクトルの可視領域(400~760 nm)は人間の目で検出可能ですが、紫外線(10~400 nm)および赤外線(760 nm~1 mm)はマシンビジョンの能力を拡張します。実際には、 近紫外線(UV-A、315~400 nm) は安全性とセンサーとの互換性の観点から好まれており、一方で 近赤外線(NIR、760~1400 nm) および 短波長赤外線(SWIR、1400~3000 nm) iRタスクでは一般的であり、標準センサーを改造して使用し、材料を効果的に透過します。
UVは特定の物質内の蛍光を励起する一方、IRは化学組成に基づいて材料と相互作用(吸収/透過)します。これらの独自の相互作用が、マシンビジョンにおけるそれぞれの用途を生み出しています。
2. UV光源の応用
UV照明は 光 および 素材のコントラスト 目に見えない欠陥、汚染物質、または特徴を検出するために利用されます。
2.1 工業製品の品質検査
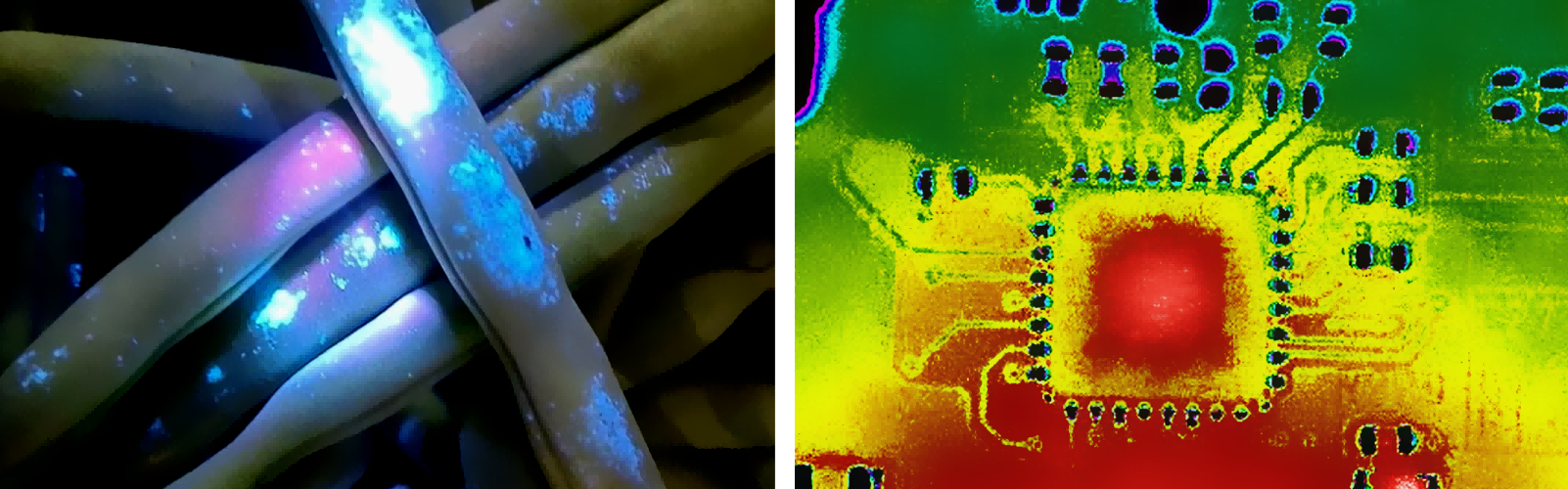
UVは、表面の欠陥や製品の完全性に関する品質管理で広く使用されています。ポリマー(例:自動車用プラスチック部品)やコーティング(例:家電製品の塗装)では、UVが蛍光添加剤を照らし出すことで、亀裂やピンホールなどの欠陥が暗い非蛍光領域として現れ、システムがこれを検出します。食品・医薬品分野では、有機汚染物質(カビ、細菌)の検出や錠剤のコーティング均一性の確認にUVが使われます。有機物質は非蛍光性材料に対して蛍光を発するためです。
2.2 認証および偽造防止
UVは、文書(パスポート)や通貨(ユーロ/米ドルの蛍光糸)に含まれる隠れたセキュリティ機能を可視化します。高級製品(高級ブランド品、電子機器)ではUV印字されたラベルが使用されており、マシンビジョンでUV照射下でスキャンすることで真正性を確認し、サプライチェーンにおける偽造防止を支援します。

3. 赤外線光源の応用
赤外線が特に優れているのは 素材への浸透性 , 熱コントラストの強調 および 照明を減らす であり、遮蔽されている状況や低照度環境に最適です。
3.1 材料透過と隠れた特徴の検出
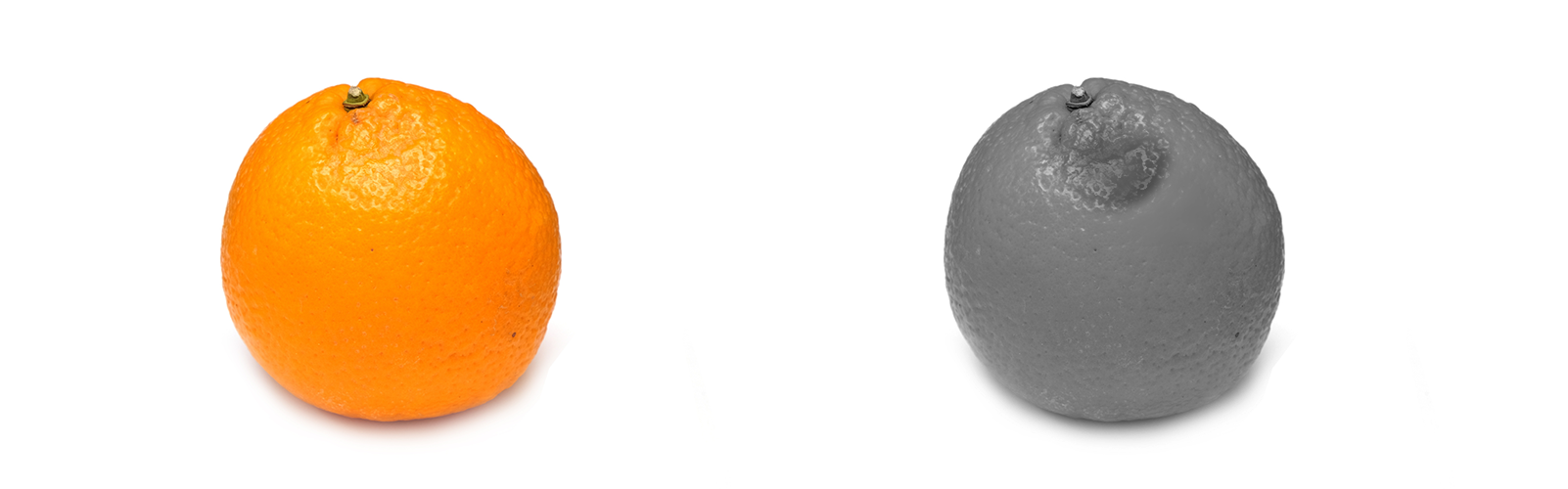
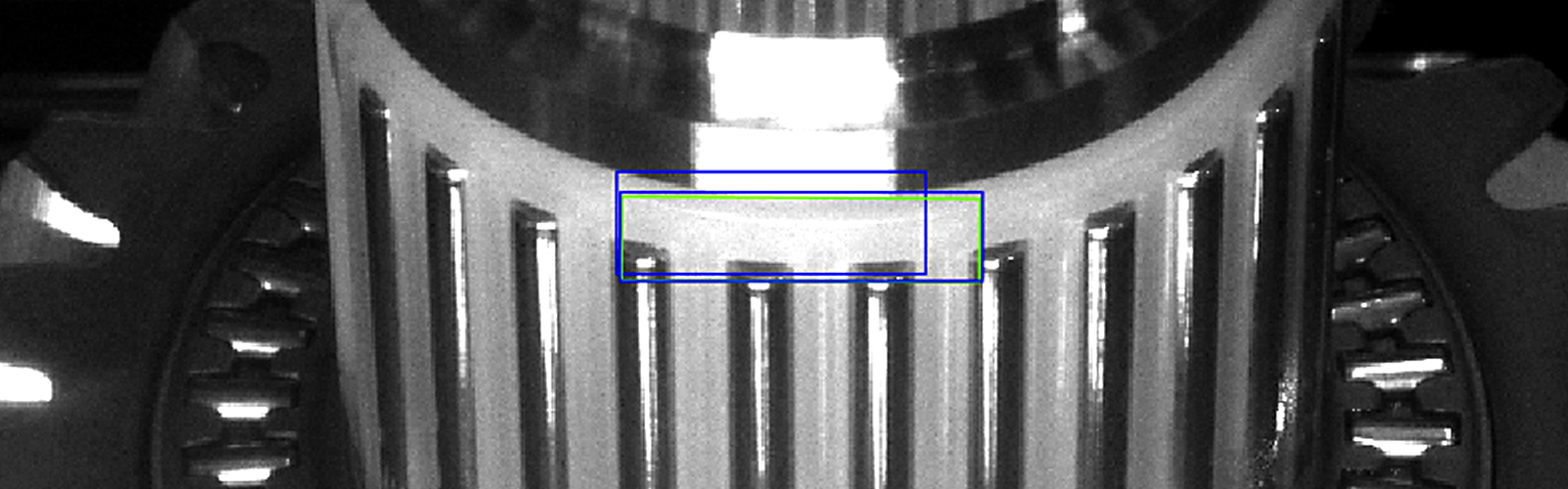
NIR/SWIRは不透明な材料を透過します。半導体分野では、可視光では到達できないIC/PCB内部の接続部(はんだ接合部、欠陥)を検査できます。農業分野では、果物の内部欠陥(打撲傷)をNIRで検出し、吸収特性から穀物の水分量を測定することで、選別および保管の最適化を実現します。
3.2 熱画像と温度測定
IRは熱放射を捉えて非接触での温度監視を可能にします。製造業(金属鋳造、溶接)では、熱マップにより過熱・低温部位を検出し、品質を確保します。医療分野では、IRが皮膚温度(発熱検出)を測定し、血流の変化を通じて創傷治癒の経過を追跡するために使用されます。また、獣医学においても非侵襲的な損傷検出に活用されています。
3.3 暈光の低減と低照度環境での撮影
IRは金属やガラスなど反射性表面からの眩しさを回避し、暗所でも動作します。屋外監視(交通、物流ヤード)やステンレス製家電などの反射材の検査において、IRはギラつきを排除して明瞭な画像を取得でき、可視光では隠れてしまう傷や凹みを明らかにできます。
4. UV光源とIR光源の主な違い
UVは蛍光/コントラストに依存して隠れた特徴や汚染物質を検出するため、UV感応カメラが必要です。UV-Aは低用量では安全ですが、UV-B/Cは皮膚や目を傷つける可能性があります。IRは透過性/熱放射を利用して不透明材料の検査や温度監視を行います。NIRの大部分は標準センサーで使用可能ですが(SWIRは専用センサーが必要)、NIRは一般的に安全です(高出力のIRは過熱を引き起こす可能性があります)。選択は用途によります——たとえば、食品の汚染物質検出にはUV、PCB内部検査にはIRが適しています。
5. 将来のトレンドと開発動向
UV/IR技術は、小型化(携帯型システム向けのコンパクトLED)、マルチスペクトルイメージング(UV/可視光/IRを組み合わせた包括的分析、例:食品品質プロファイリング)、およびAI統合(アルゴリズムによる欠陥検出精度の向上とリアルタイム意思決定)へと進化しています。
6. 結論
紫外線(UV)と赤外線(IR)は、可視光では不可能なタスクを可能にすることでマシンビジョンを変革しています。UVは隠れた欠陥・汚染物質の検出や認証に優れており、IRは透過性、熱画像取得、グレア低減を提供します。産業界がより高い精度を求める中で、その役割は今後さらに大きくなります。これらの特性を理解することで、企業は品質、セキュリティ、効率を向上させることができます。
HIFLYはマシンビジョン照明分野での製造経験が15年以上あり、専門のR&Dチームを擁しています。赤外線または紫外線照明についてカスタマイズのご要望がございましたら、いつでもお気軽にお問い合わせください!





