

Автоматташтырылган сапаттын башкаруусу үчүн эң мыкты машиналык көз камера чечимдери
Неге Машинанын Көз Камерасынын Мүмкүнчүлүгү Текшерүү Тактыгын Белгилейт
Чечмелүү жана Пикселдүүлүк: Өндүрүш ынтымагында Миллиметрден Кичине Кемчиликтерди Аныктоо
Жогорку чечим көбүрөөк пикселдер сенсордук аймакка жыйналгандыктан, бир миллиметрден кичине, кэде 1,5 микрометрге чейинки кичинекей камчылыктарды аныктоого мүмкүндүк берет. Бирок жогорку чечимге ээ болуу гана жетиштүү эмес. Жасалма интеллект колдонуп текшерүүлөрдүн тийиштүү натыйжалуулугун камсыз кылуу үчүн, каралып жаткан элементтер 5–10 пикселди каптап турганы керек. Бул иштетүү процесин көбүрөөк бавытпой, бирок жетиштүү деталдарды тартып алууга мүмкүндүк берген ошол «кооз аймакты» түзөт. Бул диапазондон ашып кетүү иштетилүүчү дайын өнүмдөрдүн санын азайтпай, чындыгында жарактуу бөлүк жана жаман бөлүктү ажыратуу мүмкүнчүлүгүн көтөрбөйт, анын аркасында өндүрүш сызыгынын ылдамдуулугу абдан бавыйбы. Бүгүнкү глобалдуу штордуу CMOS сенсорлор ушул кооз абалга жакшы ылайыкташат жана минутына жүздөгөн буюмду иштете алышы менен бир убакта 99% чейинки тактык менен камчылыктарды аныктоого мүмкүндүк алат. Эң маанилүүсү — камеранын канча мегапиксели бар же жок экени эмес, көрүүгө тууралуу эң кичине деталдар үчүн да, жыйналуу линиясынын канчалык ылдам экени үчүн да туура пиксел санын алуу.
Кадр жылдамдуулугу жана триггер синхрондашуу: Жогорку ынтымактуу линиялардагы кыймылдан улам болгон буланууну алып салуу
Кыймылдан улам болгон булануу иштетүү линиясы саатына 1000 детальдан ашык өндүрсө да, компаниялар жогорку чечкичтүү датчиктерди орноткондо дагы деле көпчүлүк камталбаган кемчиликтердин башталышы болуп саналат. Камера деталдын чети так болушу үчүн ар бир буюмду 20 миллисекундадан да кем убакытта тартуусу керек. Бул жерде энкодер менен синхрондоштурулган глобалдык затвор камералар колдонулат. Бул камералар экспозиция убактысын конвейердеги деталдын абалына так келтирет, анткени ал тез айланганда да аны аныктоо деңгээли 98,5% болуп калат. Синхрондоштуруу жок эски системаларга салыштырмалуу айырмачылык чоң. Автомобиль жасоо жана электроника жыйноо заводдору жаңыртылгандан кийин туура эмес сигналдар 80% га чейин азайып кетээрин байкошот. Бул өнөр жайлар микрондор менен өлчөнгөн компоненттер менен иштешкендиктен, таптакыр катаалыкка же чылбыракчылыкка жол берилбейт.
Өндүрүштү текшерүү үчүн машиналык көздүн алдыңкы камералык платформаларын салыштыруу
Basler ace 2 жана FLIR Blackfly S: Такталык, турукттуулук жана SDK колдоосу боюнча чыныгы дүйнөдөгү салыштыруу
Basler Ace 2 сериясы чынында эле өзгөчө өсүп турган өнөр жай тербелиштери болуп жатканда да 0,1 пикселден ашпаган өлчөмдүк кайталоону камсыз кыла алган Sony Pregius датчиктерин колдонот. Ошондой эле, температуранын 15°Сга чейин өзгөрүшүнө карабастан, бул камералар өздөрүнүн +/- 0,05% ичинде сакталып турган кубаттуулук туруктуулугун да сактайт. Алардын робот колдору жана PLC тармактары менен жакшы иштешине мүмкүндүк берген Pylon SDK-нын чыныгы айрымча өзгөчөлүгү - секундасына 200 кадрдан ашык иштеген ылдам өндүрүш сызыктары үчүн абсолюттук идеалдуу болушу. Башка тараптан, FLIRдин Blackfly S моделдору өзгөчө ылдам конвейерлерде кыймылдоо артефактыларын 40% чамалуу кыскарта турган ыкма ыңгайлуу сүрөт иштетүү технологиясына ээ. Python, C# жана .NET ооруктарын камтый турган Spinnaker SDK тууралуу унутпаңыз. Эки камералык система да жартылай өткөргүч пластинкалары жана электр унааларынын аккумулятор бөлүкчөлөрү үчүн текшерүү маселелерин кыйынчылыксız чечет, бирок алардын айырмасы белгилүү шарттарда көрүнөт. Чоң көлөмдүү колдонулганда Basler термалдык жана механикалык туруктуулук боюнча жакшыраак иштейт, ал эми FLIR ыңгырак жарык шарттарында, 0,1 люкстун төмөнкү деңгээлинде гана жарык болгон учурда да өзгөчө натыйжалуу иштейт.
Smart камералар (Cognex Insight, Keyence CV-X) жана PC негизинде иштеген машиналык көрүү камерасы системалары
Cognex Insight жана Keyence CV-X сыяктуу бренддеги билимдүү камералар ишти чынында тездетет. Өлчөмдүк тексерүүлөр үчүн бул куралдар эки күндөн аз убакытта иштей баштайт, анткени алардын ичинде процессорлор бар жана жөнөкөй кемчиликтердин үлгүлөрү алдын ала программаланган. Бул станцияларда гана колдонулганда, алар сымдарга кеткен чыгымды 30% чамалуу жоготот, ал эми аянты чектелген фабрикалар үчүн бул жакшы силтеме. Экинчи жагынан, GPU серверлерине туташтырылган компьютер системалары өндүрүшчүлөргө беттин жеңил кемчилигин аныктоо, объекттерди үч өлчөмдүү көздөн өлчөө же иштеп турган моделдерди өзгөртүү сыяктуу катуу иштер үчүн дээрлик беш эсе көп иштөө кубаттуулугун берет. Бул куралдар компанияларга тармак боюнча камера аркылуу бир нече продукттарды бир убакта башкаратын болуп, ар түрдүү өндүрүш сериялары менен иштөө үчүн абсолюттук зарыл шарт болуп саналат. Билимдүү камералар сапатты башкаруу ишин оңолот, бирок бизнес өсүшүнө ылайык өзгөрүп, алгоритмдерди тез өзгөртүп жана чыныгы эле эсептөө талаптарын коштоп бере алаткан жактан компьютерге негизделген системалардан жогору болбойт.
Сапатты башкаруу боюнча колдонуу үчүн туура Машиналык Көз камера тандоо ыкмасы
Практикалык чечим негизи: Камера спецификацияларын өнүмдүн чектөөлөрү, линиянын ылдамдуулугу жана жарык чектөөлөрү менен келештирүү
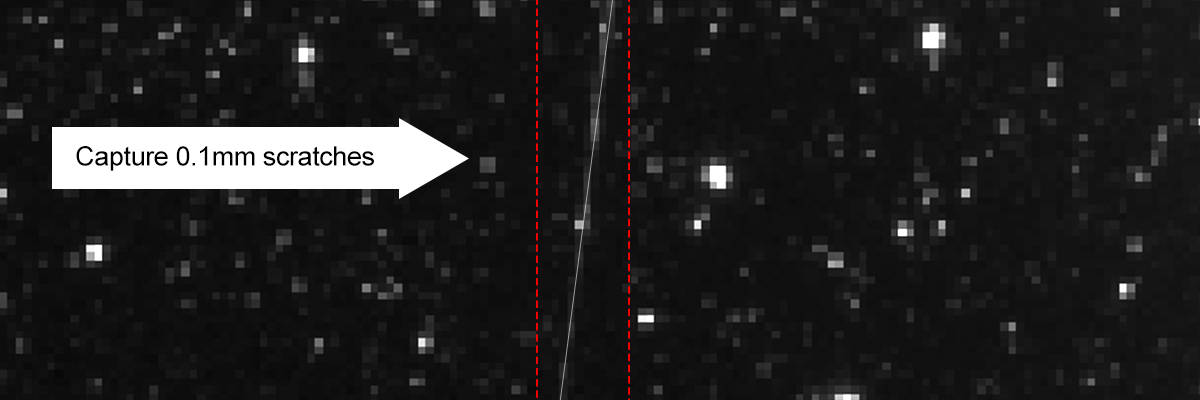
Кемчиликти аныктоо менен байланыштуу, кармап алышыбыз керек болгон эң кичине кемчиликтен баштап көрүңүз. Мисалы, 0,1 мм чийинти сызык сымал өлчөмдү алып, бул өлчөмдү өнөр жайда 3–4 пиксель/элемент катары көрсөтүлгөнгө бөлүңүз. Бул бизге чечим талаптары үчүн негизди берет. Конвейердин ылдамдыгына өтсөк дагы маанилүү. Эгерде буюмдар секундунан 1 метрден ашык ылдамдык менен жылса, анда глобалдуу затворлуу датчиктер жана 120 fpsтен жогорку кадрдык жылдамдык керек болот. Өндүрүш минутасына 200 буюмдон ашса, экспозиция убактысы жарым миллисекундадан ашпай туруусу керек, антпесе бардыгы буланып кетет. Жарык шарттары дагы башка кыйынчылык тудурат. Жарык аз болгон учурда, суроттор контрасттуулугун жана ачыктыгын сактап турушу үчүн кванттык эффективдүүлүгү 75%тан жогору, динамикалык диапазону 70 дБдан ашкан камераларды издөө керек. Бул ыкма менен үч k ичинде ·бул аймактар камералардын кичинекей камчылыктарды практикада табуусун камсыз кылат, бул тек гана техникалык талаптарда гана эмес. Бул фабрика жумушунун тиешелүү чыгымдарын күн сайын сактап, иштеп турган системаны сактап калат.
Автоматташтырылган сапаттын башкара турган системасыңызды жогорулатууга даярбыңыз?
Маанилүү камчылыктарды жок көрүп же сызыңызды баяндатып турган даяр камера менен канааттанбаңыз. HIFLY-дин ыңгайлаштырылган машиналык көз камера чечимдери сиздин так сапатыңызга ылайык келет — 1,5 мкм дефекттерди аныктоо, минутасына 200+ детальди текшерүү же катуу шарттарда иштөө үчүн болсун.
Бүгүн HIFLY менен байланышыңыз: биздин команда иш процесстерин баалайт, техникалык талаптарды көрсөтөт жана үч күн ичинде ыңгайлаштырылган үлгү тапшырат. Кезектүү бизнесиңизге ылайык масштабдалган жана ар бир жолусу 99%+ дефектти аныктоо тактыгын камсыз кылган сапатты башкаруу системасын кургула. Эч качан





