

Неге машиналык көрүү үчүн жарык берүү сапаты текшерүүнүн тактыгын аныктайт
Машиналык көрүү үчүн жарыктын суроолордун сапатына негизги таасири
Жарык как түрдө сигналдын шумга карата катышын жана кеңиштеги тактыгын туруктуу түрдө башкарат
Машинада көрүнүштөрдү текшерүү үчүн жакшы сүрөттөр алууда жарык берүү – бул гана кошумча деталь эмес. Бул системалардын туура иштешине негиз болуп саналат. Жарык берүү туура тандалганда, Сигналдын шуугуна карата катышы (SNR) чыныгы түрдө жогорулатылат. Бул жакшы жарык берүү сырткы тоскоолдуктарды кыскартуп, белгилерди ачык көрсөтүп, айкын кылганда гана болот. Бул түрдөгү тактык машиналарга көзгө көрүнбөгөн кичинекей кемчиликтерди табууга мүмкүндүк берет. Мисалы, металл бөлүктөрдөгү көзгө көрүнбөгөн трещиналар же хирургиялык коралдардагы микроскопиялык чапсырмалар. Жарык шарттары начар болгондо, бул маселелер жөнөкөй жок болуп калат. Салондун изилдөөлөрүнө ылайык, өндүрүштүк заводдордогу текшерүүлөрдүн бардыгынын 70% таянычы – жаман жарык берүүнүн орнотулушу. Начар жарык берүү таңкуу көлөкөлөр жана жалган контурларды түзүп, компьютердик программалардын чындыгында жок нерселерди көрүп, ката кылып чыгаруусуна себепчи болот. Ошондуктан өндүрүшчүлөр бирдей жана топтолгон жарык берүү чечимдерине инвестиция кылууга тийиш. Бул ыкма өндүрүштүн ар бир этапында тартылган сүрөттөрдүн сапаты жана тактыгын ар бир циклде сактоого кепилдик берет.
Неге дефекттерди аныктоо тактыгында төнөктүк — алгоритмдер эмес, жарык берүү болуп саналат
Алгоритмдердин өнүгүшү көңүл бургузса да, жарык берүү — аныктоо системаларындагы негизги чектөөчү фактор. Эч бир конволюциялык нейралдык тармак контрасты жетишсиз же жарык түзүлгөн деталдарды камтыган сүрөттөрдү калыбына келтирэ албайт. Мисалы:
|
Фактор |
Жарык берүүнүн чектөөсү |
Алгоритмдин чектөөсү |
|
Беттин чагылдыруу касиети |
Чагылдыруучу беттер жарык түзүлгөн дефекттерди жоюп койот |
Көп өтүрүлгөн каршылыкка төнөктүрүлгөн окутуу талап кылынат |
|
Контраст чеги |
Дефекттердин көрүнүшү үчүн тартылган сүрөттө түзүлгөн негизги шарт |
Кийинки иштетүү жок маалыматтарды түзө албайт |
|
Айлана-чөйрөдөгү чачырануу |
Ортадагы жарыктын өзгөрүшү кайрадан калибрлөөнү талап кылат |
Топтор боюнча тургузулган компенсация бирдей эмес |
Итеративдүү ыкмаларга салыштырғанда, жетишсиз жарыктык шарттары түзөтүлбөгөн киргизүү маалыматын берет — бул аралыкты программалык камсыздоо менен жабууга болбойт. Өнөрөсөлүк изилдөөлөрдө жарыктык конфигурациясынын туура эместиги жогорку ылдамдыктагы шишээлөөнүн текшерүүсүндө алгоритмдик каталарга салыштырғанда 3–5 эсе көп жалган терс натыйжаларга алып келет. Жарыктык оптималдаштырууга басым жасаган операторлор алгоритмди түзөтүүдөн кийинки төмөндөгү натыйжаларга жетишип, узак мөөнөттүү тактыктын жогорулашын камсыз кылат.
Стратегиялык жарыктык техникалары: Текшерүү максаттарына жарык геометриясын ылайыкташтыруу
Жүзгө багытталган жарыктык ыкмалары (жарык талаасы, коаксиалдык, сакиналык жарык) — беттеги кемчиликтердин контрастын жогорулатуу үчүн
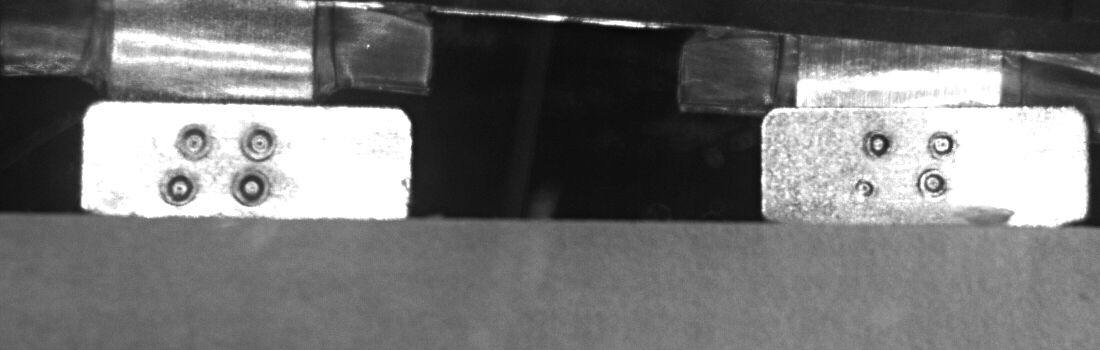
Жарык көздөрү мишень бетине туурасынан орнотулганда, алар контраст деңгээлин башкаруу ыкмасы аркылуу кемчиликтерди көрүүгө көп жардам берет. Жарык талаа ыкмасы цараптарды, чөйрөлөрдү жана чополорду табууга жакшы иштейт, анткени ал жазык аймактарга жарыкты бирдей чагылдырат. Коаксиалдык жарыкташтыруу ыкмасы камера осунун бағыты менен бирге орнотулган, бул металл бөлүктөр же жалтырак пластик бөлүктөрдө пайда болгон көлөкөлөрдү жоюуга жардам берет. Сакиналык жарык линзанын өзүнүн айланасында орнотулган, бул түрмөлүү же түзүлүштүү нерселерди текшергенде жакшы капталоо берет. Бул арткы жарыкташтыруу ыкмаларынын баары беттердин көрүнүшүндөгү кичинекей өзгөрүштөрдү ачык көрсөтүү аркылуу сигналдын шумга карата катышын жогорулатат. Мисалы, PCB текшерүүсүн алсак — сакиналык жарык кемчиликтерди чагылдыруу үчүн жетиштүү дээрлик көлөкө түзүп, чакан калайлаш проблемаларын таба алат. Бурчтарды туура тандоо да маанилүү, анткени туура тескере тургузулган жарыкташтыруу аркылуу көрүнгөн кемчиликтер — чыныгы кемчиликтер болуп саналат, ал эми жаман жарыкташтыруу шарттарында пайда болгон иллюзиялар эмес.
Такыр чеги жана өлчөмдүү талдоо үчүн арткы жарыктыруу ыкмалары (карара өрөөн, көлөмдүүлүк)
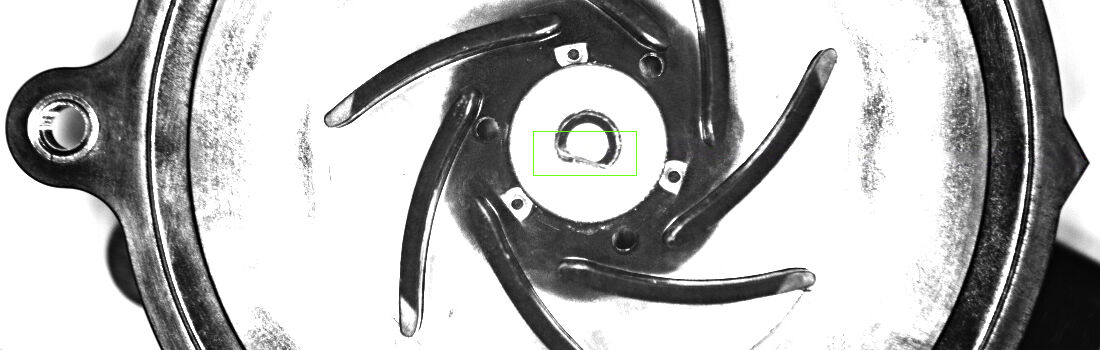
Кара өрөк түсүндөгү техникаларды колдонгондо, нысаналар 25 градустан 75 градуска чейинки бурчтардан жарык менен жарыкташат, бул кадимки жарыктоо менен көрүнбөгөн кичинекей четтик кемчиликтерди жана беттеги белгилерди аныктоого жардам берет. Бул жерде жарык микрокырсыктарга, кичинекей тийиштөрдөргө же таңбалоо белгилерине чагылып, тегиз аймактарды кара түстө калтырат. Контурдук арткы жарыктоо үчүн инженерлер жарык өткөрүүчү нысананын артына күчтүү жарык коюшат, бул өлчөмдөрдү так өлчөөгө жардам берген четтерди түзөт. Мисалы, бекитүүчүлөрдүн тегерчектерин текшерүү же жарты өткүрчүлүк пластинкаларынын туура орнашууну камсыз кылуу. Бул эки ыкманы бир инспекциялык системада биригүү нысананын талапка ылайык эмес кайтарылышын бир ыкма гана колдонулганда салыштырмалуу түрдө 40 процентке азайтат. Инженерлер кандай бурчтарды тандашат? Алар ар кандай материалдардын жарык чагылдыруучулугун баалашат. Жаркыраган металларга кичинекей бурчтар керек, ал эми матта пластиктерге терең жарыктоо бурчтары жакшы иштейт.
Материалга Мамилеси Болгон Машиналык Көз Ишыгы: Толкун Узундугу, Чагылуу жана Өз ара Аракет Физикасы
Сойуп алуу, чагылуу жана флуоресценциялык мамиле боюнча оптималдуу толкун узундугун тандоо
Жакшы натыйжалар алуу машиналык көрүш негизи жарық бул түрдүү материалдардын жарык менен кандайча өз ара аракеттешүүсүнө негизделген туура толкун узундуктарын тандоого байланыштуу. Көпчүлүк материалдар жарыктын белгилүү бир түстөрүн жутуп, башкаларын чагылдырат. Карый беттер 450 нанометрге жакын көгүш жарыкты көп мөөнөттө жутуп, алардын аркасында бизге керектүү четтөөлөрдү анык көрүү мүмкүн болот. Бирок жылтыр металлдор менен иштөөдө жарыкты көп чагылдырганы үчүн кыйынчылыктар пайда болот. Шамалдуу жаркыраган жарыкты азайтуу үчүн мындай учурда 660 нм айланасындагы узун кызыл толкун узундугу жакшы иштейт. Флуоресценттик материалдар дагы өзгөчө иштетүүнү талап кылат. Бул материалдар 365 нм УК жарыгына тийгенде гана чыныгы түсүн көрсөтүп, көздөн камтылган лаңданууларды визуалдуу анык көрүнүшкө келтирет. Машиналык көрүү системалары менен иштеген адам үчүн бул түрдүү материалдардын ар кандай жарык толкун узундуктарына реакциясын түшүнүү абдан маанилүү.
|
Толкун узундугу |
Материалдын реакциясы |
Текшерүүнүн пайдасы |
|
УК (365 нм) |
Флуоресценциялык чыгарылыш |
Көзөмөлсүз калдыктарды/трещинаны аныктоо |
|
Көк (450 нм) |
Карый беттерде жогорку жутумдуулук |
Цараптын/чөгүштүн көрүнүшүн жакшыртат |
|
Кызыл (660 нм) |
Металларда тартылуу төмөн |
Жылтыр беттер үчүн чачырандыны азайтат |
|
ИК (850 нм) |
Терең материалдык проникновение |
Ички структураларды текшерет |
Точное настройка длина волны дефекттерди табуу эффективдүүлүгүн кең спектрдүү жарыктоого салыштырғанда чейрекке чейин жогорулатат — фотон-материалдык өзара аракетти ишке ашырууга мүмкүндүк берген, надеждуу маалыматтарга айлантуу.
Башкарууну камсыз кылуу: Өндүрүш ортосунда бирдейлик, чачырандыны азайтуу жана түс турмуштуктугу
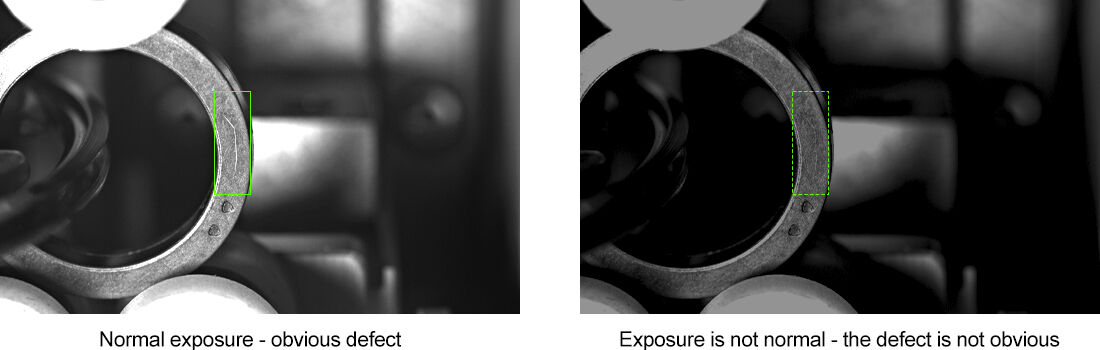
Бирдей эмес жарыктоонун жалган кайтаруу көрсөткүчүнө тийгизген таасири
Автоматташтырылган текшерүүдө бир тектүү эмес жарык көптөгөн өлчөмдүн таксыздыктарына алып келет. Көрүү чегинде 15% гана өзгөрүп турган интенсивдүүлүк фантомдук көлөкөлөр же жаркыраштар пайда кылып, катуу чыгарууларды иштетет. Изилдөөлөр бул оңдоо монтаждык сызыктагы сапаттын башкаруусунда дээрлик 40% лайыксыз четке какылыштарга алып келерин көрсөттү. Жарык өзгөрүп турган сайын:
- Жарыктын аздыгынан чыныгы аракеттерди аныктоо жетишсиз болот
- Кабыл алууга болоор бет өзгөрүүлөрү жарыктын ашыгынан кемчилик катары таандык болот
Бул текшерүү үчүн артыкчылыктуу өндүрүштүк токтошторго алып келет. Ponemon Institute маалыматы тууралуу корреляцияны көрсөтөт: жарык бир тектүүлүгүнүн ар бир 10% төмөндөшү лайыксыз четке какылыштарды 15% кө көбөйтөт жана өндүрүшчүлөргө кайрадан иштөө менен токтоодон жылына 740 миң долларга чейинки чыгым келтиреди. Ошентип, материалдар жана иштөө шарттары боюнча жарык интенсивдүүлүгүн стабилдендирүү ишенчтүү, кайталанма аракеттерди аныктоо үчүн зарыл.
Жарык менен текшерүү тактыгыңызды көтөрүүгө даярбыңызбы?
Машиналык көрүү үчүн жарык — надёждуу кемчиликтерди аныктоонун негизи. Эч бир алгоритм жаман жарыктын таасири менен иштей албайт. Сиздин материалдарыңызга жана максаттарыңызга ылайык жарыктын геометриясын, толкун узундугун жана бирдиктүүлүгүн тандап алуу аркылуу сиз туруктуу жана чыгымдарды түзөтүп берген натыйжаларга жетесиз.
Сиздин колдонуу үчүн өнөрөсөлүк деңгээлдеги жарык чечимдери же HIFLY компаниясынын предложениелеринде болгон кошумча машиналык көрүү камералары менен жарыкты бириктирүү үчүн, өнөрөсөлүк экспертиси негизделген камсыздаш менен иштениз. HIFLY компаниясынын 15 жылдык тажрыйбасы жарык, камера жана интеграцияланган системаларды камтыйт. Жарык орнотууңузду жакшыртуу үчүн бүгүнкү күн ичинде бизге кайрылыңыз — консультация төлөмсүз.





