

Mengapa Pencahayaan Penglihatan Mesin Menentukan Ketepatan Pemeriksaan
Peranan Asas Pencahayaan Penglihatan Mesin terhadap Kualiti Imej
Bagaimana pencahayaan secara langsung mengawal nisbah isyarat-ke-bisingan dan kesetiaan ruang
Pencahayaan bukan sekadar butiran tambahan apabila mendapatkan imej berkualiti tinggi untuk pemeriksaan visi mesin. Ia membentuk asas bagi keberfungsian sistem-sistem ini dengan betul. Apabila pencahayaan diatur dengan tepat, ia benar-benar meningkatkan Nisbah Isyarat terhadap Hingar (SNR). Ini berlaku kerana pencahayaan yang baik mengurangkan gangguan luaran sambil menonjolkan ciri-ciri secara lebih jelas. Dengan ketepatan sedemikian, mesin mampu mengesan masalah kecil yang sebaliknya akan terlepas daripada perhatian. Bayangkan retakan hampir tidak kelihatan pada komponen logam atau zarah kotoran berskala mikroskopik pada alat bedah. Masalah-masalah ini secara mudah lenyap apabila keadaan pencahayaan tidak sesuai. Menurut kajian industri, kira-kira 70% daripada semua kegagalan pemeriksaan di kilang pembuatan sebenarnya disebabkan oleh susunan pencahayaan yang buruk. Pencahayaan yang lemah mencipta bayang-bayang aneh dan garis luar palsu yang membingungkan program komputer sehingga menyimpulkan bahawa terdapat masalah walaupun sebenarnya tidak ada. Oleh itu, pengilang perlu melabur dalam penyelesaian pencahayaan yang rata dan tumpu. Pendekatan ini menjamin setiap imej yang diambil semasa proses pengeluaran mengekalkan kualiti dan ketepatannya dari satu pusingan pengeluaran ke pusingan berikutnya.
Mengapa pencahayaan—bukan algoritma—merupakan kelumpuhan utama dalam ketepatan pengesanan cacat
Walaupun algoritma canggih menarik perhatian, pencahayaan tetap merupakan pemboleh ubah kritikal dalam sistem pengesanan. Tiada rangkaian saraf konvolusional yang mampu memulihkan imej dengan kontras yang tidak mencukupi atau butiran yang terhalang oleh kilauan. Sebagai contoh:
|
Faktor |
Had Pencahayaan |
Had Algoritma |
|
Pantulan permukaan |
Permukaan spesular menyebabkan kilauan yang menghilangkan cacat |
Memerlukan latihan berlawanan secara meluas |
|
Ambang Kontras |
Asas bagi kelihatan cacat semasa pengambilan imej |
Pemprosesan selepas itu tidak dapat mencipta data yang hilang |
|
Hanyutan Persekitaran |
Perubahan cahaya sekitaran memerlukan penilaian semula |
Mengekalkan kompensasi secara tidak konsisten merentasi kelompok |
Tidak seperti algoritma yang menyesuaikan secara berperingkat, input data yang diterima di bawah pencahayaan tidak mencukupi adalah tidak dapat dipulihkan—suatu jurang yang tidak boleh diatasi oleh mana-mana perisian. Kajian industri menunjukkan bahawa salah konfigurasi pencahayaan menyebabkan 3–5 kali lebih banyak kes positif palsu berbanding ralat algoritma dalam pemeriksaan botol laju tinggi. Operator yang mengutamakan pengoptimuman pencahayaan mencapai peningkatan ketepatan mampan di mana penalaan algoritma menghadapi hasil yang semakin berkurangan.
Teknik Pencahayaan Strategik: Memadankan Geometri Cahaya dengan Matlamat Pemeriksaan
Kaedah Pencahayaan Depan (Lapangan Terang, Ko-aksial, Cahaya Gelang) untuk Kontras Kecacatan Permukaan
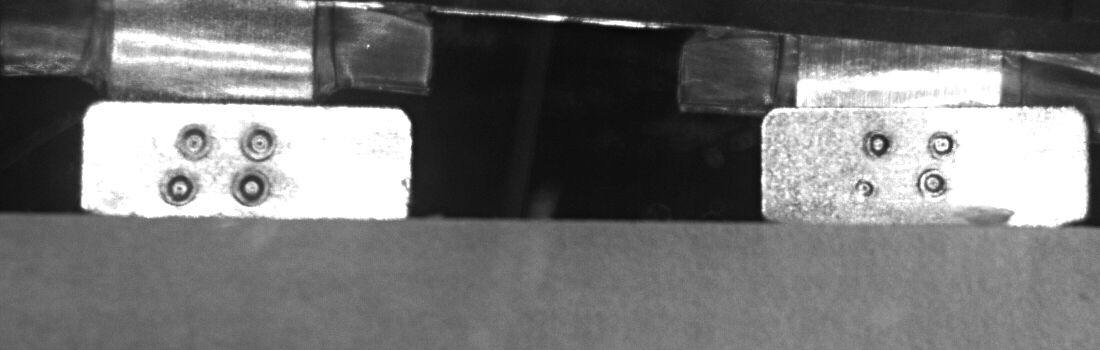
Apabila sumber cahaya diletakkan secara langsung menghadap permukaan sasaran, cacat menjadi jauh lebih mudah dilihat disebabkan cara cahaya tersebut mengawal aras kontras. Pencahayaan medan terang berfungsi dengan baik untuk mengesan kesan garisan, lekuk, dan kotoran kerana ia memantul cahaya secara sekata di atas kawasan rata. Teknik pencahayaan koaksial selari dengan paksi kamera, yang membantu menghilangkan bayang-bayang mengganggu yang muncul pada bahan berkilat seperti komponen logam atau komponen plastik licin. Lampu cincin melingkari lensa itu sendiri, memberikan liputan yang baik apabila menangani item berbentuk tidak biasa atau bertekstur. Semua pendekatan pencahayaan berbeza ini membantu meningkatkan nisbah isyarat-terhadap-hingar dengan menjadikan perubahan kecil pada rupa permukaan lebih ketara. Sebagai contoh, dalam pemeriksaan PCB, lampu cincin sebenarnya dapat mengesan masalah solder yang halus dengan mencipta bayang-bayang yang cukup untuk menonjolkan ketidaksempurnaan. Penentuan sudut yang tepat juga penting, kerana penyelarasan yang betul memastikan bahawa apa yang kita lihat sebagai cacat adalah isu sebenar, bukan ilusi yang dihasilkan oleh keadaan pencahayaan yang kurang sesuai.
Pendekatan Pencahayaan Belakang (Medan Gelap, Siluet) untuk Analisis Tepi dan Dimensi yang Tepat
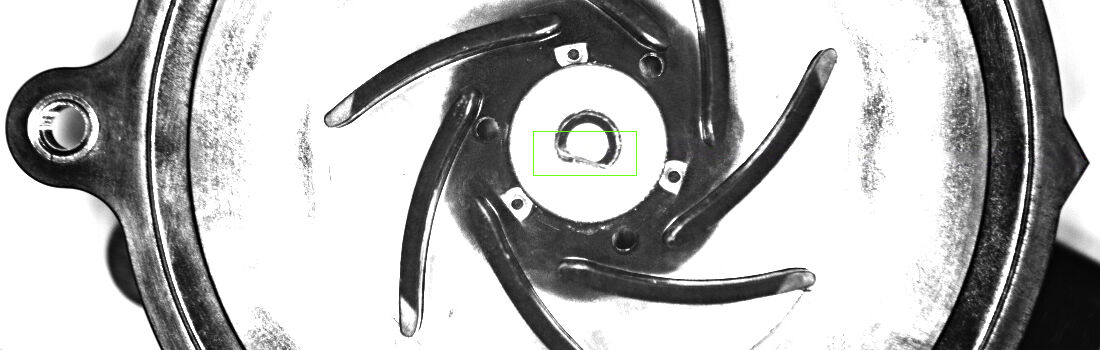
Apabila menggunakan teknik medan gelap, objek diterangi dari sudut antara 25 darjah hingga 75 darjah, yang membantu mengesan cacat tepi halus dan ciri permukaan yang tidak kelihatan dengan pencahayaan biasa. Apa yang berlaku di sini ialah cahaya dipantulkan balik daripada perkara seperti retakan mikro, gerigi kecil, atau bahkan tanda ukiran, tetapi kawasan licin kelihatan gelap. Untuk pencahayaan siluet dari belakang, jurutera meletakkan lampu terang di belakang objek yang membenarkan cahaya menembusinya, menghasilkan garis luar yang tajam untuk memudahkan pengukuran dimensi secara tepat. Bayangkan pemeriksaan benang pengikat atau memastikan wafer semikonduktor diselaraskan dengan betul. Menggabungkan kedua-dua pendekatan ini dalam satu sistem pemeriksaan dapat mengurangkan penolakan palsu sebanyak kira-kira 40 peratus berbanding penggunaan hanya satu teknik sahaja. Bagaimana jurutera menentukan sudut yang sesuai? Mereka menganalisis tahap kecerminan pelbagai bahan. Logam berkilat memerlukan sudut yang lebih kecil, manakala plastik matte berfungsi lebih baik dengan sudut pencahayaan yang lebih tegak.
Pencahayaan Penglihatan Mesin yang Peke Bahan: Panjang Gelombang, Kebolehpantulan, dan Fizik Interaksi
Memilih panjang gelombang optimum berdasarkan kelakuan penyerapan, pantulan, dan fluoresen
Mendapatkan keputusan yang baik daripada pencahayaan Penglihatan Mesin benar-benar bergantung kepada pemilihan panjang gelombang yang sesuai berdasarkan bagaimana bahan-bahan berbeza bertindak balas dengan cahaya. Kebanyakan bahan akan menyerap warna-warna cahaya tertentu dan memantulkan yang lain. Permukaan gelap cenderung menyerap banyak cahaya biru di sekitar 450 nanometer, yang sebenarnya membantu menghasilkan kecacatan kontras jelas yang diperlukan untuk mengesan masalah. Namun, apabila berurusan dengan logam mengilat, keadaan menjadi rumit kerana ia memantul terlalu banyak cahaya. Oleh itu, panjang gelombang merah yang lebih panjang pada kira-kira 660 nm lebih berkesan di sini untuk mengurangkan silau yang tidak diingini. Kemudian terdapat bahan fluoresen yang juga memerlukan rawatan khas. Bahan-bahan ini hanya menunjukkan warna sebenar apabila disinari cahaya UV pada 365 nm, menyebabkan kontaminan tersembunyi kelihatan jelas secara visual. Memahami bagaimana semua bahan berbeza ini bertindak balas terhadap pelbagai panjang gelombang cahaya adalah sangat penting bagi sesiapa sahaja yang bekerja dengan sistem penglihatan mesin.
|
Panjang gelombang |
Tindak Balas Bahan |
Manfaat Pemeriksaan |
|
UV (365 nm) |
Pemancaran fluoresen |
Mengesan sisa/retak yang tidak kelihatan |
|
Biru (450 nm) |
Penyerapan tinggi pada permukaan gelap |
Meningkatkan ketaraan calar/lekuk |
|
Merah (660 nm) |
Penyerapan rendah pada logam |
Mengurangkan silau untuk permukaan berkilat |
|
IR (850 nm) |
Penetrasi bahan yang mendalam |
Memeriksa struktur dalaman |
Penyesuaian panjang gelombang yang tepat meningkatkan kadar pengesanan cacat sehingga 40% berbanding pencahayaan spektrum luas—menukar interaksi foton-bahan kepada data yang boleh ditindakkan dan boleh dipercayai.
Menjamin Keteguhan: Keseragaman, Pengurangan Silau, dan Kestabilan Warna dalam Persekitaran Pengeluaran
Mengukur kesan pencahayaan tidak seragam terhadap kadar penolakan palsu
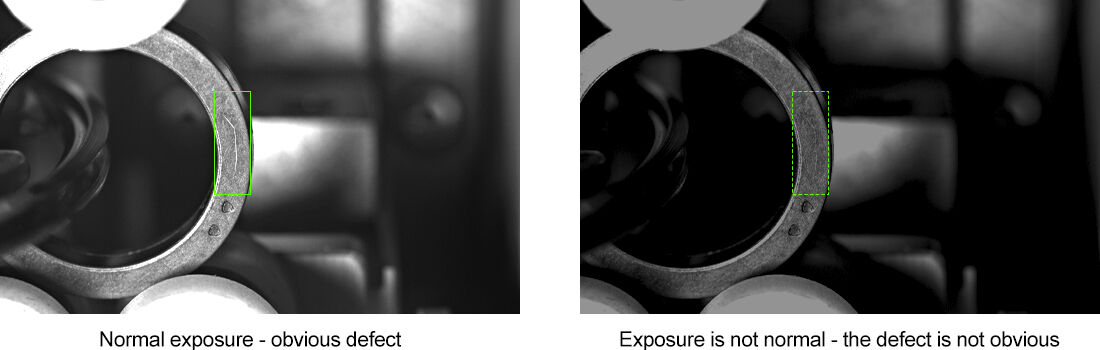
Pencahayaan tidak seragam menyebabkan ketidakkonsistenan pengukuran yang teruk dalam pemeriksaan automatik. Variasi keamatan seawal 15% di seluruh medan pandangan mencetuskan penolakan palsu dengan memperkenalkan bayang-bayang atau kesan cahaya berlebihan (highlight) semu. Kajian menunjukkan ketidakstabilan ini menyumbang hampir 40% daripada insiden penolakan palsu dalam kawalan kualiti talian perakitan. Apabila pencahayaan berubah-ubah:
- Kecacatan sebenar luput daripada dikesan di zon kurang terdedah cahaya
- Varian permukaan yang diterima secara normal disalahkelaskan sebagai kecacatan di kawasan terlalu terdedah cahaya
Ini memaksa penghentian pengeluaran secara tidak perlu untuk pengesahan. Data Institut Ponemon menunjukkan korelasi langsung: setiap penurunan 10% dalam keseragaman pencahayaan meningkatkan kadar penolakan palsu sebanyak 15%, menelan kos tahunan sebanyak $740,000 kepada pengilang akibat kerja semula dan masa henti. Oleh itu, menstabilkan keamatan cahaya merentasi pelbagai bahan dan keadaan operasi adalah penting bagi pengesanan kecacatan yang boleh dipercayai dan boleh diulang.
Sedia Meningkatkan Ketepatan Pemeriksaan Anda dengan Pencahayaan?
Pencahayaan penglihatan mesin merupakan tunjang kepada pengesanan cacat yang boleh dipercayai. Tiada algoritma yang mampu mengatasi pencahayaan yang lemah. Dengan mencocokkan geometri cahaya, jarak gelombang, dan keseragaman dengan bahan serta objektif anda, anda akan memperoleh hasil yang konsisten dan berkesan dari segi kos.
Untuk penyelesaian pencahayaan bertaraf industri yang direka khusus mengikut aplikasi anda, atau untuk memadankan pencahayaan dengan kamera penglihatan mesin pelengkap (seperti yang ditawarkan oleh HIFLY), bekerjasamalah dengan penyedia yang berpengalaman dalam bidang industri. Pengalaman 15 tahun HIFLY merangkumi pencahayaan, kamera, dan sistem terpadu. Hubungi kami hari ini untuk perundingan tanpa komitmen bagi menyempurnakan susunan pencahayaan anda.





