

Aplikasi Kamera Polarizasi dalam Pemeriksaan Penglihatan Industri
Dalam pemeriksaan penglihatan industri, "silau" dan "cacat tersembunyi" merupakan dua masalah utama bagi kamera konvensional: pantulan kuat dari permukaan komponen logam membuat calar menjadi "tidak kelihatan", silau pada kaca lutsinar menyembunyikan gelembung dalaman, dan kesan tekanan pada komponen plastik sama sekali tidak dapat dikesan dengan kamera biasa. Isu-isu ini menyebabkan kadar cacat terlepas sehingga 15%, yang memerlukan semakan manual, seterusnya melambatkan pengeluaran.
Kamera polarisasi, memanfaatkan keupayaan uniknya untuk "menapis cahaya termampat dan menonjolkan perbezaan halus", berfungsi seperti "penapis anti-silau + pembesar cacat" bagi kamera. Ia mampu menyelesaikan masalah yang sukar diatasi oleh kamera konvensional.
Artikel ini menerangkan senario aplikasi utama kamera polarisasi dalam pemeriksaan industri, menggabungkan prinsip teknikal dengan kes-kes sebenar untuk membantu anda memahami "mengapa ia boleh menghapuskan pantulan dan mendedahkan cacat".
I. Kemampuan "Utama 2" Kamera Polarisation
Ramai orang beranggapan "kamera polarisasi hanyalah untuk mengurangkan silau", tetapi mengabaikan nilai utamanya yang terletak pada "interaksi antara cahaya terpolarisasi dan bahan." Dua keupayaan ini secara langsung menangani kekurangan kamera konvensional:
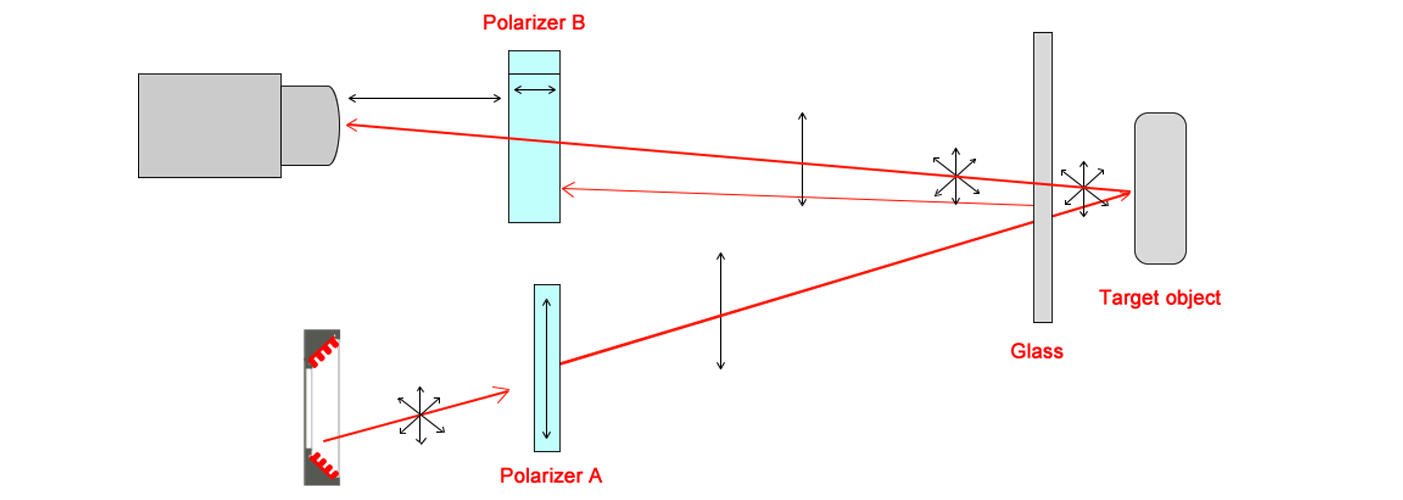
1. "Penyingkiran Silau Mengikut Arah" untuk menghilangkan gangguan pantulan/silau: Cahaya yang dipantulkan dari permukaan licin seperti logam, kaca, dan plastik sering kali merupakan "cahaya terpolarisasi" (cahaya yang bergetar dalam satu satah sahaja). Kamera polarisasi boleh menapis cahaya terpolarisasi dalam arah tertentu dengan melaras sudut penapis polarisasi, menyebabkan kawasan pantulan menjadi "gelap" dan butiran cacat menjadi "ketara" (contohnya, calar pada logam menjadi kelihatan walaupun terdapat pantulan).
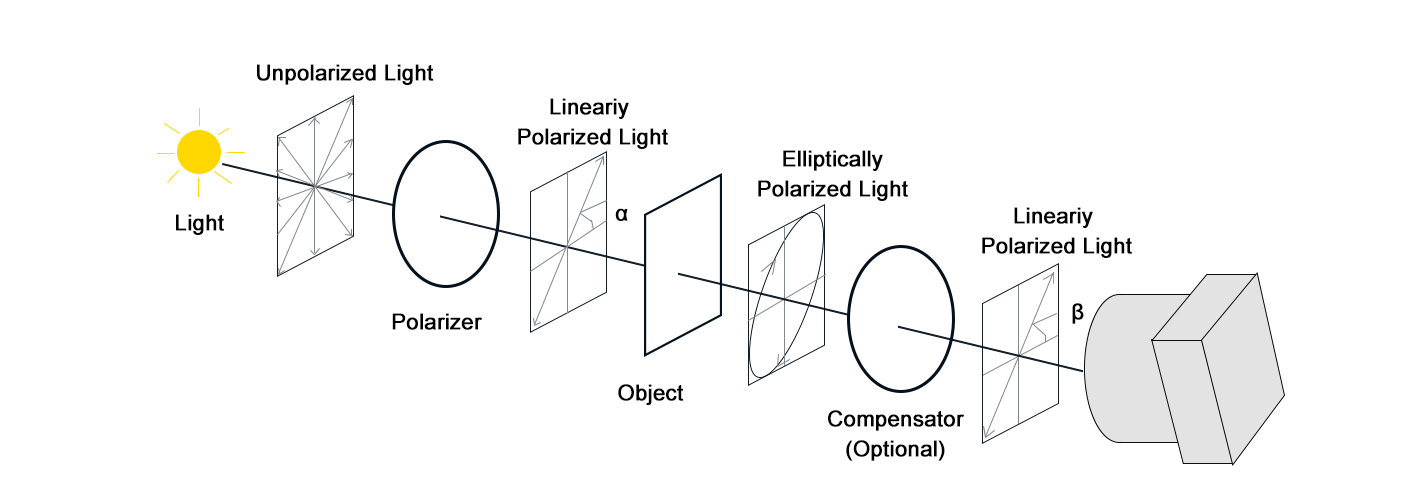
2. "Mendedahkan Ciri Tersembunyi" untuk mengenal pasti perbezaan yang tidak kelihatan: Ciri tersembunyi seperti tekanan dalaman dalam komponen lutsinar, tekstur plastik, atau keseragaman salutan menyebabkan cahaya yang diteruskan mengalami perubahan dalam "keadaan polarisasi" (perubahan arah getaran). Kamera berpolarisasi boleh merakam perubahan ini, menukarkan ciri tersembunyi kepada imej dengan "kontras kecerahan" (contohnya, tanda tekanan pada kaca muncul sebagai pinggiran berwarna).
Secara ringkas: Situasi di mana kamera konvensional "terkeliru oleh silau dan tidak dapat melihat kecacatan tersembunyi" merupakan "medan utama pertempuran" bagi kamera berpolarisasi.
II. Senario Aplikasi Utama dalam Pemeriksaan Pandangan Industri
Kamera berpolarisasi bukanlah "alat universal", tetapi kelebihannya tidak dapat digantikan dalam senario dengan "silau teruk atau keperluan mengenal pasti ciri tersembunyi", dan digunakan secara meluas dalam pelbagai bidang industri:
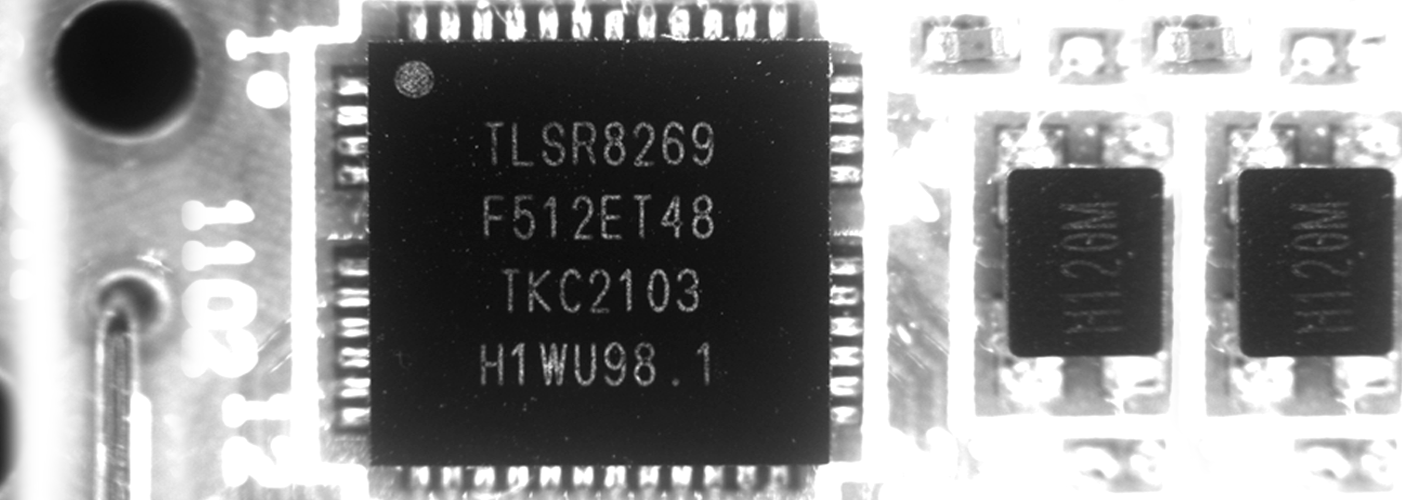
1. Senario 1: Pemeriksaan Kecacatan Permukaan Komponen Logam – Menghapuskan Silau untuk Mendedahkan Calar/Lekuk
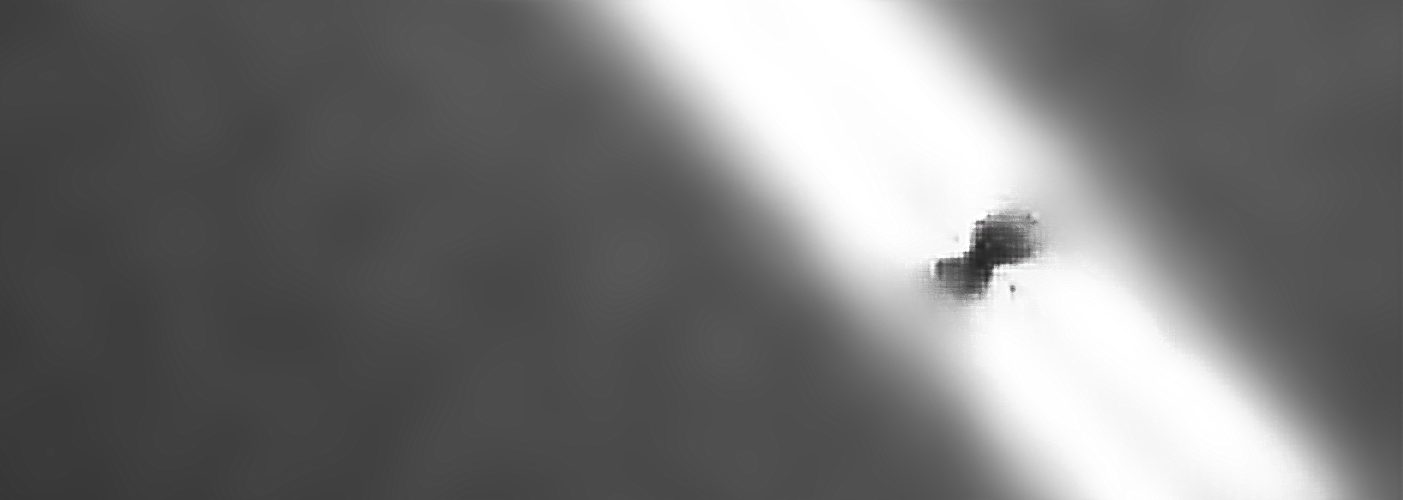
• Masalah utama: Goresan permukaan, lekukan, dan teritisan pada komponen automotif (contohnya, blok enjin, gear transmisi) dan alat perkakas (contohnya, pemotong, galas) kerap kali 'dilenyapkan' oleh tompok cahaya terang akibat pantulan kuat dari permukaan logam licin di bawah kamera konvensional, menyebabkan kadar pengesanan yang terlepas sehingga 20%. Pemeriksaan manual memerlukan penyesuaian sudut berulang kali untuk mencari kawasan dengan pantulan yang kurang, mengambil masa 5 minit setiap komponen, sangat tidak cekap, dan mudah melakukan ralat akibat keletihan.
• Penyelesaian Kamera Polarizasi:
(1). Prinsip Teknikal: Pantulan dari permukaan logam biasanya merupakan "cahaya terpolarisasi linear". Dengan melaraskan sudut penapis polarisasi kamera supaya berserenjang dengan arah polarisasi pantulan, lebih daripada 90% silau boleh ditapis keluar. Cahaya yang datang dari goresan/lekukan tersebar secara rawak (tidak terpolarisasi) dan tidak ditapis, muncul sebagai "garisan terang/gelap yang jelas" pada latar belakang gelap, menjadikan kecacatan tersebut ketara.
(2). Susunan Perkakasan: Gunakan kamera polarisasi linear 5MP (sudut polarisasi boleh laras 0-360°) + cahaya gelang (pencahayaan seragam, mengurangkan tompok terang) + kanta makro (memperbesar butiran calar seperti calar 0.1mm).
• Kesan pelaksanaan:
Pemeriksaan calar pada permukaan gear pemindahan (kedalaman calar ≥0.05mm):
(1).Kaedah Tradisional: Kamera konvensional + pemeriksaan semula manual, 5 minit/gear, kadar ketinggalan 20% (calar halus tersembunyi oleh silau), kerugian kerja semula harian >¥10,000.
(2).Kaedah Kamera Polarisation: Pemeriksaan automatik tanpa silau, 10 saat/gear, mengesan calar halus 0.05mm, kadar ketinggalan dikurangkan kepada 0.5%, kecekapan meningkat 30 kali ganda, penjimatan kerja semula harian ~¥9,500, penjimatan tahunan >¥3 juta.
• Keadaan Sesuai: Pemeriksaan calar permukaan, lekuk, dan terburai pada komponen logam automotif, alat perkakas, produk keluli tahan karat, dan komponen logam aerospace.
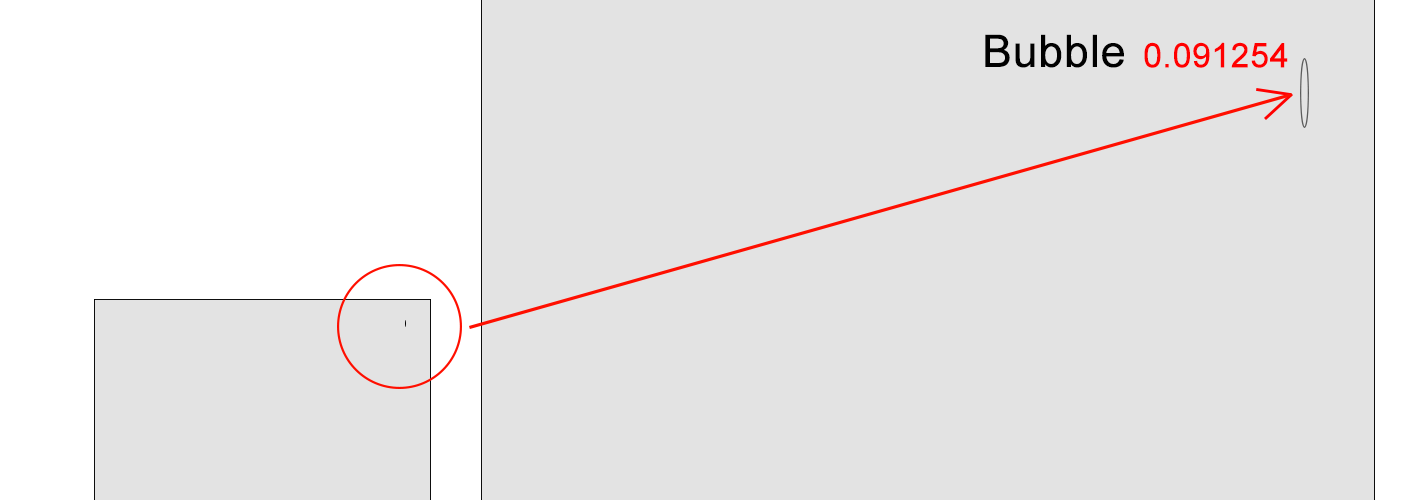
2. Senario 2: Pemeriksaan Komponen Lutsinar/Separalutsinar – Menghilangkan Silau untuk Melihat Gelembung Dalaman/Kotoran
• Masalah utama: Bagi produk seperti penutup kaca telefon bimbit, kaca fotovoltaik, botol plastik, dan kanta optik, "silau permukaan" dan "pantulan dalaman" apabila dirakam oleh kamera konvensional akan menyembunyikan gelembung dalaman, bendasing, dan retakan. Gelembung 0.1mm pada kaca telefon mungkin hanya kelihatan sebagai kabur silau. Pemeriksaan manual memerlukan kotak gelap dan sudut pencahayaan tertentu, prosesnya perlahan (30 saat/kaca), dan mudah terlepas daripada pengesanan.
• Penyelesaian Kamera Polarizasi:
(1). Prinsip Teknikal: Menapis keluar silau permukaan (yang kerap kali termampatkan) membolehkan pengambilan yang jelas terhadap "serakan cahaya oleh kecacatan dalaman." Gelembung/bendasing menyebabkan cahaya berselerak (tidak termampatkan), kelihatan sebagai "tolok gelap"; retakan mengubah biasan cahaya, kelihatan sebagai "garisan gelap," sama sekali bebas daripada gangguan silau.
(2). Susunan Perkakasan: Gunakan kamera polarisasi imbasan kawasan 12MP (resolusi tinggi untuk kecacatan halus) + cahaya koaksial (mengurangkan pantulan permukaan) + penghantar kaca (kelajuan malar untuk pemeriksaan berkelajuan tinggi).
• Kesan pelaksanaan:
Pemeriksaan gelembung dalaman dalam penutup kaca telefon bimbit (diameter gelembung ≥0.1mm):
(1). Kaedah Tradisional: Kamera konvensional + pemeriksaan manual kotak gelap, 30 saat/kaca, kadar ketinggalan 15% (gelembung kecil tersembunyi oleh silau), lebih 200 kaca dibuang setiap hari (kerugian ¥6,000).
(2). Kaedah Kamera Polarizasi: Pemeriksaan automatik tanpa silau, 2 saat/kaca, mengesan gelembung 0.1mm, kadar ketinggalan dikurangkan kepada 0.3%, pembuangan harian dikurangkan kepada 6 kaca (kerugian ¥180), penjimatan tahunan >¥2 juta, kecekapan meningkat 15 kali ganda.
• Keadaan Sesuai: Pemeriksaan gelembung dalaman, bendasing, retakan pada kaca telefon, kaca PV, kanta optik, bekas lut udara plastik, filem separa lut cahaya.
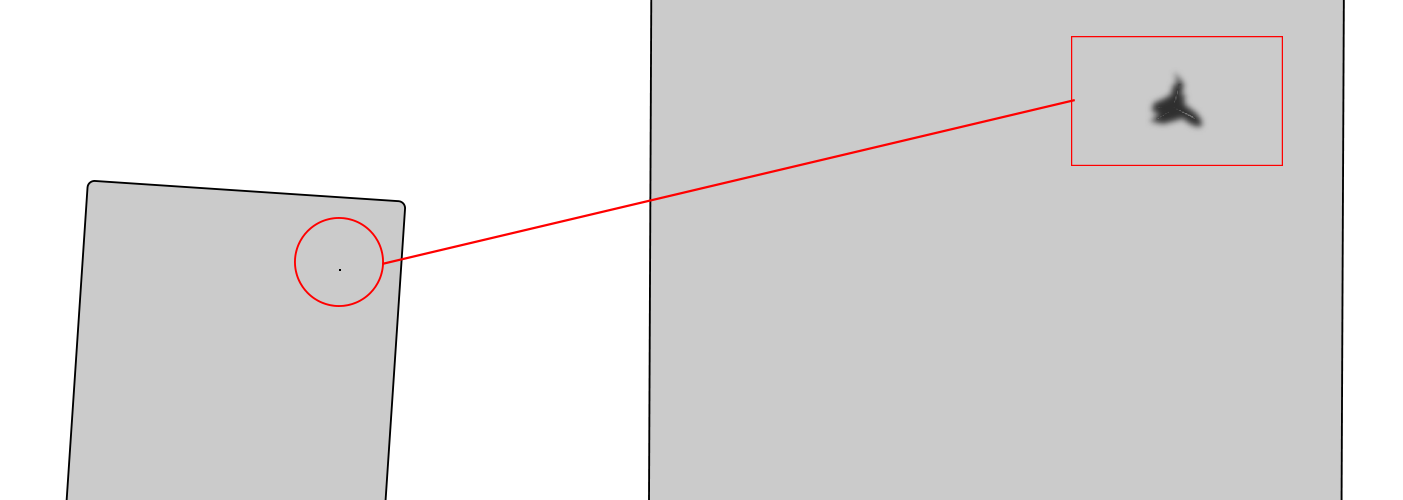
3. Senario 3: Pemeriksaan Tegasan Bahan Plastik/Komposit – Mendedahkan Tanda/Tekstur Tegasan Dalaman Tersembunyi
• Masalah utama: Tanda "tekanan dalaman" dari proses acuan/pembentukan pada komponen plastik (contohnya, perumahan peralatan, interior automotif) dan bahan komposit (contohnya, keping gentian karbon) adalah tidak kelihatan tetapi melemahkan komponen. Pemeriksaan konvensional memerlukan "polarimeter" (khusus, perlahan: 2 minit/komponen), yang tidak serasi dengan kelajuan talian (contohnya, 10 komponen/minit), menyebabkan pemeriksaan secara persampelan sahaja (contohnya, 10%), berisiko tinggi terhadap kecacatan dalam kelompok.
• Penyelesaian Kamera Polarizasi:
(1).Prinsip Teknikal: Tanda tekanan menyebabkan "birifrindens" (cahaya membahagi kepada dua alur cahaya yang terpolarisasi secara bersudut tepat). Kamera merakam perbezaan fasa ini, menukarkannya kepada "jalur berwarna" (lebih padat di kawasan tekanan tinggi), membolehkan visualisasi tanda tekanan tersembunyi tanpa memerlukan polarimeter khusus.
(2).Susunan Perkakasan: Gunakan kamera polarisasi 2MP (menyokong analisis perbezaan fasa) + lampu kawasan kecerahan tinggi (memastikan cahaya menembusi plastik tebal) + sistem pencetus penyegerakan talian (diselaraskan dengan mesin acuan).
• Kesan pelaksanaan:
Pemeriksaan tanda tekanan pada perumahan mesin basuh plastik:
(1).Kaedah Tradisional: Persampelan polarimeter, 2 minit/rumah, kadar persampelan 10%, sebelum ini menyebabkan retak kelompok (kerugian ¥500,000).
(2).Kaedah Kamera Polarisation: pemeriksaan penuh 100%, 5 saat/rumah, mengesan tanda tekanan tersembunyi selebar 0.5mm, kadar pengesanan 99.8% untuk anomali tekanan, menghapuskan kecacatan kelompok, penjimatan tahunan >¥800,000, kecekapan meningkat 24 kali ganda.
• Keadaan Sesuai: Pemeriksaan tanda tekanan dalaman, ketidaksamaan tekstur pada rumah peralatan plastik, interior plastik automotif, komponen komposit, paip plastik.
4. Senario 4: Pemeriksaan Keseragaman Salutan/Filem – Mengesan Variasi Ketebalan/Salutan Terlepas
• Masalah utama: Keseragaman salutan pada cat kereta, salutan perabot, filem industri mempengaruhi rupa luar/prestasi. Kamera konvensional hanya dapat melihat perbezaan warna, bukan variasi ketebalan (contohnya, perbezaan cat 0.01mm). Kaedah tradisional menggunakan "tolok ketebalan salutan" (sentuh, 10 saat/titik), tidak sesuai untuk kawasan besar, sangat tidak cekap.
• Penyelesaian Kamera Polarizasi:
(1).Prinsip Teknikal: Ketebalan salutan yang berbeza menyebabkan "perubahan keadaan polarisasi" yang berbeza dalam cahaya tembus. Kawasan yang lebih tebal mengubah polarisasi lebih banyak. Menganalisis perbezaan ini menukar variasi ketebalan kepada "kecerahan gradien" (gelap=tebal, cerah=nipis), memaparkan isu ketidakseragaman secara visual tanpa sentuhan.
(2).Susunan Perkakasan: Gunakan kamera polarisasi 8MP (dengan algoritma analisis keadaan polarisasi) + lampu bar (meliputi kawasan besar) + lengan robotik (untuk pemeriksaan 360°).
• Kesan pelaksanaan:
Pemeriksaan keseragaman cat kereta (keperluan: 80±5μm):
(1). Kaedah Tradisional: Persampelan tolok salutan (10 titik/sebuah kereta), 10 minit/sebuah kereta, kadar ketinggalan 12% (ketidakrataan di kawasan yang tidak diukur), kadar kerja semula 8%.
(2). Kaedah Kamera Polarisation: Pemeriksaan penuh dalam 5 minit/sebuah kereta, mengesan variasi ketebalan ±3μm, kadar pengesanan isu keseragaman 99.5%, kadar kerja semula dikurangkan kepada 0.5%, penjimatan tahunan lebih daripada ¥1.2 juta, kecekapan meningkat 2 kali ganda.
• Keadaan Sesuai: Pemeriksaan keseragaman salutan, salutan terlepas, dan variasi ketebalan untuk cat kereta, cat perabot, filem industri, dan salutan anti-karat logam.
III. Kekeliruan yang Perlu Dihindari: 3 Pertimbangan Utama
• Pilih Mod Polarizasi Berdasarkan Jenis Cacat: Tidak semua senario menggunakan mod yang sama. Kamera boleh menggunakan polarisasi linear (terbaik untuk pantulan permukaan pada logam/kaca) atau polarisasi bulat (lebih baik untuk permukaan melengkung/tidak sekata seperti lengkungan plastik, kaca melengkung). Pemilihan yang salah mengurangkan keberkesanan.
•Selaraskan Sumber Cahaya dan Sudut Penapis Polarizasi: Perlu untuk kesan yang diinginkan. Gunakan sumber cahaya tak terpolarisasi (LED piawai) dan laraskan sudut antara sumber cahaya dan penapis polarizasi kamera (terbaik apabila bersudut tepat). Penggunaan cahaya terpolarisasi atau sudut yang salah tidak dapat menghilangkan silau.
• Pertimbangkan Resolusi & Kadar Rangka Mengikut Kelajuan Pengeluaran:
(1). Cacat halus (contoh: calar 0.1mm): Pilih kamera ≥5MP.
(2). Talian berkelajuan tinggi (contoh: 1 kaca/2 saat): Pilih kamera ≥60fps.
(3). Kawasan besar (contoh: badan kereta): Pilih kamera pengimejan kawasan berpolarisasi untuk mengelakkan ralat cantuman daripada kamera pengimejan garisan.
IV. Ringkasan: Kamera Polarizasi – Membolehkan Pemeriksaan Perindustrian untuk "Menghapus Kilau dan Melihat Cacat Tersembunyi"
Apabila pembuatan perindustrian menuntut ketepatan pengesanan cacat yang lebih tinggi dan peningkatan produktiviti, had kamera konvensional – "gangguan kilau dan ketidakmampuan melihat cacat tersembunyi" – menjadi semakin jelas.
Kamera polarizasi, dengan keupayaan uniknya untuk "menghapuskan kilau dan mendedahkan ciri tersembunyi", kini menjadi alat penting dalam kerja logam, pembuatan komponen telus, cetakan plastik, salutan, dan bidang lain. Ia tidak menggantikan kamera konvensional tetapi mengisi jurang bagi "situasi yang mudah terkena kilau dan pengesanan cacat tersembunyi", memindahkan pemeriksaan visual perindustrian daripada "bergantung pada nasib dan sudut" kepada "pengenalpastian yang stabil dan tepat."





