

As Melhores Soluções de Câmeras de Visão Computacional para Controle Automatizado da Qualidade
Por Que o Desempenho da Câmera de Visão Computacional Define a Precisão da Inspeção
Resolução e Densidade de Pixels: Detectando Defeitos Submilimétricos na Velocidade de Produção
Uma melhor resolução significa que podemos detectar defeitos minúsculos menores que um milímetro, às vezes tão pequenos quanto 1,5 micrômetros, porque há simplesmente mais pixels concentrados na área do sensor. Mas apenas ter alta resolução não é suficiente por si só. Para que as inspeções por IA funcionem da melhor forma, os elementos analisados precisam cobrir cerca de 5 a 10 pixels. Isso cria o ponto ideal em que detalhes suficientes são capturados sem desacelerar muito o processamento. Ir além dessa faixa faz com que os dados se acumulem mais rapidamente sem realmente melhorar nossa capacidade de distinguir peças boas das defeituosas, o que pode, na verdade, retardar as linhas de produção. Os sensores CMOS atuais com obturador global atingem bem esse ponto ideal, conseguindo identificar defeitos com cerca de 99% de precisão enquanto ainda mantêm o ritmo de processamento de centenas de itens a cada minuto. O que mais importa não é necessariamente quantos megapixels a câmera tem, mas sim obter o número adequado de pixels tanto para os menores detalhes que precisamos ver quanto para a velocidade com que a linha de montagem opera.
Taxa de Quadros e Sincronização por Gatilho: Eliminando o Desfoque de Movimento em Linhas de Alta Velocidade
O desfoque de movimento ainda causa a maioria das falhas na detecção de defeitos nessas linhas de produção rápidas, mesmo quando as empresas instalam sensores ultra high res. Quando a linha opera acima de 1.000 peças por hora, a câmera precisa capturar cada item em menos de 20 milissegundos apenas para manter as bordas suficientemente nítidas. É aí que entram as câmeras com obturador global sincronizadas por encoder. Essas câmeras sincronizam o tempo de exposição exatamente à posição da peça na esteira transportadora, mantendo as taxas de detecção em torno de 98,5%, mesmo na velocidade máxima. A diferença é enorme em comparação com sistemas antigos sem sincronização. Fábricas de fabricação automotiva e montagem eletrônica observam uma redução de cerca de 80% nos alarmes falsos ao fazerem a atualização. Isso faz sentido, já que essas indústrias trabalham com componentes medidos em mícrons, não havendo literalmente espaço para suposições ou erros.
Comparação das Principais Plataformas de Câmeras de Visão Computacional para Inspeção Industrial
Basler ace 2 vs. FLIR Blackfly S: Comparação no Mundo Real em Precisão, Estabilidade e Suporte de SDK
A série Basler Ace 2 utiliza aqueles excelentes sensores Sony Pregius que conseguem reduzir a repetibilidade de medição para menos de 0,1 pixel, mesmo quando há todo tipo de vibrações industriais ao redor. Além disso, essas câmeras mantêm uma estabilidade de ganho bastante impressionante, permanecendo dentro de ±0,05 por cento apesar de variações de temperatura de até 15 graus Celsius. O que realmente se destaca é o seu SDK Pylon, que funciona muito bem com braços robóticos e redes PLC, tornando-as perfeitas para linhas de produção de alta velocidade operando acima de 200 quadros por segundo. Por outro lado, os modelos FLIR Blackfly S têm seus próprios trunfos, com processamento de imagem proprietário que reduz artefatos de movimento em cerca de 40% em transportadores extremamente rápidos. E não podemos esquecer o SDK Spinnaker, que suporta várias linguagens de programação, incluindo Python, C# e .NET. Ambos os sistemas de câmera realizam tarefas de inspeção em pastilhas semicondutoras e componentes de baterias de veículos elétricos sem problemas, mas diferem em condições específicas. A Basler tende a apresentar melhor desempenho em termos de estabilidade térmica e mecânica quando implantada em larga escala, enquanto a FLIR se destaca em situações com iluminação extremamente baixa, fornecendo resultados excelentes mesmo em níveis de luz abaixo de 0,1 lux.
Câmeras Inteligentes (Cognex Insight, Keyence CV-X) vs. Sistemas de Câmera de Visão Computacional Baseados em PC
Câmeras inteligentes de marcas como Cognex Insight e Keyence CV-X realmente aceleram os processos. Para verificações dimensionais simples, esses dispositivos podem entrar em funcionamento em menos de dois dias, pois possuem processadores integrados e já trazem padrões comuns de defeitos programados. Além disso, economizam cerca de 30% nos custos de fiação quando usadas isoladamente em estações de trabalho, o que é ótimo para fábricas onde cada centímetro conta. Por outro lado, sistemas computadorizados conectados a servidores com potentes GPUs oferecem aos fabricantes aproximadamente cinco vezes mais poder de processamento para tarefas mais complexas, como identificar falhas sutis na superfície, medir objetos a partir de múltiplos ângulos em três dimensões ou ajustar modelos enquanto as operações ainda estão em andamento. Essas configurações permitem que empresas gerenciem simultaneamente mais de cinquenta produtos diferentes em redes com múltiplas câmeras — algo absolutamente essencial ao lidar com produções variadas. É verdade que as câmeras inteligentes facilitam o início do controle de qualidade, mas os sistemas baseados em computador são insuperáveis quando se trata de crescer junto com as necessidades do negócio, adaptar algoritmos rapidamente e atender demandas sérias de computação.
Como Selecionar a Câmera de Visão Artificial Certa para a Sua Aplicação de Controle de Qualidade
Um Framework Prático de Decisão: Alinhando Especificações da Câmera com Tolerância do Produto, Velocidade da Linha e Restrições de Iluminação
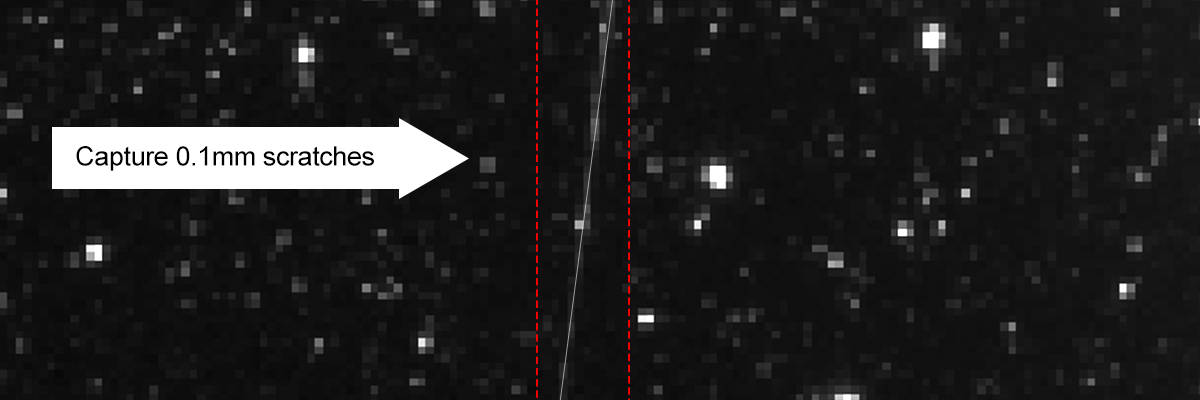
Ao analisar a detecção de defeitos, comece com o menor defeito que precisa ser identificado. Pegue essa dimensão, digamos algo como um arranhão de 0,1 mm, e divida pelo que a indústria recomenda como 3 a 4 pixels por característica. Isso nos dá uma referência básica para as necessidades de resolução. A velocidade do transportador também é importante. Se os itens estiverem se movendo mais rápido que 1 metro por segundo, realmente precisamos de sensores com obturador global funcionando com taxas de quadros acima de 120 fps. E quando a produção ultrapassar a marca de 200 itens por minuto, o tempo de exposição deve permanecer abaixo de meio milissegundo, caso contrário tudo ficará desfocado. As condições de iluminação apresentam outro desafio completamente diferente. Em ambientes com pouca luz, procure câmeras com eficiência quântica superior a 75% e alcance dinâmico excedendo 70 dB, para que as imagens mantenham seu contraste e nitidez. Siga essa abordagem em três e em ·áreas ajuda a garantir que as câmeras realmente identifiquem esses pequenos defeitos na prática, e não apenas nas especificações teóricas. Mantém os custos razoáveis sem sacrificar o desempenho diário no chão de fábrica.
Pronto para Elevar seu Controle de Qualidade Automatizado?
Não se contente com câmeras prontas que percam defeitos críticos ou desacelerem sua linha. As soluções personalizadas de câmeras de visão artificial da HIFLY são projetadas conforme suas necessidades exatas de controle de qualidade—seja para detectar defeitos de 1,5μm, inspecionar mais de 200 peças por minuto ou operar em ambientes adversos.
Entre em contato com a HIFLY hoje para uma consulta gratuita: nossa equipe avaliará seu fluxo de trabalho, recomendará especificações e entregará uma amostra personalizada em até 3 dias. Vamos construir um sistema de controle de qualidade que acompanhe o crescimento do seu negócio e ofereça precisão superior a 99% na detecção de defeitos—todas as vezes.





