

Esquema de Iluminação para Detecção de Arranhões Superficiais com Base em Visão Computacional
Na produção industrial, defeitos superficiais como rachaduras e arranhões em produtos são frequentemente encontrados. A indústria de visão computacional realizou avanços significativos na inspeção superficial em comparação com anos anteriores, e detectar arranhões, manchas e outros defeitos nas superfícies dos produtos deixou de ser um desafio difícil.
É amplamente aplicada na inspeção superficial em indústrias como metal, vidro, telas de celulares e painéis de cristal líquido.
No entanto, tais defeitos costumam ter formas irregulares, baixo contraste de profundidade e podem ser facilmente interferidos pela textura ou padrões naturais na superfície do produto. Portanto, a detecção de defeitos de arranhão na superfície exige exigências muito elevadas quanto à iluminação adequada, resolução da câmera, posição relativa entre o componente inspecionado e a câmera industrial, bem como algoritmos complexos de visão computacional.
O processo básico de análise para detecção de arranhões por visão computacional divide-se em duas etapas: Primeiro, determinar se há um arranhão na superfície do produto. Segundo, após confirmar a presença de um arranhão na imagem analisada, extrair o arranhão.
ⅰ . Arranhões superficiais podem geralmente ser divididos em três categorias principais:
Tipo 1 Arranhões: Relativamente fáceis de identificar visualmente, com uma mudança distinta na escala de cinza em comparação com a área circundante. Pode-se escolher um limiar menor para marcar diretamente a parte defeituosa.
Tipo 2 Arranhões: Alguns apresentam mudanças menos óbvias nos valores de escala de cinza. A imagem inteira tem uma escala de cinza relativamente uniforme, a área arranhada é pequena (apenas alguns pixels) e a escala de cinza é apenas ligeiramente inferior à da imagem circundante, tornando muito difícil a distinção.
A imagem original pode ser processada com filtro médio para obter uma imagem mais suave. Subtraia esta da imagem original. Quando o valor absoluto da diferença for maior que um determinado limiar, marque-a como alvo. Marque todos os alvos, calcule suas áreas, remova os alvos com áreas excessivamente pequenas e marque os restantes como arranhões.
Arranhões do Tipo 3: Apresentam diferenças significativas de escala de cinza entre as partes e a forma é normalmente longa e estreita. Se for aplicada segmentação com limiar fixo à imagem, a parte defeituosa marcada será menor do que a parte real.
Como os arranhões nessas imagens são longos e finos, depender apenas da detecção em escala de cinza fará com que as partes estendidas do defeito sejam ignoradas. Para essas imagens, com base em suas características, é escolhido um método que combina duplos limiares e características da forma do defeito.
Devido à diversidade das imagens na inspeção industrial, para cada tipo de imagem, diversos métodos devem ser analisados e considerados de forma abrangente durante o processamento para alcançar o efeito desejado.
Geralmente, o valor de escala de cinza da parte com arranhão é mais escuro do que a área normal ao redor, ou seja, o valor de escala de cinza do arranhão é menor. Além disso, a maioria está em superfícies lisas, portanto, a variação de escala de cinza em toda a imagem é bastante uniforme no geral, apresentando pouca textura.
Portanto, a detecção de arranhões geralmente utiliza características de escala de cinza baseadas em estatísticas ou métodos de segmentação por limiar para identar a parte com arranhão.
Adicionalmente, a detecção de defeitos de arranhão superficial tem exigências extremamente altas quanto à iluminação correta.
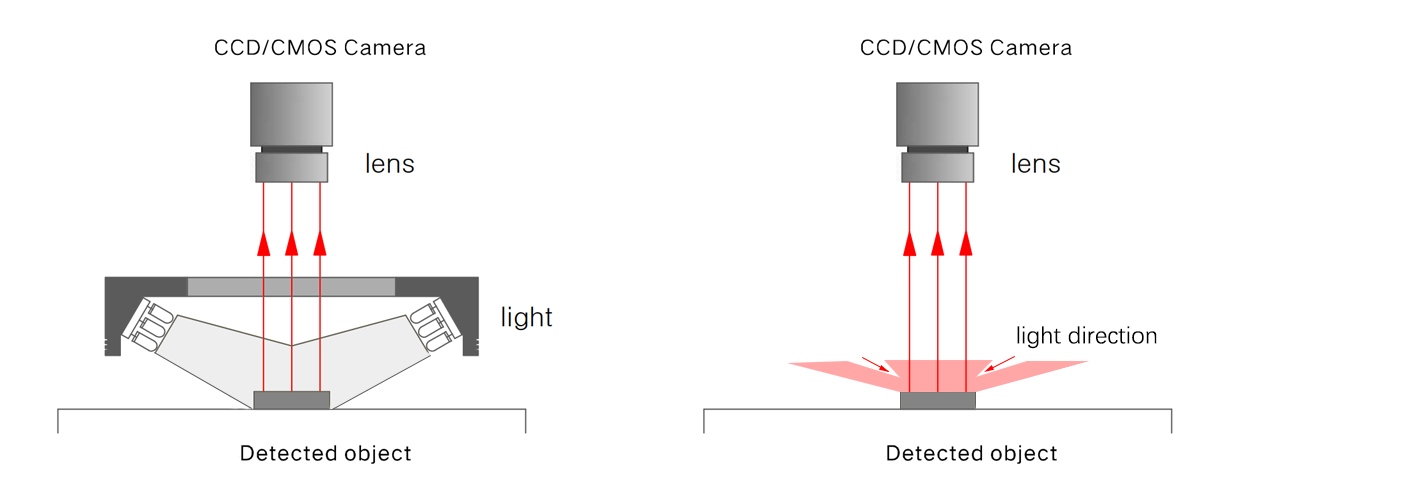
ⅱ. Os métodos comuns de iluminação para inspeção por visão de máquina incluem os seguintes quatro:
Luz coaxial, luz de baixo ângulo, luz de fundo e luz de alto ângulo. Esses quatro métodos de iluminação são eficazes para detectar arranhões profundos, mas para produtos com requisitos elevados na superfície, como arranhões leves, o efeito é menos perceptível.
A análise de big data mostra que, para arranhões na superfície do produto, são propostas duas soluções principais: iluminação de baixo ângulo e de alto ângulo.
(I) Método de Baixo Ângulo
Quando dois objetos entram em contato e se esfregam, ocorrem facilmente arranhões na superfície, o que significa que os arranhões têm direcionalidade.
Ao considerar o efeito da iluminação de baixo ângulo, se usarmos iluminação com luz paralela (paralela ao arranhão), o arranhão será desfocado pela luz, tornando o efeito menos perceptível na imagem.
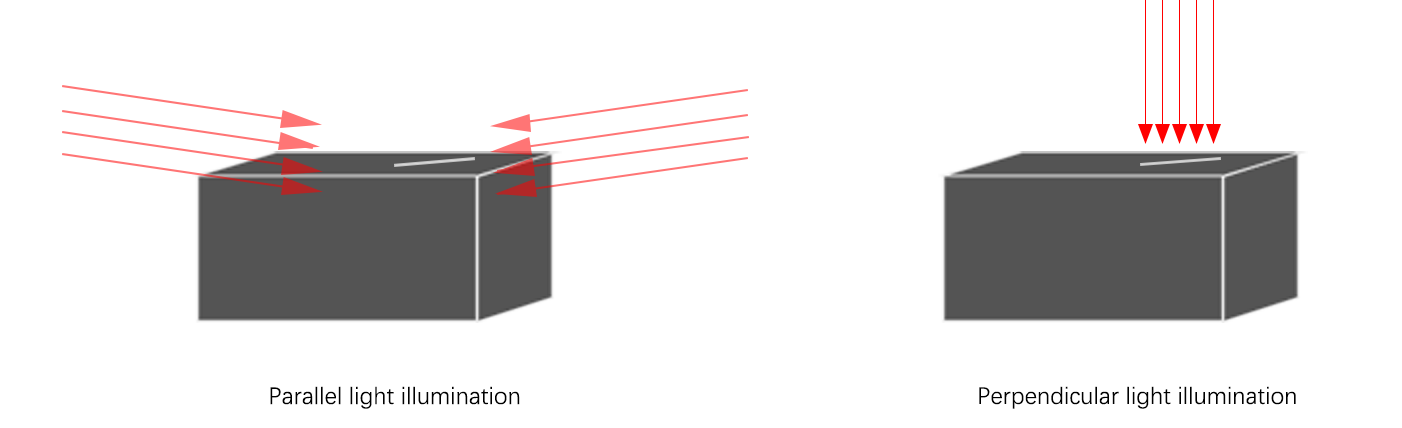
Se usarmos um conjunto de iluminação perpendicular (perpendicular ao arranhão), o arranhão será destacado pela luz, tornando o efeito muito perceptível na imagem.
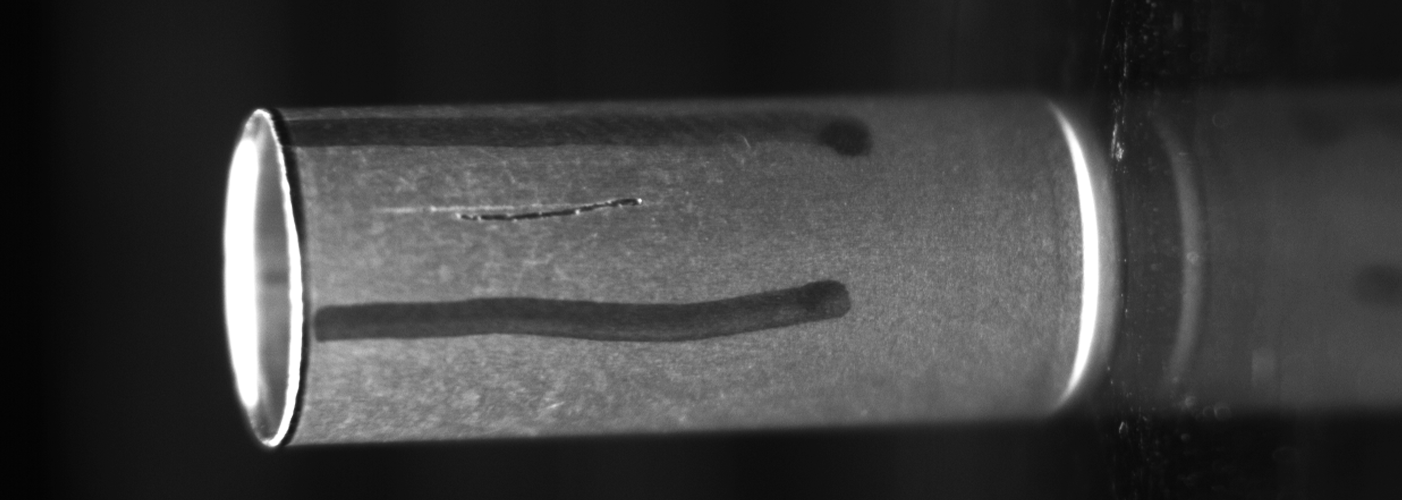
Com base na análise acima, utilizamos oito fontes de luz com formato de barra para expor a peça de maneira sequencial no tempo, projetando o seguinte esquema de iluminação.
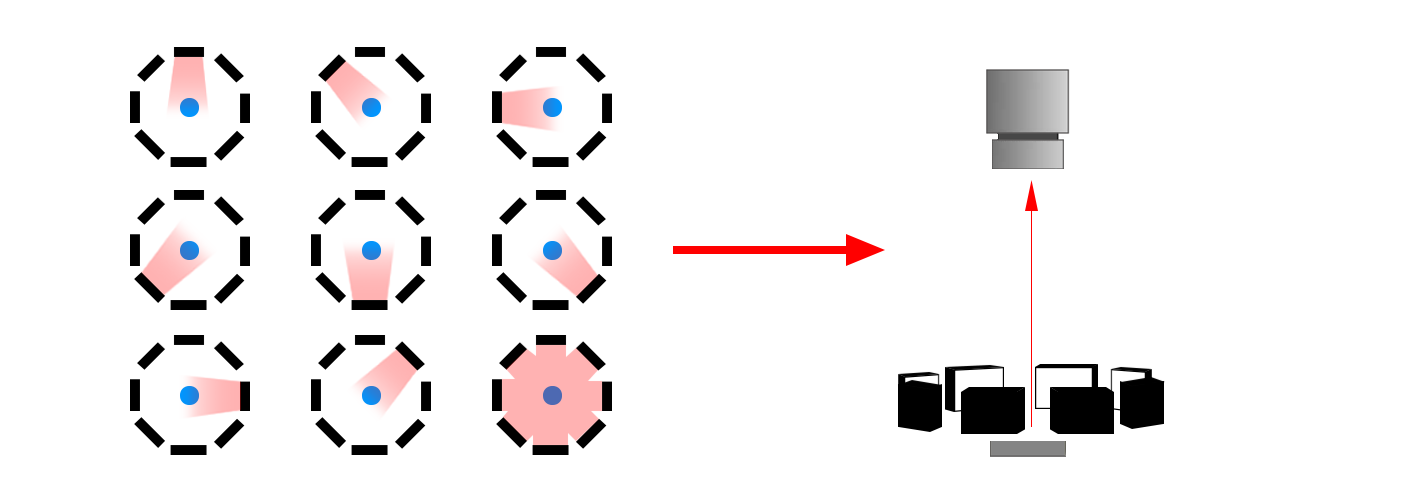
Uma fonte de luz anelar é dividida em oito canais de controle, realizando exposições em sequência temporal, e oito imagens são capturadas consecutivamente. Finalmente, o software utiliza um algoritmo para sobrepor todos os defeitos, detectando com alto padrão a presença de arranhões superficiais na peça.
Esta solução de imagem é adequada para produtos de alta precisão com exigências rigorosas em inspeção superficial, mas não é indicada para produtos com requisitos estritos de eficiência.
(II) Método de Ângulo Elevado
A experiência mostra que, para arranhões leves sob luz coaxial, quanto maior a distância de trabalho da fonte de luz, mais evidente será o efeito.
No entanto, para a mesma fonte de luz, uma maior distância de trabalho também significa uma superfície emissora de luz menor e redução do brilho da fonte luminosa. É impossível obter simultaneamente tanto o efeito quanto a praticidade.
Geralmente ,o trabalhador em a fábrica utiliza iluminação com lâmpada fluorescente ao inspecionar visualmente as informações da superfície do produto. A luz da lâmpada fluorescente é refletida especularmente para os olhos dele.
Para peças com reflexão especular, com base na lei da reflexão da luz, adota-se um método de iluminação que cria um efeito de reflexão especular.
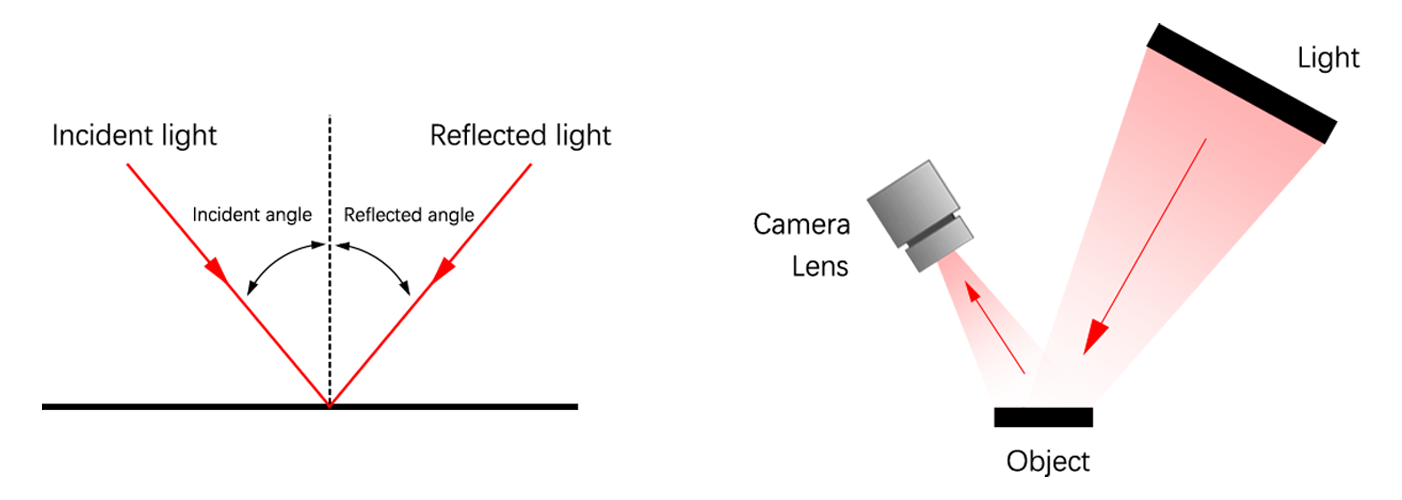
Pessoas observadoras perceberão que o método de inspeção visual frequentemente envolve projetar a imagem da lâmpada fluorescente sobre o produto e depois balançar o produto para mover a sombra da lâmpada dentro dele.
Desta forma, o ponto luminoso ilumina uma área local do produto, refletindo as informações da superfície, permitindo que o olho humano julgue claramente se o produto possui defeitos, e até defeitos leves podem ser facilmente identificados.
As soluções acima são sugestões de iluminação baseadas em visão computacional para detecção de arranhões superficiais. Espera-se que sejam úteis para o seu projeto.





