

Najboljše rešitve kamer za strojno vidnost za avtomatizirano kontrolo kakovosti
Zakaj zmogljivost kamere za strojni vid določa natančnost pregleda
Ločljivost in gostota slikovnih elementov: zaznavanje napak manjših od milimetra pri hitrosti proizvodnje
Višja ločljivost pomeni, da lahko zaznamo tiste majhne napake, ki so manjše od milimetra, včasih celo majhne kot 1,5 mikrometra, ker je na senzorju preprosto več pikslov. A samo visoka ločljivost sama po sebi ni dovolj. Da delajo umetne inteligence pri pregledih najbolje, morajo biti pregledovane lastnosti velike okoli 5 do 10 pikslov. To ustvari optimalno točko, kjer se zajame dovolj podrobnosti, ne da bi obdelava postala preveč počasna. Če gremo čez ta obseg, se podatki le še nagloma kopičijo, ne da bi se bistveno izboljšala naša sposobnost razločevanja dobrih delov od slabih, kar pa dejansko lahko upočasni proizvodne linije. Današnji globalni zatemnitveni CMOS senzorji precej dobro dosegajo to optimalno točko, saj zaznajo napake s približno 99-odstotno natančnostjo in hkrati obdelujejo stotine izdelkov vsako minuto. Najpomembnejše ni nujno, koliko megapikselov ima kamera, temveč pravo število pikslov za najmanjše podrobnosti, ki jih moramo videti, in kako hitro se premika sestavna linija.
Hitrost slike in sinhronizacija sprožilnika: Odprava razmazanosti pri visokih hitrostih v proizvodnih linijah
Razmazanost zaradi gibanja še vedno povzroča večino prepuščenih napak na teh hitrih proizvodnih linijah, tudi kadar podjetja namestijo modne ultra visoko ločljive senzorje. Ko linija obrne več kot 1.000 delov na uro, mora kamera zajeti vsak predmet v manj kot 20 milisekundah, samo da ohrani dovolj ostre robove. Tu pridejo prav kamere z globalnim zatemnitvom, sinhronizirane z ekoderjem. Te kamere zaklenijo čas izpostavljenosti točno na položaj dela na tekočem traku, kar ohranja stopnjo zaznavanja okoli 98,5 % tudi pri največji hitrosti. Razlika je ogromna v primerjavi s starejšimi sistemi brez sinhronizacije. Tovarne v avtomobilski industriji in elektronski sestavi beležijo približno 80-odstotni padec lažnih alarmov po nadgradnji. To je logično, saj te industrije delajo s komponentami, merjenimi v mikronih, zato ni mesta ugibanju ali napakam.
Primerjava vodilnih platform strojnega vida za industrijsko pregledovanje
Basler ace 2 proti FLIR Blackfly S: Primerjava v praksi glede natančnosti, stabilnosti in podpore SDK
Serija Basler Ace 2 uporablja odlične senzorje Sony Pregius, ki dejansko omogočajo ponovljivost meritve pod 0,1 piksla, tudi kadar obstajajo različne industrijske vibracije. Poleg tega ti kameri ohranjata tudi precej impresivno stabilnost dobi, in sicer znotraj ±0,05 odstotka kljub spremembam temperature do 15 stopinj Celzija. Kar res izstopa, je njun SDK Pylon, ki odlično deluje z robotskimi rokami in PLC omrežji, kar jih naredi popolne za hitro tekoče proizvodne linije, ki delujejo nad 200 okvirsko frekvenco na sekundo. Po drugi strani pa imajo modeli FLIR Blackfly S svoje lastne trike s proprietarno obdelavo slik, ki zmanjša motnje zaradi gibanja približno za 40 % na zelo hitrih transportnih trakovih. Ne smemo pozabiti niti na SDK Spinnaker, ki podpira več programskih jezikov, vključno s Pythonom, C# in .NET. Oba kameradna sistema brez težav opravljata naloge pri pregledovanju polprevodniških ploščic in delov baterij električnih vozil, razlikujeta se pa v določenih pogojih. Basler se obnese bolje glede toplotne in mehanske stabilnosti pri večjih razmerjih namestitve, medtem ko FLIR odličuje v situacijah, kjer je osvetlitev izjemno slaba, in zagotavlja odlične rezultate celo pri ravneh svetlobe pod 0,1 luksov.
Pametni kameri (Cognex Insight, Keyence CV-X) proti sistemu vizije na podlagi računalnika
Pametne kamere od blagovnih znamk, kot so Cognex Insight in Keyence CV-X, resnično pospešijo proces. Za preproste merilne preglede se te naprave lahko zagnajo v manj kot dveh dneh, saj imajo vgrajene procesorje ter vnaprej programirane pogoste vzorce napak. Poleg tega prihranijo približno 30 % stroškov ožičenja, kadar delujejo same na delovnih mestih – kar je odlična novica za tovarne, kjer vsak centimeter šteje. Na drugi strani računalniški sistemi, povezani s zmogljivimi strežniki GPU, proizvajalcem ponujajo približno petkrat več računske moči za zahtevnejše naloge, kot so prepoznavanje subtilnih površinskih napak, merjenje predmetov iz več kot enega kota v treh dimenzijah ali prilagajanje modelov med samim obratovanjem. Te nastavitve omogočajo podjetjem hkratno upravljanje več kot petdesetih različnih izdelkov prek omrežij z več kamerami – kar postane popolnoma nujno pri raznovrstnih proizvodnih serijah. Pametne kamere sicer olajšajo začetek kontrole kakovosti, a sistemov na osnovi računalnikov ni mogoče premagati, kadar gre za rast skupaj s potrebami poslovanja, hitro prilagajanje algoritmov in obvladovanje resnih računskih zahtev.
Kako izbrati pravo kamero strojnega vida za vašo aplikacijo nadzora kakovosti
Praktični okvir za odločanje: Usklajevanje specifikacij kamere s toleranco izdelka, hitrostjo linije in omejitvami osvetlitve
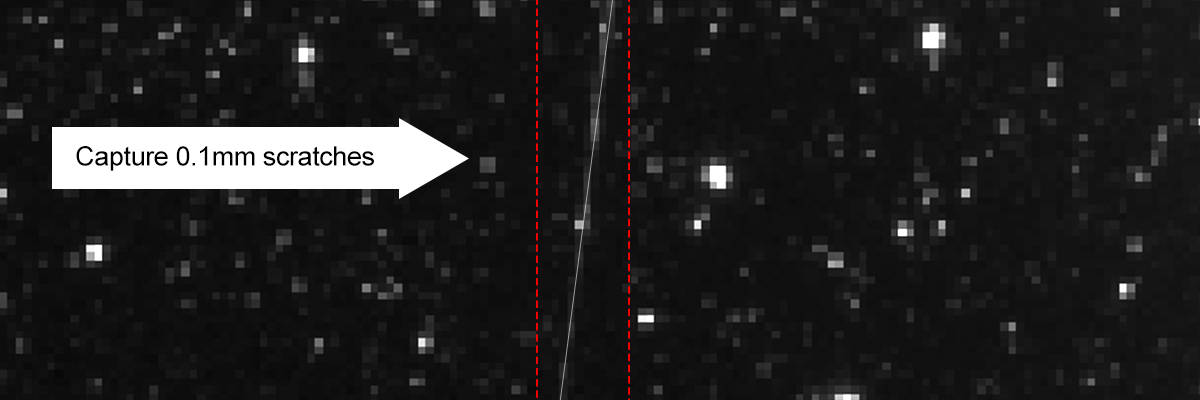
Ko razmišljamo o zaznavanju napak, moramo začeti s najmanjšim defektom, ki ga moramo zaznati. Vzamemo to dimenzijo, na primer 0,1 mm dolg vrelec, in jo delimo s priporočenimi 3 do 4 piksli na lastnost, kar nam da izhodišče za zahteve po ločljivosti. Pomembna je tudi hitrost transportne convejerja. Če se predmeti premikajo hitreje kot 1 meter na sekundo, potrebujemo globalne obturatorje s frekvenco slike nad 120 fps. Ko proizvodnja preseže 200 kosov na minuto, mora čas ekspozicije ostati pod pol milisekunde, sicer bodo vse slike razmazane. Še ena povsem drugačna izzivnost so razmere pri osvetlitvi. V temnih okoljih iščite kamere z kvantno učinkovitostjo nad 75 % in dinamičnim obsegom nad 70 dB, da ohranjajo kontrast in jasnost slik. Sledenje temu pristopu na treh k v ·poudarjanje ključnih področij zagotavlja, da kamere te majhne napake dejansko najdejo v praksi, ne le v teoretičnih tehničnih specifikacijah. Hkrati ohranja razumne stroške, ne da bi pri tem izgubile učinkovitost, ki deluje na tovarniški liniji dan za dnem.
Pripravljeni na povišanje avtomatiziranega nadzora kakovosti?
Ne sprejemajte kamernih rešitev s police, ki spustijo pomembne napake ali upočasnijo vašo proizvodno linijo. Prilagojene rešitve strojnega vida HIFLY so zasnovane točno za vaše potrebe nadzora kakovosti – ne glede na to, ali zaznavate napake velikosti 1,5 μm, pregledujete več kot 200 delov na minuto ali delujete v zahtevnih okoljih.
Kontaktirajte HIFLY že danes za brezplačno posvetovanje: naša ekipa bo ocenila vaš tok dela, priporočila ustrezne specifikacije in vam poslala prilagojen vzorec že v treh dneh. Skupaj zgradimo sistem nadzora kakovosti, ki raste skupaj z vašim podjetjem in zagotavlja natančnost zaznavanja napak večjo od 99 % – vsakič.





