

Guide för areaöversiktskamera: Fördelar och industriella tillämpningar
Hur area-scankameror fungerar: Grundläggande teknik och avbildningsprinciper
Definition av area-scankamera och dess driftsprincip
Områdesskanningskameror tar fullständiga tvådimensionella bilder på en gång med sina rektangulära pixellinjer, vilket i princip fryser allt som sker framför dem – oavsett om det gäller stillastående objekt eller saker som rör sig mycket exakt. Dessa skiljer sig från linjeskanningskameror, som bygger upp bilder rad för rad. Områdesskanningsmodeller ger omedelbart fullbildsskott, vilket gör dem utmärkta för kvalitetskontroll på produktionslinjer, mätningar och maskinstyrning under monteringsprocesser. När ljus passerar genom objektiven träffar det antingen CCD- eller CMOS-sensorer inuti kamerakroppen. De mikroskopiska fotodioderna omvandlar då inkommande ljuspartiklar till elektriska laddningar. Efter detta omvandlar systemet signalerna från analogt format till digitala data så att vi faktiskt kan se vad som sker i realtid. Tänk på att upptäcka mikroskopiska defekter endast några mikrometer breda eller mäta komponenter med exakthet ned till mikrometer. Även om de fungerar ungefär som vanliga kameror som vi använder för foton, måste industriella versioner vara tillräckligt robusta för fabriksmiljöer, ha exakt utlösningstid och integreras smidigt i automatiserade system där varje millisekund räknas.
CCD- vs. CMOS-sensorer: Arkitektur, hastighet och brusprestanda i industriella sammanhang
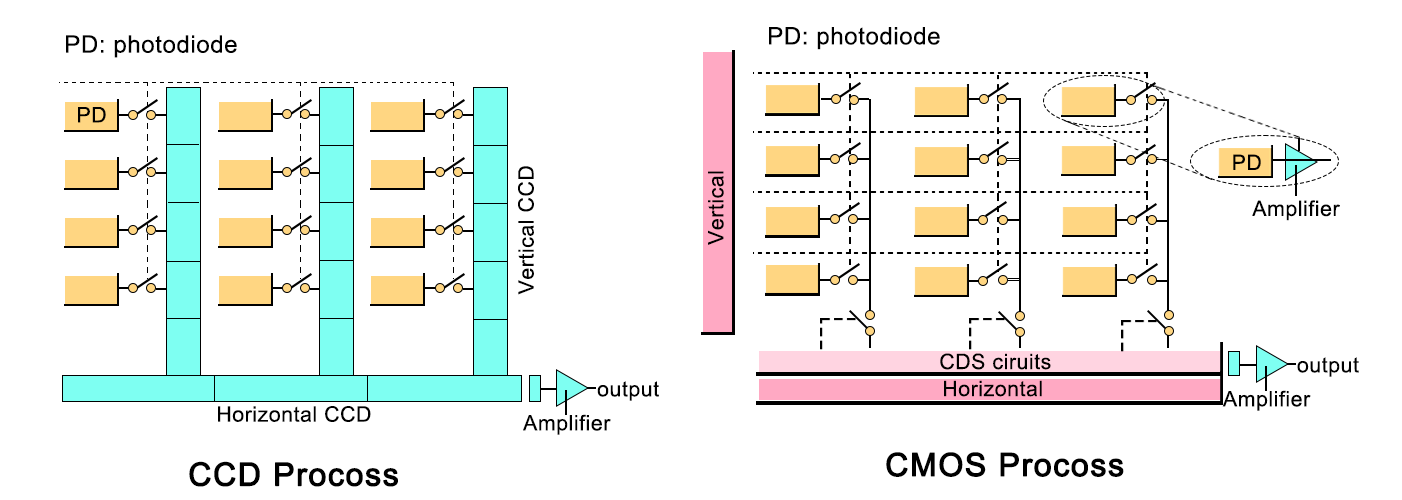
De grundläggande skillnaderna mellan CCD- och CMOS-sensorer ligger främst i hur de hanterar data och deras övergripande systemkompromisser. Med CCD-teknik flyttas alla insamlade elektriska laddningar genom varje pixel mot en central förstärkare. Denna uppställning ger verkligen bra bildkonsekvens och genererar mycket mindre brus, vilket gjorde dem utmärkta för tillämpningar som nattsynsutrustning eller laboratoriearbete där ljusnivåerna är mycket låga. Men det finns också en nackdel här. Det seriella sättet att CCD:er fungerar innebär att de inte kan ta bilder lika snabbt och tenderar att förbruka mer el under drift. Å andra sidan har CMOS-sensorer små förstärkare integrerade direkt i varje enskild pixel. Detta gör att flera områden på sensorn kan bearbeta information samtidigt, vilket möjliggör bildfrekvenser på över 300 bilder per sekund – något som är mycket viktigt vid inspektion av elektroniska komponenter i stor skala. Idag har förbättringar av CMOS-design, bland annat med hjälp av fixerade fotodioder och dubbelprovtagningstekniker, minskat skillnaderna i brusprestanda jämfört med äldre CCD-modeller. För de flesta fabriksautomatiseringsapplikationer idag är CMOS tydligt framgångsrikare, eftersom den kan ta bilder cirka tio gånger snabbare än CCD-sensorer av liknande storlek samtidigt som den använder dramatiskt mindre effekt – ibland upp till hundra gånger mindre! Dessutom skalar dessa CMOS-chip bättre för inbyggnad i olika typer av maskiner och enheter inom olika branscher.
Kritiska prestandamått: Bildfrekvens, Pixelestorlek, Exponeringskontroll och Kvantverkningsgrad
Valet av rätt area-scankamera grundar sig på fyra ömsesidigt beroende mått:
| Metriska | Industriell påverkan | Typiskt intervall |
|---|---|---|
| Bildfrekvens | Avgör genomströmningskompatibilitet med rörliga produktionslinjer | 30–500 fps |
| Pixlarstorlek | Balanserar upplösning, känslighet och synfält; större pixlar samlar in mer ljus | 1,4–7,4 μm |
| Exponeringskontroll | Möjliggör tidsbestämning med mikrosekundsprecision för att eliminera rörelseoskärpa vid transportband | 1 μs–1 sekund justerbar |
| Kvanteffektivitet | Påverkar direkt förmågan att arbeta i mörkt miljö och den nödvändiga belysningsintensiteten | 40–80 % (svartvita CMOS) |
Kvantverkningsgrad eller QE mäter i grund och botten hur många inkommande fotoner som faktiskt omvandlas till användbara elektroner. Detta är av stort betydelse inom områden som läkemedelsförpackning. Bakbelysta CMOS-sensorer med en kvantverkningsgrad på över 70 % fungerar mycket bra här, eftersom de fortfarande kan utföra noggranna inspektioner även i miljöer med litet ljus. När dessa sensorer kombineras med global shutter-teknik – som fångar alla bildpixlar samtidigt istället för att skanna dem en i taget – får tillverkare tydliga bilder utan rörelseartefakter. Resultatet? De kan upptäcka mikroskopiska defekter på mindre än 10 mikrometer både i produktionslinjer för bilkomponenter och i monteringsprocesser för elektroniska komponenter, där precision är absolut avgörande.
Varför välja en area-scankamera? Viktiga fördelar för industriell automatisering
Area-scankameror erbjuder obestridlig kostnadseffektivitet, enkel integration och anpassningsförmåga för automatisk visuell inspektion. Deras enkla exponering och fullbildsinsamling eliminerar den komplexa rörellesynkronisering som krävs av linjeskannings- eller 3D-profileringssystem – vilket gör dem idealiska för stationära delar, intermittenta rörelser eller exakt tidsbestämda transportbandstoppar.
Denna operativa enkelhet översätts direkt till ROI: installationer uppnår upp till 23 % lägre integrationskostnader jämfört med alternativa arkitekturer, samtidigt som de behåller flexibilitet vid produktbyten och omkonfigurering av produktionslinjer. Vid inspektion av elektronik-PCB visar area-scansystem 7 % högre felupptäcktnivå , enligt Ponemon Institutes industriella vision-benchmarkstudie från 2023.
Deras mångsidighet sträcker sig pålitligt även till mätning, positionering samt närvaro/ frånvaro-verifiering – särskilt där konsekvent belysning och objektstabilitet kan uppnås. Fördelarna inkluderar:
- Minskade krav på bearbetningshårdvara (ingen behov av specialiserade linjeskanningsramhämtare eller rörelsekontrollenheter)
- Inbyggd kompatibilitet med branschstandardprogramvara för maskinvision (t.ex. HALCON, VisionPro, OpenCV)
- Lägre underhållskostnader tack vare färre rörliga komponenter och enklare optiska uppställningar
Tillverkare använder dessa kameror för att uppnå nästan noll falskt positiva resultat vid kritiska kontroller – samtidigt som de bibehåller en genomströmning på upp till 60 bilder per sekund – vilket gör dem grundläggande för automatisering med hög noggrannhet och hög tillförlitlighet.
Främsta industriella tillämpningar för area-scankameror
Precisionens kvalitetsinspektion: elektronik-PCB:er, bilkomponenter och farmaceutisk förpackning
Ytscankameror har blivit nästan standardlösningen för detaljerade 2D-inspektioner inom branscher där kvalitet är av största betydelse. Ta till exempel elektroniktillverkning – dessa enheter kan upptäcka mikroskopiska detaljer ned till cirka 10 mikrometer i storlek. De identifierar problem som lödbruk mellan komponenter, upptäcker när passiva komponenter saknas helt och upptäcker även de irriterande BGA-chip som placerats felaktigt på kretskort. Även bilindustrin är starkt beroende av dem, till exempel vid kontroll av motorblock och växellådahus inom strikta toleranser på plus/minus 5 mikrometer. Ytproblem såsom porösa områden från gjutning, återstående slipmärken från bearbetning eller ojämna beläggningar har ingen chans mot deras noggranna granskning. När det gäller läkemedelsförpackningsprocesser säkerställer ytscankameror att blisterförpackningar är korrekt förseglade, etiketter är riktade åt rätt håll, text är läsbar och tabletter räknas korrekt med nästan perfekt tillförlitlighet. Dessa kontroller sker dessutom otroligt snabbt – över 60 enheter per minut utan att förlora fart. Eftersom allt sker i en enda snabb bild tas fel omedelbart upp och defekta produkter avvisas innan de når kunderna, vilket minskar slöseri avsevärt jämfört med äldre inspektionsmetoder eller enbart mänskliga inspektörer.
Mätning, positionering och defektdetektering i tillverkningsarbetsflöden med hög noggrannhet
Ytscankameror går långt bortom enkla inspektionsuppgifter och fungerar nästan som precisionsmätverktyg i tillverkningsmiljöer. Dessa enheter kan mäta alla typer av dimensioner utan att nudda något – avstånd, vinklar, radieavläsningar, diameterkontroller – och upprepa dessa mätningar med en noggrannhet på endast 3 mikrometer. En sådan precision hjälper till att uppfylla GD&T-standarder och bekräfta produktkvaliteten vid kontroll av de första provbitarna. När kamerorna ansluts till robotsystem ger de imponerande positionsstyrning ner till underpixelnivå. Tänk på placering av små halvledardies eller justering av battericeller där även den minsta felaktigheten spelar roll. Kamerorna har en så kallad global shuttermekanism, vilket innebär att de fångar skarpa bilder även när objekten rör sig snabbt längs produktionslinjerna. De upptäcker små fel som hårfinna sprickor i tempererat glas, problem med svetsförbindelser på röranslutningar eller vävfel i specialiserade tyger. Allt detta sker samtidigt som fullständiga inspektioner utförs på varje artikel som passerar förbi med transportbandshastigheter upp till 2 meter per sekund, och tillverkare noterar vanligtvis att avvisningsfel inträffar i mindre än hälften av ett procent av fallen.

Att välja rätt area-scankamera: Anpassa specifikationer till applikationsbehoven
Att välja rätt area-scankamera innebär att anpassa nyckelspecifikationer till vad den faktiska installationen kan hantera fysiskt och operativt. Upplösning är vanligtvis det första man bör titta på. Sensorer med mer än 5 megapixel fungerar utmärkt för att upptäcka små detaljer vid PCB-inspektioner, men dessa kameror kräver mer bearbetningskraft och större lagringsutrymme. Tillverkare måste därför avväga dessa behov mot vad deras befintliga visionssystem faktiskt kan bearbeta utan att bromsa ner produktionen. Vid hantering av snabbt rörliga monteringsband, till exempel de som sorteras bilkomponenter i hög hastighet, blir bildfrekvensen avgörande. Kameror som klarar 100 bilder per sekund eller bättre hjälper till att eliminera rörelseoskärpa, ett problem som drabbar långsammare modeller. Ibland innebär detta att välja en något mindre detaljrik bild endast för att säkerställa smidig drift på fabriksgolvet.

Sensortypen förblir kontextberoende: CMOS föredras för hastighet, effektivitet och kostnad i de flesta applikationer på fabriksgolvet; CCD behåller endast nischvärde i scenarier med extremt låg brusnivå och statiska scener, till exempel vissa farmaceutiska eller mikroskopiska uppgifter.
Viktiga specifikations-applikationspar inkluderar:
| Specificitet | Användningssammanhang | Effekt på prestanda |
|---|---|---|
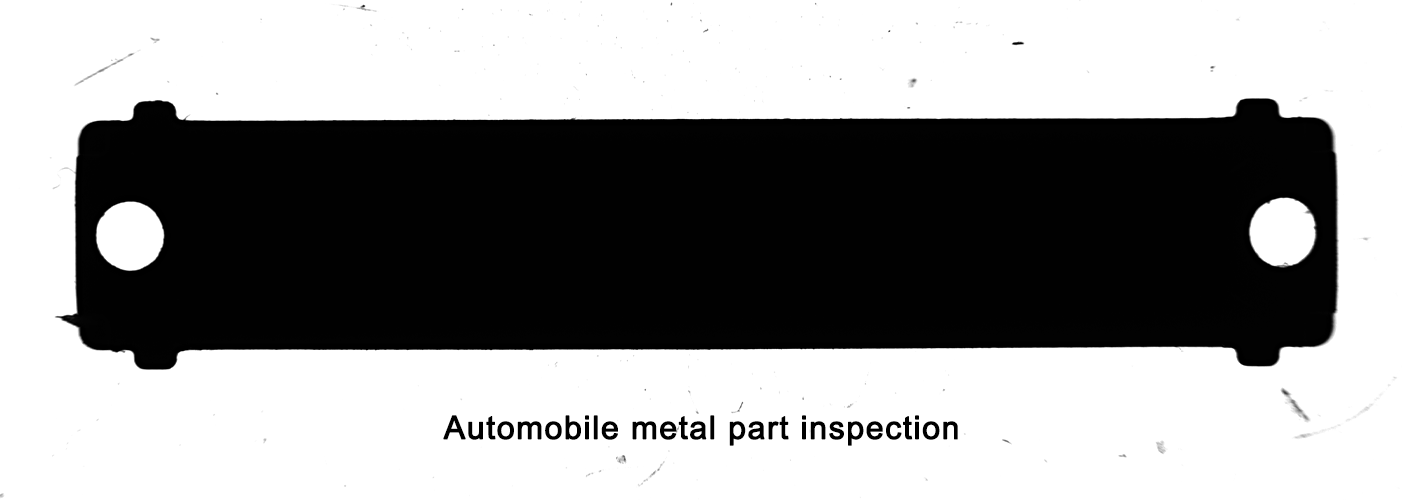
| Pixlarstorlek | Inspektion av metallkomponenter i mörka miljöer | Större pixlar (≥3,45 μm) ökar fotoninsamlingen och minskar bildbruset med upp till 40 % |
| Global Shutter | Snabbt rörliga transportbandssystem | Eliminerar rörelseförvrängning – avgörande för noggrann mätning och fellokalisering |
| Kvanteffektivitet | Kvalitetskontroll av solceller | Sensorer med >80 % kvantverkningsgrad avslöjar mikrospaltningar och shuntvägar som är osynliga för standardoptik |
| Dynamikomfattning | Inspektion av svetsnätd | dynamikområde på 100 dB+ bevarar detaljer i miljöer med extrem kontrast (t.ex. ljusbåge + basmetall) |
Att få rätt exponering är mycket viktigt när man arbetar med olika belysningsförhållanden. Korta exponeringar under 10 mikrosekunder hjälper till att undvika bildöverbelastning från de intensiva blitsljusen, medan exponeringar som sträcker sig nästan upp till en hel sekund fungerar bättre i mörkare miljöer. När det gäller installation är GigE Vision en fördel tack vare sin plug-and-play-installation via vanliga Ethernet-kablar som kan vara upp till 100 meter långa. Detta fungerar utmärkt i fabriker som sträcker sig över flera platser. Camera Link har dock fortfarande sin plats, främst i specialiserade fall där mycket höga dataöverföringshastigheter krävs för snabba 3D-mätningar. Sammanfattningsvis leder det att anpassa alla dessa specifikationer till de verkliga förhållandena på produktionsgolvet till bättre resultat i stort sett – färre felaktiga mätningar och snabbare bearbetningstider över hela linjen.
Klar att höja dina industriella inspektioner till en ny nivå med area-scankameror?
Ytscankameror är grunden för pålitlig, högpresterande automatiserad inspektion—inget visionssystem kan leverera konsekventa resultat utan en kamera som är anpassad till ditt applikations precision, hastighet och miljökrav. Genom att anpassa sensortyp, prestandamått och robusthet till din produktionsprocess kan du kommer du uppnå lägre andel felaktiga underkända produkter, högre genomströmning och mätbar avkastning på investeringen (ROI) för din tillverkningsverksamhet.
För industriella ytscankameror som är anpassade till ditt specifika applikationsbehov, eller för att bygga ett fullständigt integrerat maskinvisionssystem med kompletterande objektiv, belysning och programvara (som erbjuds av HIFLY), samarbeta med en leverantör som har djupa kunskaper inom industriell maskinvision. HIFLY:s 15 års erfarenhet inom områdesskanningskameror, linjeskanningskameror och helhetsvisionssystem – stödd av ISO 9001:2015-certifiering, 30+ uppfinningspatent och support till 2 500+ kunder i över 30 länder. Kontakta oss idag för en kostnadsfri och engagemangsfri konsultation för att optimera din områdesskanningskamerainställning.





