

Tips för att välja rätt linjescankamera
Grundläggande kunskap om linjescankameror: Arkitektur, princip och nyckelfördelar
Hur linjescanavbildning skiljer sig från ytscan—eliminerar rörelseoskärpa och möjliggör obegränsad vertikal upplösning
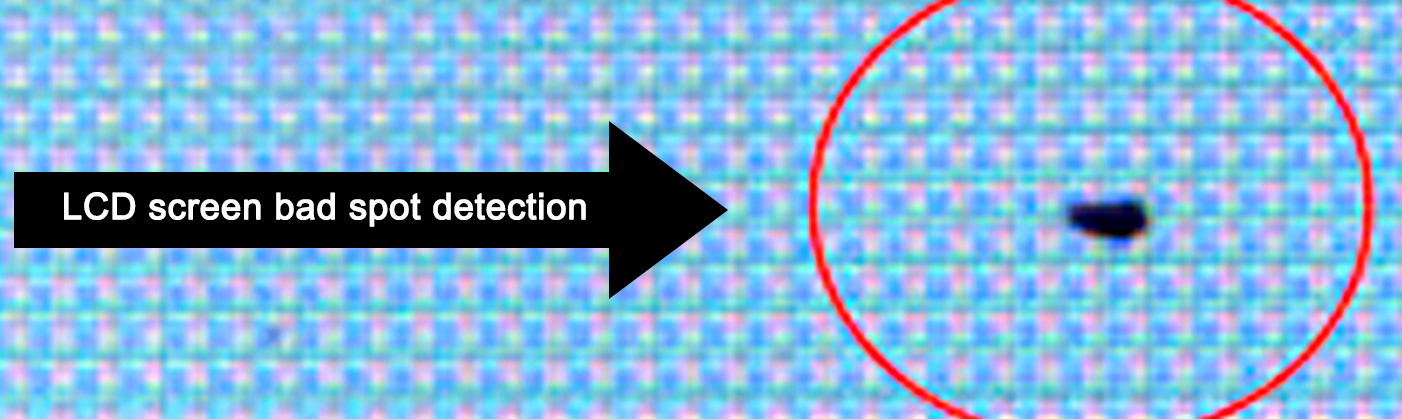
Områdeskameror tar kompletta tvådimensionella bilder på en gång, medan linjekameror fungerar på ett annat sätt. De har endast en rad pixlar som gradvis bygger upp bilder när objekt passerar förbi kamerans synfält. Systemet synkroniseras med rörelsen med hjälp av exempelvis rotations- eller linjära kodare, så att det inte uppstår någon suddighet även vid mycket höga hastigheter – ibland över 10 meter per sekund. Det viktigaste här är att den vertikala upplösningen i princip kan vara obegränsad. Bildens höjd beror helt och hållet på hur långt ett objekt färdas förbi kameran, inte på sensorstorleken. Av detta skäl är linjescan-tekniken särskilt lämplig för exakta uppgifter, till exempel inspektion av halvledare under tillverkning eller spårning av stora metallrullar som är 3 000 mm breda. Traditionella områdeskamerasystem kan helt enkelt inte hantera dessa situationer utan att antingen skapa enorma sammanfogade bilder eller förlora viktiga detaljer i processen.
Kärnkomponenter förklarade: linjär sensor, linjehastighetsmotor, kodargränssnitt och logik för realtidsynkronisering
Fyra ömsesidigt beroende komponenter möjliggör denna precision:
- Linjära givare , vanligtvis CMOS- eller CCD-arrayer med 1–16 k aktiva pixlar, definierar horisontell upplösning och spektral respons.
- Linjehastighetsmotorer bearbetar pixeldata med hastigheter mellan 10–140 kHz och anpassar dynamiskt samplingsfrekvensen till objektets hastighet.
- Kodargränssnitt omvandlar mekanisk rörelse till exakta utlösningsignaler – och uppnår ±0,01 % hastighetssynkronisering via kvadraturdekodning.
- Logik för realtidsynkronisering kompenserar för vibrationsskapad jitter eller tillfälliga hastighetsändringar och säkerställer underpixelnoggrann registrering vid kontinuerliga skanningar.
Tillsammans stödjer dessa komponenter avbildning utan förvrängning av cylindriska ytor, oändliga banor och termiskt instabila material – funktioner som grundläggande saknas i area-baserade arkitekturer.
Precisionsanpassning av linjehastighet, rörelsehastighet och rumslig upplösning
Den styrende ekvationen: Δx = v / fline – och hur den tillämpas för kalibrering från pixel till mm
Att få korrekta rumsliga mätvärden i linjeskanningsavbildning handlar egentligen om hur väl objektets hastighet (v) stämmer överens med kamerans linjehastighet (fline). I grunden finns denna grundläggande formel: delta x = v dividerat med fline, vilket anger den faktiska avstånd som varje pixel representerar. Antag till exempel att vi undersöker ett transportband som rör sig med 500 millimeter per sekund och att vår kamera är inställd på 10 kilohertz. Denna beräkning ger en upplösning på cirka 0,05 millimeter per pixel. Vid kalibrering av dessa system är tillförlitliga hastighetsmätningar av stor betydelse. De flesta använder laser-Doppler-hastighetsmätare för detta ändamål och justerar sedan linjehastigheten tills önskat delta x-värde uppnås. Observera också avvikelserna: om avvikelserna överskrider ±2 % börjar fel bli synliga i viktiga tillämpningar, såsom vid kontroll av bredden på spår på kretskort, där precision är avgörande.
Synkronisering baserad på encoder: säkerställer underpixelprecisionsregistrering i miljöer med hög vibration eller varierande hastighet
När maskiner vibrerar eller deras hastigheter ändras oväntat uppstår tidsinställningsproblem som leder till suddigare bilder och svårare att upprepa mått konsekvent. Genom att synkronisera inkodern med positionsmatningssignalen från rörelsesystemet kan vi exakt styra när bilderna tas. Det innebär att även om hastigheterna varierar upp till 15 % får vi fortfarande registrering på underpixelnivå – något som är avgörande för kvalitetskontroll. Siffrorna talar också sitt tydliga språk: rotationsinkodrar kan mäta vinklar ned till 0,001 grader, medan linjära inkodrar spårar positioner med en noggrannhet på endast 1 mikrometer. Dessa funktioner gör all skillnad i krävande industriella miljöer. Tänk på stålverk där allt skakar kontinuerligt eller textilfabriker där spänningsförändringar sker momentvis. Med korrekt inkodersynkronisering upptäcker systemen verkliga fel istället för att avvisa felfria produkter av misstag. Studier visar att denna metod minskar falska avvisningar med cirka 40 % jämfört med äldre metoder som kör fritt utan några utlösningsspår.

Applikationsdrivna urvalskriterier för vanliga industriella användningsfall
Webbinspektion: hantering av spänningsvariation, sömnadskontinuitet och realtidslokalisering av defekter
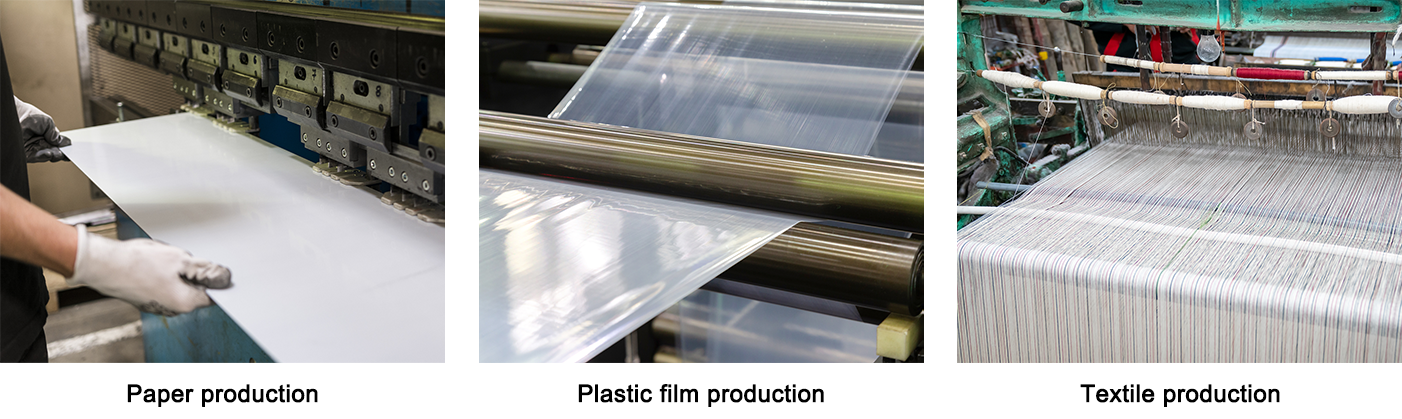
När man arbetar med kontinuerliga banmaterial som papper, plastfolier, metallfolier eller vävbanor handlar valet av rätt linjescankameror om tre huvudsakliga överväganden som är mest avgörande på produktionsgolvet. Den första utmaningen gäller hastighetsvariationer som orsakas av spänningsändringar under hela processen. För att hantera detta kräver systemen anpassningsbara regulatorer som kör minst 20 kilohertz tillsammans med kodarens återkopplingsloopar, så att bilderna förblir justerade pixel för pixel över hela bredden. Andra, att sätta ihop dessa bilder utan luckor mellan raderna kräver noggrann överlappning av pixellinjerna. Tillverkare strävar vanligtvis efter en synkronisering bättre än en mikrosekund för att säkerställa kontinuitet i de slutliga inspektionsresultaten. Tredje, att upptäcka defekter i realtid beror i hög grad på inbyggd bearbetningskapacitet. Många moderna system använder idag FPGA-kretsar för att accelerera grundläggande bildanalysuppgifter som tröskeldetektering, vilket gör att de kan markera problem inom endast fem millisekunder innan produkterna avvisas. Nyare forskning från 2023 visade hur övergången från area-scankameror till linje-scankameror förbättrade defektdetekteringsfrekvensen med nästan 92 % vid linjehastigheter på åtta meter per sekund, vilket förklarar varför allt fler konverterare gör denna övergång idag.
Scanning av cylindriska delar: vinkelupplösningsmappning, justering av roterande kodare och fällor med fältavbildningsdistortion
När man arbetar med roterande komponenter, till exempel flaskor, lager eller bilaxlar, spelar vinkelupplösning en avgörande roll för att välja rätt sensor till uppgiften. Den grundläggande formeln ser ungefär ut så här: N är lika med pi multiplicerat med diametern dividerat med varvtal (RPM) gånger 60 gånger den krävda rumsliga upplösningen. Att få fram dessa siffror korrekt är viktigt, eftersom feljusterade roterande kodare kan orsaka problem. I cirka hälften av fallen leder sådana feljusteringar till radiell förvrängning på över 15 %, vilket är anledningen till att många tekniker först kontrollerar sin installation med hjälp av kvadratursignaler. En annan sak att observera är optisk förvrängning. Vanliga objektiv tenderar att förvränga bilder vid böjda kanter, vilket ger upphov till så kallad tunnelförvrängning (barrel distortion). Därför byter vissa applikationer till telecentriska optik istället, vilket håller mätfelen under 0,1 % i hela synområdet. För inspektion av bilaxlar där bländning är ett problem gör övergången från 8-bitars till 12-bitars sensorer en stor skillnad. De flesta verkstäder rapporterar en minskning av felaktiga avläsningar med cirka 70 % vid uppgradering, även om resultaten varierar beroende på specifika förhållanden.
Linjescanskamera jämfört med ytskanskamera: När man ska välja var och en för optimal avkastning på investeringen
Fem avgörande scenarier där en linjescanskamera ger obestridlig prestanda och kostnadseffektivitet
Medan ytskankameror fortfarande är optimala för diskreta, statiska eller låghastighetsobjekt ger linjescantekniken bättre prestanda – och starkare avkastning på investeringen – i fem industriella sammanhang med hög volym:
- Inspektion av material på rull vid hög hastighet (papper, folie, filmer), där rörelseoskärpa undergräver noggrannheten hos ytskankameror; linjescankameror fångar upp deformationsfria 1D-skivor vid >70 kHz, vilket möjliggör sömlös avbildning över kilometerlängd.
- Övervakning av metallband under varmvalsning, där termisk drift och strukturell vibration kräver inkodarsynkroniserad insamling för att bibehålla registrering med underpixelnoggrannhet.
- Textilproduktion textilinspektion, där tygets elasticitet och spänningsvariation hanteras genom kalibrering av pixlar i realtid – vilket undviker sömnadsartefakter som är vanliga i flerkamerabaserade ytskansystem.
- 360°-inspektion av roterande cylindriska delar , där vinkelupplösningsmappning möjliggör upptäckt av defekter på mikronivå vid hastigheter över 2 000 rpm.
- Scanning av stora ytor (solfängare, kompositmaterial för luft- och rymdfart), där linjescanning eliminerar behovet av kostsam justering och kalibrering av flera kameror.
I dessa tillämpningar minskar linjescanssystemen hårdvarukostnaderna och integrationskostnaderna med 30–60 %, samtidigt som felaktiga underkända produkter – ofta orsakade av rörelseartefakter i ytskanningsystem – minskar med cirka 15 %. Deras skalbarhet och arkitektur med en enda sensor ger avkastning på investeringen (ROI) inom 8–12 månader i höggenomströmningsbaserade tillverkningsmiljöer.

Redo att välja rätt linjescanskamera för din industriella tillämpning?
Den rätta linjescanskameran är grunden för tillförlitlig och höghastighetsindustriell inspektion – ingen algoritm eller programvara kan kompensera för en kamera som inte är anpassad till din transportskivhastighet, upplösningskrav eller produktionsmiljö. Genom att anpassa linjehastighet, sensorupplösning, inkodarsynkronisering och optisk design till din specifika tillämpning, kommer du uppnå luckfri, mikrometerexakt inspektion, minskade felaktiga avvisningar och mätbara avkastning på investeringen (ROI) för er tillverkningsverksamhet.
För industriella linjescankameror anpassade till er webbinspektion, cylindrisk skanning eller storformatsavbildning, eller för att bygga ett fullständigt integrerat maskinvisionssystem med kompletterande belysning, objektiv och verktyg för kodarens synkronisering (som erbjuds av HIFLY), samarbeta med en leverantör som har sitt ursprung i industriell maskinvisionsexpertis. HIFLY:s 15 års erfarenhet omfattar höghastighetslinjescankameror med 10 GigE och 8K-upplösning, multispektrala avbildningssystem samt helhetslösningar för industriell inspektion – stödda av ISO 9001:2015-certifiering, 30+ uppfinningspatent och support till mer än 2 500 kunder i över 30 länder. Kontakta oss idag för en kostnadsfri konsultation för att välja den perfekta linjescankameran för er verksamhet.





