

Tillämpningar av ultraviolett och infrarött ljus i belysning för maskinseende
Maskinseendesystem är vitala inom modern industriell automatisering, kvalitetsinspektion och forskning, där belysning är en kärnkomponent. Även om synligt ljus är vanligt, ultraviolett (UV) ljus och infrarött (IR) ljus erbjuder unika fördelar där synligt ljus inte räcker till. Denna artikel utforskar deras egenskaper, viktigaste tillämpningar och framtida trender inom maskinseende.
1. Översikt över UV- och IR-ljus inom maskinseende
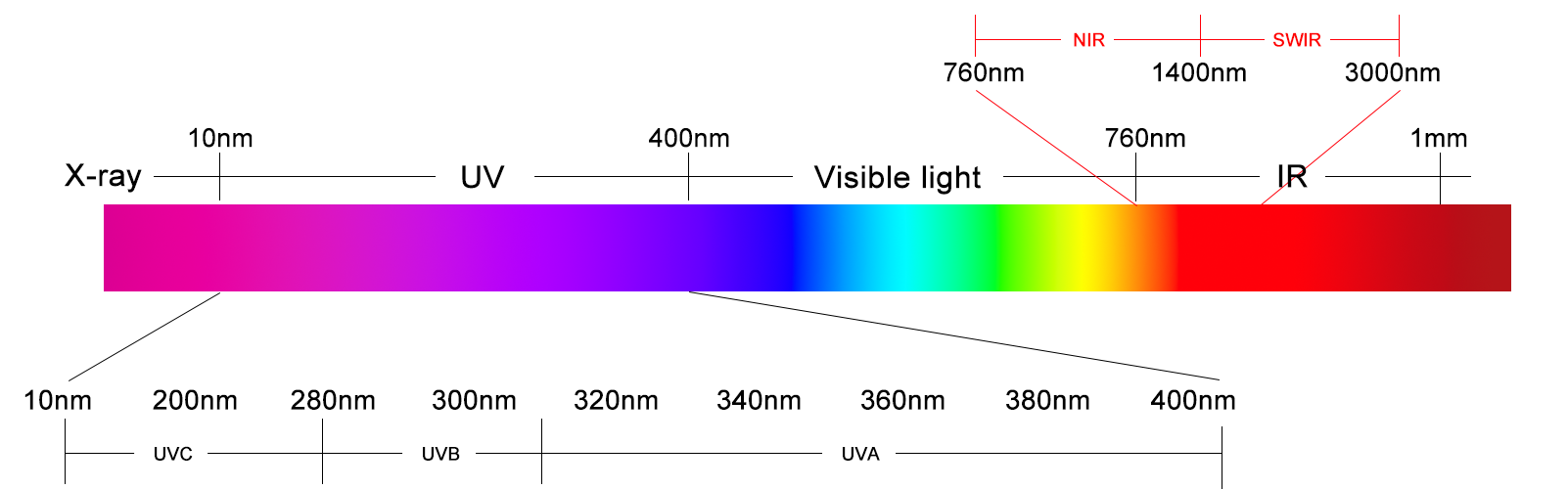
Det synliga området (400–760 nm) i det elektromagnetiska spektrumet kan uppfattas av det mänskliga ögat, men UV (10–400 nm) och IR (760 nm–1 mm) utökar maskinseendets möjligheter. I praktiken används nära-ultraviolett (UV-A, 315–400 nm) på grund av säkerhet och kompatibilitet med sensorer, medan nära-infrarött (NIR, 760–1400 nm) och kortvågigt infrarött (SWIR, 1400–3000 nm) är vanliga för IR-uppgifter – de fungerar med modifierade standardsensorer och tränger effektivt igenom material.
UV exciterar fluorescens i specifika ämnen, medan IR interagerar med material baserat på kemisk sammansättning (absorption/transmission). Dessa unika interaktioner driver deras användning inom maskinseende.
2. Tillämpningar av UV-ljuskällor
UV-belysning utnyttjar fluorescens och materialkontrast för att upptäcka osynliga defekter, föroreningar eller egenskaper.
2.1 Industriell kvalitetsinspektion
UV används brett inom kvalitetskontroll för ytskador och produkthelhet. För polymerer (t.ex. plastdelar till fordon) och beläggningar (t.ex. färg på hushållsapparater) får UV fluorescerande tillsatser att lysa – defekter som sprickor eller punktformiga hål skapar mörka, icke-fluorescerande fläckar, vilka systemen markerar. Inom livsmedels- och läkemedelsindustrin identifierar UV organiska föroreningar (svamp, bakterier) och verifierar enhetlighet i tablettbeläggning, eftersom organiska ämnen fluorescerar mot icke-fluorescerande material.
2.2 Autentisering och motverkan av förfalskning
UV avslöjar dolda säkerhetsfunktioner i dokument (pass) och valutor (Euro/US Dollar fluorescerande trådar). Produkter av hög kvalitet (luxusvaror, elektronik) använder UV-märkta etiketter; maskinsyn skannar dessa under UV-ljus för att bekräfta äkthet, vilket stödjer försörjningskedjans åtgärder mot förfalskning.

3. Tillämpningar av IR-ljuskällor
IR är utmärkt på materialträngning , förbättring av termisk kontrast , och bländningsreduktion , idealiskt för blockerade eller mörka scenarier.
3.1 Materialgenomträngning och identifiering av dolda egenskaper
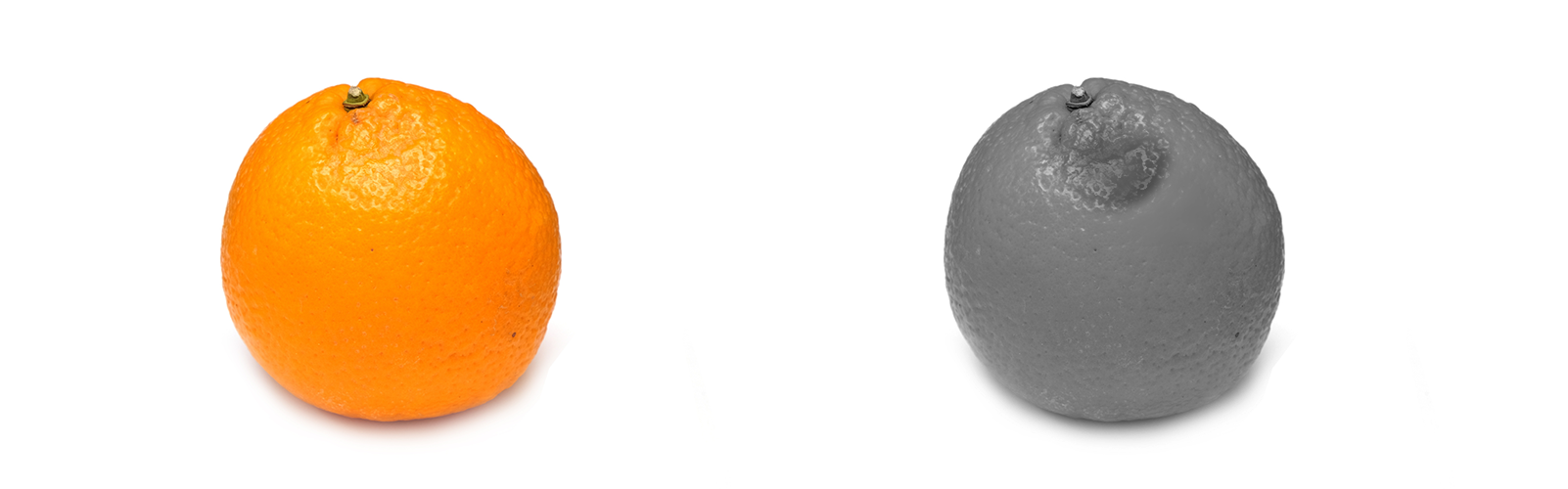
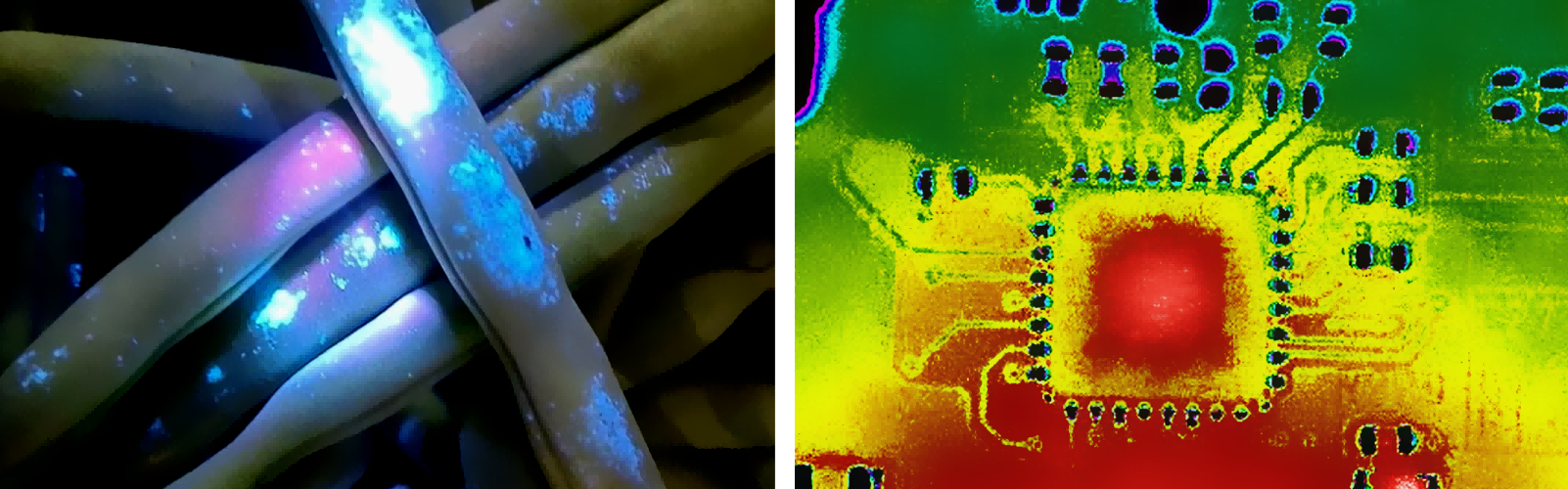
NIR/SWIR tränger igenom ogenomskinliga material. Inom halvledare används det för att undersöka interna anslutningar i IC/PCB (lödningar, defekter) som synligt ljus inte kan nå. Inom jordbruk avslöjar NIR inre fel i frukt (magsår) och mäter fuktkvot i spannmål via absorption, vilket optimerar sortering och lagring.
3.2 Termisk avbildning och temperaturmätning
IR fångar in termisk strålning för kontaktlös temperaturövervakning. Inom tillverkning (metallgjutning, svetsning) används termiska kartor för att upptäcka överhettade/kalla punkter för att säkerställa kvaliteten. Inom hälso- och sjukvård mäter IR hudtemperatur (feberdetektering) och spårar sårheltning genom att följa blodflödesförändringar; den används också inom veterinärmedicin för icke-invasiv skadedetektering.
3.3 Minskning av bländning och bildtagning i dämpat ljus
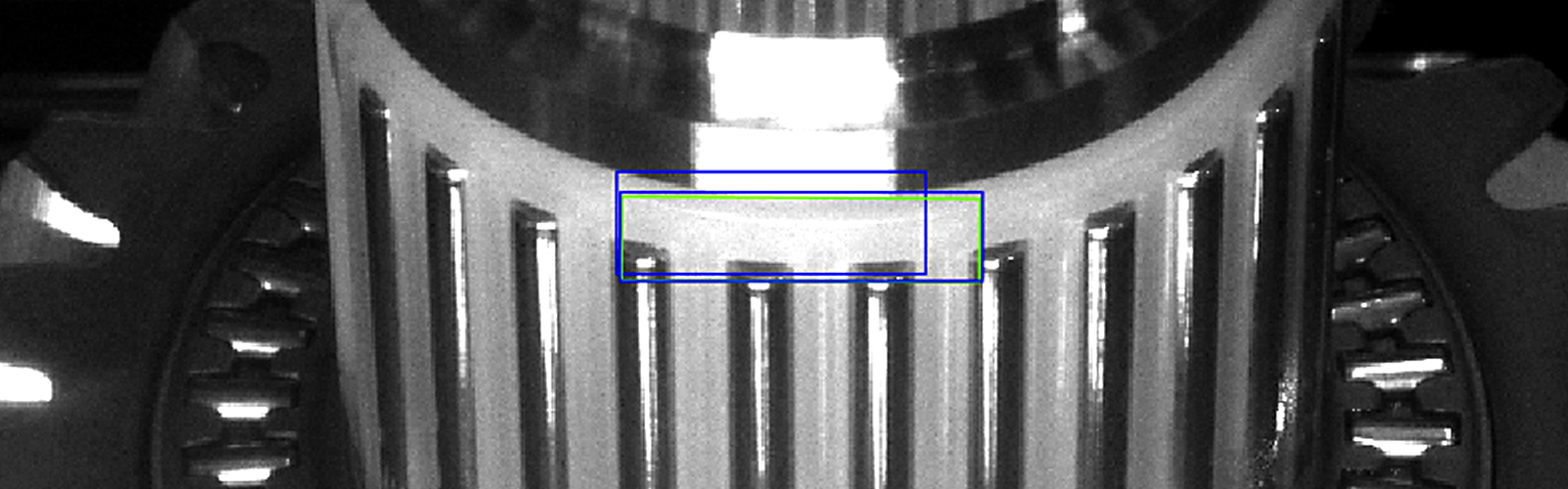
IR undviker bländning från reflekterande ytor (metall, glas) och fungerar i mörker. För utomhusövervakning (trafik, logistikområden) eller inspektion av reflekterande material (rostfria hushållsapparater) eliminerar IR bländning och fångar skarpa bilder, vilket avslöjar repor eller bucklor som syns dåligt i synligt ljus.
4. Viktiga skillnader mellan UV- och IR-ljuskällor
UV förlitar sig på fluorescens/kontrast för att upptäcka dolda egenskaper/föroreningar och kräver UV-känsliga kameror; UV-A är säkert i låga doser, men UV-B/C skadar hud/ögon. IR använder penetration/värmestrålning för inspektion av opaka material eller termisk övervakning; de flesta NIR fungerar med standardgivare (SWIR kräver specialgivare), och NIR är generellt säkert (högpresterande IR kan orsaka överhettning). Valet beror på uppgiften – t.ex. UV för livsmedelsföroreningar, IR för interna kontroller av PCB.
5. Framtida trender och utveckling
UV/IR-tekniken utvecklas mot miniatyrisering (kompakta lysdioder för portabla system), multispektral bildbehandling (kombinerar UV/synligt/IR för omfattande analys, t.ex. livsmedelskvalitetsprofiler) och integrering av AI (algoritmer förbättrar noggrannheten i defektdetektering och realtidsbeslut).
6. slutsats
UV och IR omvandlar maskinell syn genom att möjliggöra uppgifter som inte kan utföras med synligt ljus. UV är utmärkt för att upptäcka dolda defekter/föroreningar och för autentisering; IR erbjuder genomträngning, termisk avbildning och minskning av reflexer. När branscher kräver högre noggrannhet kommer deras roll att växa – att förstå deras egenskaper hjälper företag att förbättra kvalitet, säkerhet och effektivitet.
HIFLY har över 15 års tillverknings erfarenhet inom området för belysning i maskinell syn. Vi har ett professionellt R&D-team. Om du har några anpassade krav på infrarött eller ultraviolett ljus, tveka inte att kontakta oss när som helst!





