

Klassiska behandlingsfall i hårddvaruindustrin baserat på maskinsyn
Utvecklingen och optimeringen av maskinseendesystem ersätter successivt många traditionella manuella inspektionsuppgifter. Idag kommer vi att kort beskriva några tillämpningsfall för maskinseendesystem inom bearbetningen av hårdför.
1. Felidentifiering av interna skruvtrådar
• Exempelbild
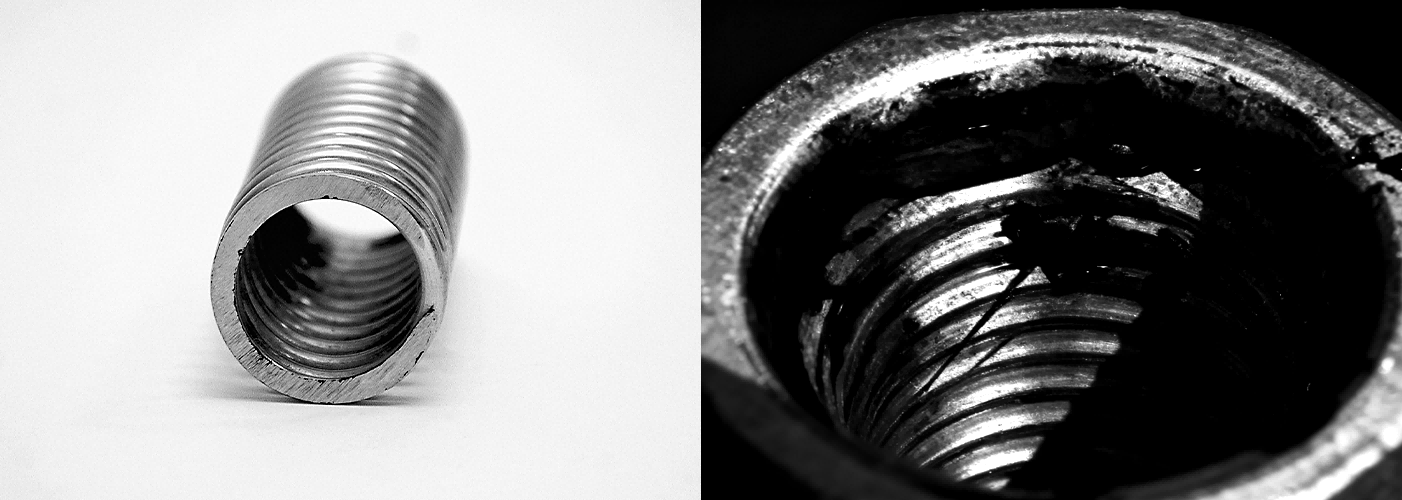
• Belysning använd: Kupolbelysning + Prismläge
• Fallbeskrivning:
För cylindriska skruvar utgör krökta ytor en utmaning. Konventionella belysningsmetoder kräver ofta att kameran vinklas för att endast kunna se en liten del av defekterna, vilket innebär flera tagningar eller rotation av produkten. Genom att integrera en prismaenhet kan innerväggen på produkten delas upp i fyra segment och avbildas i en enda bildtagning. Kupolbelysningen, med sina många diffusa vinklar och jämn belysning, ökar den effektiva avbildningsbågens längd. Kombinationen av kupolbelysning och prismamodul möjliggör därför tydligare och mer omfattande identifiering av defekter.
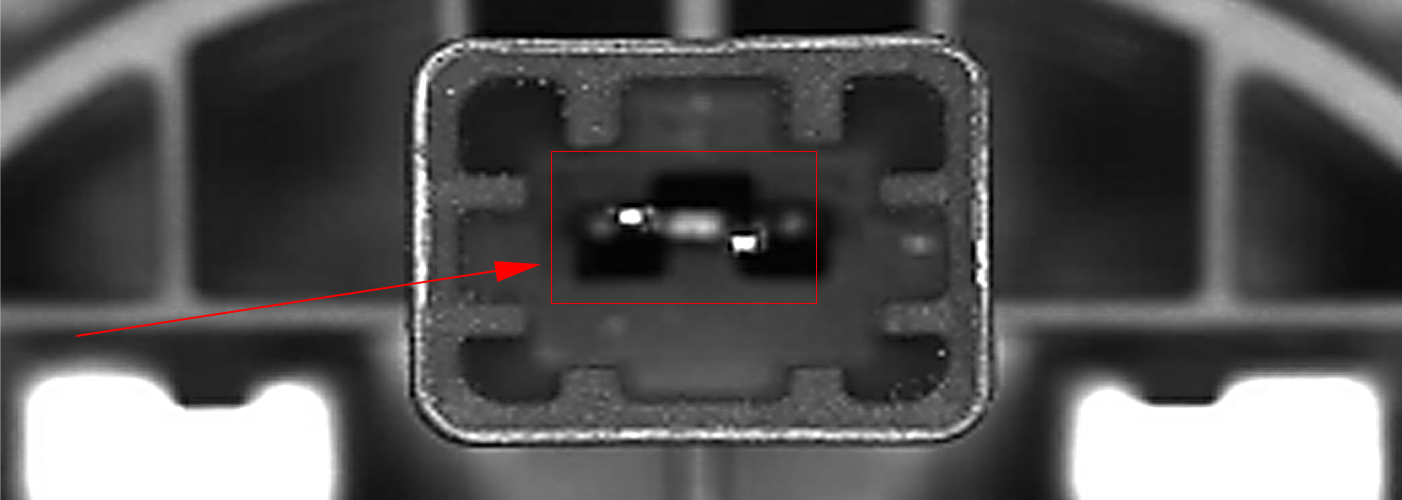
2. Ytinspektion av hårddelar i kopparplåt
• Exempelbild

• Belysning använd: Lågvinklig ringbelysning
• Fallbeskrivning:
Mitten av produkten är en silvervit metall, omgiven av en plastfilm. Genom att använda ett stort on-axis-ringljus (lågvinkligt) undviks reflektioner från omgivande områden samtidigt som den centrala metallofyten klart belyses, vilket skapar ett ljust fält. Felaktigheter syns mörka på grund av ljusets spridning, vilket ger en skarp kontrast mot den ljusa bakgrunden.
3inspektion av hårdvarupinnars spets
• Exempelbild
• Belysning använd: Ringljus med hög vinkel
• Fallbeskrivning:
Pinnarna på hårdvarukomponenten är koniska. Genom att använda vertikalt infallande ljus, som omvandlas till multifasbelystning främst i medelhöga till låga vinklar, belyses pinnens spets klart samtidigt som direktljus undviks på de koniska sidorna. Detta framhäver pinnens spets mer effektivt och minskar svårigheten i bildbehandlingen.





