

Otomatik Kalite Kontrol İçin En İyi Makine Görüşü Kamera Çözümleri
Neden Makine Vizyon Kamera Performansı Muayene Doğruluğunu Belirler
Çözünürlük ve Piksel Yoğunluğu: Üretim Hızında Milimetrenin Altındaki Kusurları Tespit Etme
Daha iyi çözünürlük, sensör alanına daha fazla piksel sığdırıldığı için milimetreden küçük, bazen 1,5 mikrometre kadar küçük olan bu tür minik kusurları fark etmemizi sağlar. Ancak yalnızca yüksek çözünürlüğe sahip olmak tek başına yeterli değildir. Yapay zekâ ile muayenelerin en iyi şekilde çalışması için incelenen özelliklerin yaklaşık 5 ila 10 piksel civarında yer kaplaması gerekir. Bu durum, işlem sırasında gereğinden fazla yavaşlama olmadan yeterli ayrıntının yakalanması açısından ideal dengeyi oluşturur. Bu aralığı aşmak, iyi parçalarla kötü parçaları ayırt etme becerimizi gerçekten artırmadan verilerin daha hızlı birikmesine neden olur ve bu da aslında üretim hatlarını yavaşlatabilir. Günümüzün global obtüratörlü CMOS sensörleri bu ideal dengeyi oldukça iyi yakalar ve her dakika yüzlerce ürünü işleyebilirken yaklaşık %99 doğrulukla kusurları tespit edebilir. En önemli olan şey mutlaka kameranın kaç megapiksel olduğu değil, görmek istediğimiz en küçük detaylar ve montaj hattının ne kadar hızlı hareket ettiği için doğru piksel sayısını elde etmektir.
Kare Hızı ve Tetik Senkronizasyonu: Yüksek Hızlı Hatlar'da Hareket Bulanıklığını Ortadan Kaldırma
Şirketler ne kadar yüksek çözünürlüklü sensörler kurarsa kursun, hâlâ en çok kaçırılan kusur, hızlı üretim hatlarında hareket bulanıklığından kaynaklanmaktadır. Hat saatte 1.000'in üzerinde parça hızla çalışırken, kenarların yeterince keskin olması için kamera her parçayı 20 milisaniyeden daha kısa sürede yakalamalıdır. İşte bu noktada enkoderle senkronize edilmiş global shutter kameralar devreye girer. Bu kameralar poz süresini parça konveyör bandında neredeyse tam olarak o anki konumuna kilitleyerek, en yüksek hızlarda bile tespit oranının %98,5 civarında kalmasını sağlar. Senkronizasyonsuz eski sistemlere kıyasla fark oldukça büyüktür. Otomotiv imalatı ve elektronik montaj sektöründeki fabrikalar bu yükseltmeyi yaptıklarında yanlış alarm oranlarında yaklaşık %80'lik bir düşüş gözlemler. Bu da mantıklıdır çünkü bu endüstriler mikron ölçeğinde ölçülen bileşenlerle çalışır; bu yüzden tahminde bulunmaya veya hata yapmaya yer yoktur.
Endüstriyel Muayene İçin Önde Gelen Makine Görüşü Kamera Platformlarının Karşılaştırılması
Basler ace 2 ve FLIR Blackfly S: Kesinlik, Kararlılık ve SDK Desteği Üzerine Gerçek Dünya Karşılaştırması
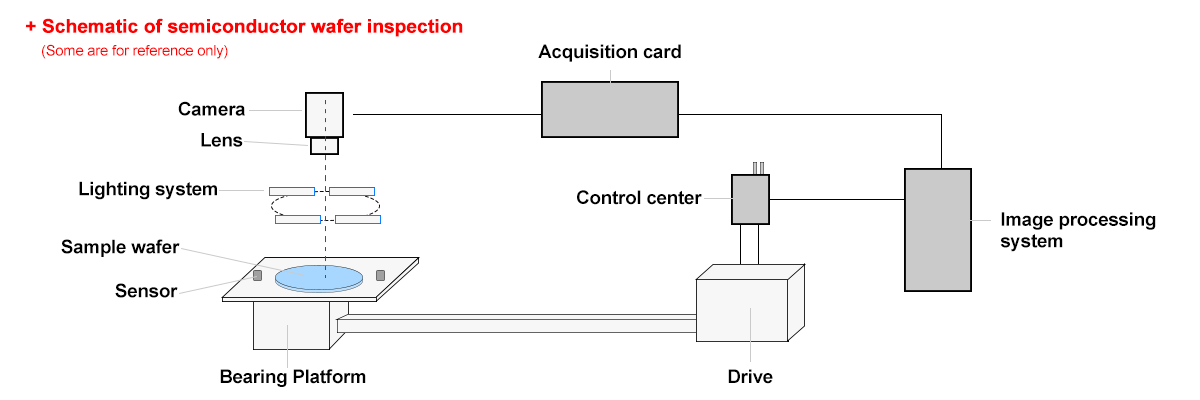
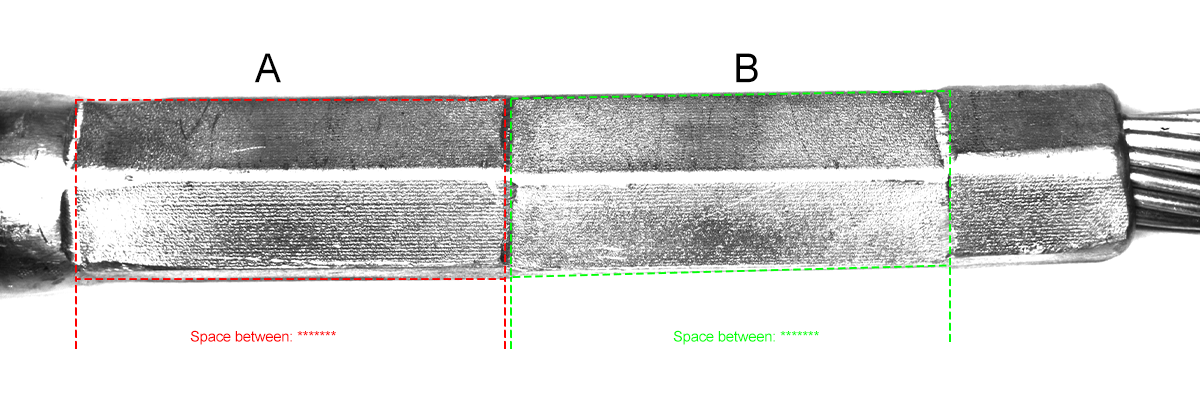
Basler Ace 2 serisi, etrafta tüm tür endüstriyel titreşimler olmasına rağmen ölçüm tekrarlanabilirliğini 0.1 pikselden daha düşük seviyelere çekmeyi başaran harika Sony Pregius sensörlerinden yararlanır. Ayrıca bu kameralar oldukça etkileyici kazanç stabilitesini de korur ve sıcaklık değişimleri 15 santigrat dereceye kadar çıksa bile artı eksi %0.05 aralığında kalır. Robotik kollar ve PLC ağları ile birlikte son derece iyi çalışan Pylon SDK'ları gerçekten dikkat çeker ve bunları saniyede 200'den fazla kare çalışan hızlı üretim hatları için kesinlikle ideal hale getirir. Diğer taraftan, FLIR'in Blackfly S modellerinin süper hızlı konveyörlerde hareket artefaktlarını yaklaşık %40 oranında azaltan özgün görüntü işleme teknolojileri vardır. Python, C# ve .NET dahil olmak üzere çoklu programlama dillerini destekleyen Spinnaker SDK'sını da unutmamak gerekir. Her iki kamera sistemi de yarı iletken wafer'lar ve elektrikli araç batarya parçaları için sorunsuz şekilde muayene görevlerini yerine getirir; ancak belirli koşullarda farklılık gösterirler. Basler, büyük ölçekli uygulamalarda termal ve mekanik kararlılık açısından daha iyi performans gösterirken, FLIR özellikle ışık seviyesinin son derece düşük olduğu, 0.1 lüksün altındaki ışık seviyelerinde bile mükemmel sonuçlar veren durumlarda öne çıkar.
Akıllı Kameralar (Cognex Insight, Keyence CV-X) ve PC Tabanlı Makine Görüşü Kamera Sistemleri
Cognex Insight ve Keyence CV-X gibi markalardan akıllı kameralar işleri gerçekten hızlandırır. Basit boyutsal kontroller için bu cihazlar sadece iki gün altında çalışır hâle gelebilir çünkü entegre işlemcilere sahiptirler ve yaygın kusur örüntüleri zaten içlerine programlanmıştır. Ayrıca, her santimin önemli olduğu fabrikalar için harika bir haber olan diğer bir avantajları da tek başlarına kullanıldıklarında kablolama giderlerinde yaklaşık %30 tasarruf sağlamalarıdır. Diğer yandan güçlü GPU sunuculara bağlı bilgisayar sistemleri, ince yüzey hatalarını tespit etme, nesneleri üç boyutlu olarak çoklu açılardan ölçme veya operasyonlar devam ederken modelleri ayarlama gibi daha zorlu işler için üreticilere yaklaşık beş kat daha fazla işlem gücü sağlar. Bu kurulumlar, şirketlerin birden fazla kameraya sahip ağlarda aynı anda elli farklı üründen fazlasını yönetmelerine olanak tanır ve çeşitli üretim süreçleriyle uğraşılırken bu durum kesinlikle vazgeçilmez hâle gelir. Elbette akıllı kameralar kalite kontrolle başlamayı kolaylaştırır ancak işletmenin ihtiyaçlarıyla birlikte büyüyebilmek, algoritmaları hızlıca uyarlayabilmek ve ciddi hesaplama taleplerini karşılayabilmek açısından bilgisayar tabanlı sistemlerin rakipsiz olduğunu söyleyebiliriz.
Kalite Kontrol Uygulamanız için Doğru Makine Görüşü Kamerasını Nasıl Seçersiniz
Uygulamalı Bir Karar Çerçevesi: Kamera Özelliklerini Ürün Toleransı, Hat Hızı ve Aydınlatma Kısıtlarıyla Uyumlu Hale Getirmek
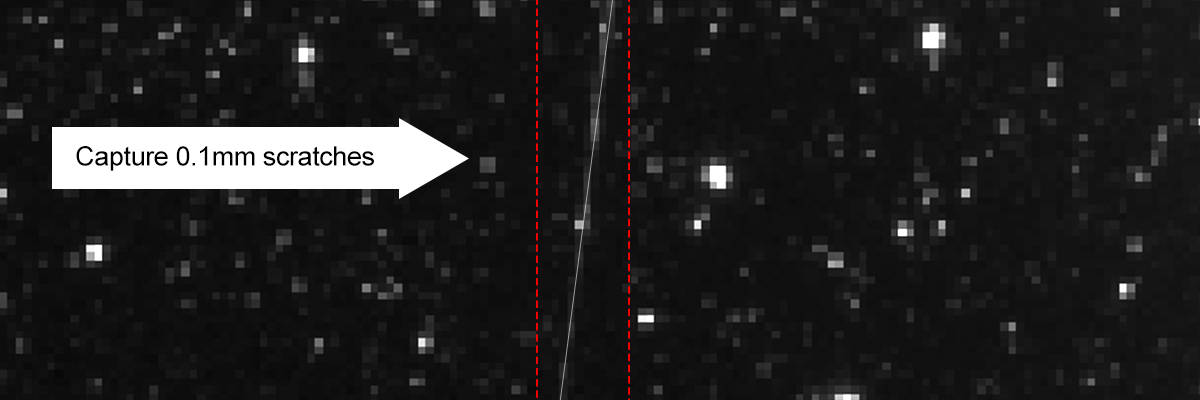
Kusur tespitine gelince, yakalamamız gereken en küçük kusurla başlamak gerekir. Örneğin 0,1 mm'lik bir çizik gibi bir boyut alın ve ardından sektörel önerilere göre özellik başına 3 ila 4 piksel değerine bölün. Bu bize çözünürlük ihtiyacı için temel bir referans verir. İletim hızları da önemli bir diğer konudur. Eğer nesneler saniyede 1 metreden daha hızlı hareket ediyorsa, gerçekten de 120 fps'nin üzerinde çalışan global obtüratörlü sensörlere ihtiyaç duyarız. Ve üretim dakikada 200 adedi aştığında poz süresi yarım milisaniyenin altında kalmalıdır; aksi takdirde her şey bulanıklaşır. Aydınlatma koşulları ise tamamen farklı bir zorluk sunar. Zayıf aydınlatmalı ortamlarda, görüntülerin kontrastını ve netliğini koruyabilmek için kuantum verimliliği %75'in üzerinde ve dinamik aralığı 70 dB'yi geçen kameralara yönelmek gerekir. Üç k i̇çinde ·bu alanlar, kameraların küçük kusurları yalnızca kâğıt üzerinde değil, pratikte de bulmasını sağlar. Bu, maliyetleri makul tutarken, fabrika zemininde gün after gün işe yarayan özellikleri korur.
Otomasyonlu Kalite Kontrolünüzü Bir Üst Seviyeye Taşımaya Hazır Mısınız?
Kritik kusurları kaçırabilen veya üretim hattınızı yavaşlatabilen hazır kameralardan vaz geçmeyin. HIFLY'nin size özel makine görüş kamerası çözümleri, 1,5μm kusurları tespit etmenizden, dakikada 200'den fazla parçayı muayene etmenizden ya da zorlu ortamlarda çalışmanızdan bağımsız olarak, tam olarak sizin kalite kontrol ihtiyaçlarınıza göre tasarlanmaktadır.
Ücretsiz bir danışmanlık almak için bugün HIFLY'ı arayın: ekibimiz iş akışınızı değerlendirecek, teknik özellikler önerecek ve en fazla 3 gün içinde size özel bir numune sunacaktır. İşinizle birlikte ölçeklenebilen ve her seferinde %99'un üzerinde kusur tespit doğruluğu sunan bir kalite kontrol sistemi kuralım.





