

Makine Görüşü Aydınlatmasının Neden İnceleme Doğruluğunu Belirlediği
Görüntü Kalitesinde Makine Vizyon Aydınlatmasının Temel Rolü
Aydınlatmanın Sinyal-Gürültü Oranını ve Mekansal Sadakati Nasıl Doğrudan Belirlediği
Işıklandırma, makine görüşü denetimleri için iyi görüntüler elde etmek açısından sadece bir ek detay değildir. Bu sistemlerin doğru çalışmasını sağlayan temeli oluşturur. Işıklandırmayı doğru ayarladığımızda, Sinyal-Gürültü Oranı (SNR) gerçekten artar. Bunun nedeni, uygun ışıklandırmanın dış kaynaklı gürültüyü azaltırken aynı zamanda özelliklerin daha net ortaya çıkmasını sağlamasıdır. Bu düzeyde hassasiyet sayesinde makineler, aksi takdirde fark edilemeyecek kadar küçük sorunları tespit edebilir. Örneğin metal parçalardaki neredeyse görünmez çatlaklar ya da cerrahi aletler üzerindeki mikroskobik kir parçacıkları gibi durumları düşünün. Işıklandırma koşulları kötü olduğunda bu tür sorunlar tamamen gözden kaçar. Sektör araştırmalarına göre, üretim tesislerinde yaşanan tüm denetim hatalarının yaklaşık %70’i aslında yanlış ışıklandırma kurulumundan kaynaklanmaktadır. Yetersiz ışıklandırma, tuhaf gölgeler ve yanlış konturlar yaratır; bu da bilgisayar programlarını, aslında sorunsuz olan bir şeyi yanlış algılamaya yönlendirir. Bu yüzden üreticiler, homojen ve odaklı ışıklandırma çözümlerine yatırım yapmalıdır. Bu yaklaşım, üretim sırasında her seferinde yakalanan görüntülerin kalitesinin ve doğruluğunun tutarlı bir şekilde korunmasını sağlar.
Neden algoritma değil de aydınlatma, kusur tespit doğruluğunda birinci darboğazdır
Gelişmiş algoritmalar ilgi çekse de, aydınlatma tespit sistemlerindeki en kritik kısıtlamadır. Yetersiz kontrast veya parlamadan dolayı detayları kaybolmuş görüntüler, hiçbir evrişimli sinir ağı tarafından kurtarılamaz. Örneğin:
|
Faktör |
Aydınlatma Kısıtlaması |
Algoritma Kısıtlaması |
|
Yüzey yansıtıcılığı |
Yansıtan yüzeyler, kusurları gizleyen parlaklıklara neden olur |
Geniş kapsamlı karşıt eğitim gerektirir |
|
Kontrast Eşiği |
Yakalama anında kusur görünürlüğü için temeldir |
Son işleme eksik veriyi yaratamaz |
|
Çevresel Sürüklenme |
Çevre ışığı değişiklikleri yeniden kalibrasyon gerektirir |
Partiler arasında tutarsız bir şekilde telafi eder |
Ardışık olarak uyum sağlayan algoritmaların aksine, yetersiz aydınlatma kurtarılamaz giriş verisi sağlar—hiçbir yazılımın kapatamayacağı bir açık. Endüstriyel araştırmalar, yüksek hızlı şişeleme denetimlerinde aydınlatma yanlış yapılandırmasının algoritmik hatalardan 3-5 kat daha fazla yanlış negatif sonuç ürettiğini göstermektedir. Operatörler, algoritma ayarlamasının azalan getiriyle karşılaştığı yerde, aydınlatma optimizasyonuna öncelik vererek sürdürülebilir doğruluk kazançları elde eder.
Stratejik Aydınlatma Teknikleri: Işık Geometrisini Denetim Amaçlarına Uydurmak
Yüzey Kusuru Kontrastı İçin Ön Aydınlatma Yöntemleri (Parlak Alan, Eksenel, Halka Işık)
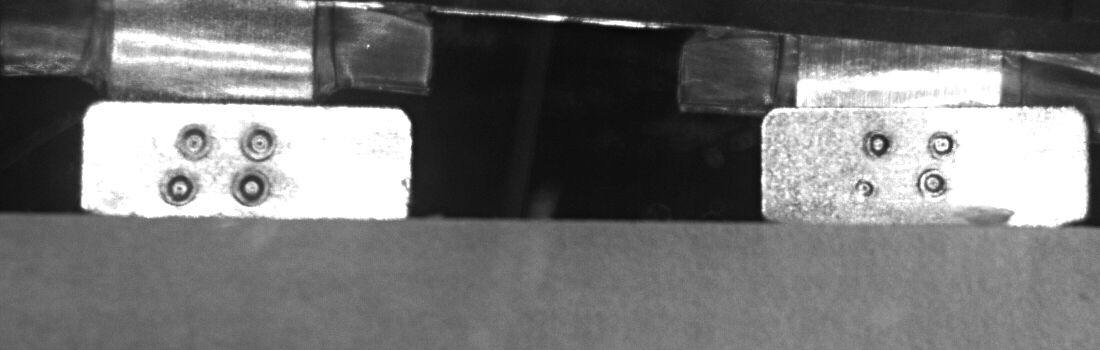
Işık kaynakları hedef yüzeye dik olarak yerleştirildiğinde, kontrast seviyelerini nasıl kontrol ettikleri nedeniyle kusurları çok daha kolay görünür hale getirir. Parlak alan aydınlatması, düz alanlara ışığı eşit şekilde yansıttığı için çizikleri, çukurları ve kirleri tespit etmek için oldukça uygundur. Ko-aksiyel aydınlatma tekniği, kamerasının ekseniyle aynı hizaya gelerek metal parçalar veya pürüzsüz plastik bileşenler gibi parlak malzemelerde ortaya çıkan can sıkıcı gölgeleri gidermeye yardımcı olur. Halka ışıklar lensin etrafını sararak, düzensiz şekilli veya doku içeren eşyalarla çalışılırken iyi bir ışık kaplaması sağlar. Bu farklı aydınlatma yöntemlerinin hepsi, yüzeylerin görünüşündeki küçük değişimlerin daha belirgin çıkmasını sağlayarak sinyal-gürültü oranını artırmaya yardımcı olur. Örneğin PCB muayenesini ele alalım - halka ışıklar, kusurları vurgulamak için yeterli gölge oluşturarak minik lehim sorunlarını fark edebilir. Ayrıca açıların doğru ayarlanması da önemlidir çünkü uygun hizalama, gördüğümüz kusurların zayıf aydınlatma koşullarından kaynaklanan yanılsamalar değil, gerçek sorunlar olmasını sağlar.
Kesin Kenar ve Boyutsal Analiz için Arkadan Aydınlatma Yaklaşımları (Karanlık Alan, Siluet)
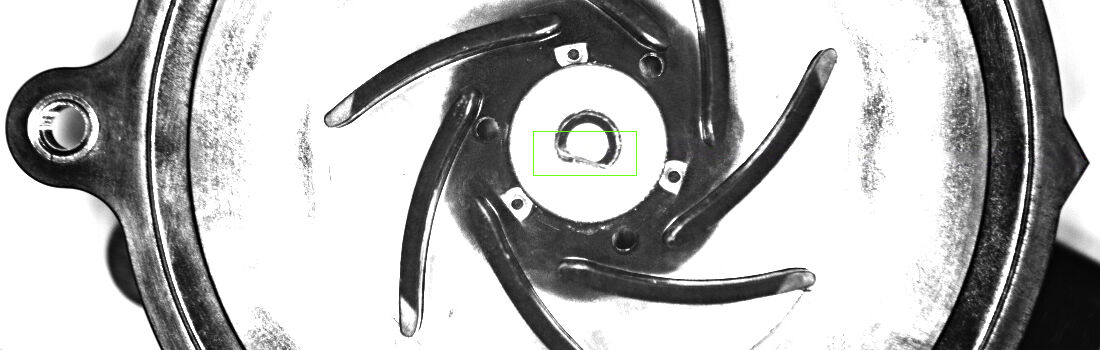
Karanlık alan teknikleri kullanıldığında, nesneler 25 ile 75 derece arasındaki açılarla aydınlatılır; bu da normal aydınlatmanın kaçıracağı küçük kenar kusurlarını ve yüzey özelliklerini tespit etmeyi kolaylaştırır. Burada gerçekleşen şey, ışığın mikro çatlaklar, küçük kenar dikişleri veya hatta gravür işaretleri gibi yapılar üzerinden yansıyıp düz yüzeyleri koyu görünür hâle getirmesidir. Siluet arka aydınlatma yönteminde ise mühendisler, ışığı geçiren bir nesnenin arkasına güçlü aydınlatma kaynakları yerleştirerek keskin konturlar oluşturur; bu da boyutların doğru şekilde ölçülmesini büyük ölçüde kolaylaştırır. Örneğin, bağlantı elemanlarının dişlerinin kontrolü veya yarı iletken wafers’ların doğru şekilde hizalanmasının sağlanması düşünülebilir. Bu iki yaklaşımı tek bir muayene sisteminde bir araya getirmek, yalnızca tek bir teknik kullanılmasına kıyasla yanlış reddetme oranlarını yaklaşık %40 oranında azaltır. Peki mühendisler doğru açıları nasıl belirler? Bunun için farklı malzemelerin yansıma özelliklerine bakarlar. Parlak metaller daha küçük açılar gerektirirken, mat plastikler daha dik aydınlatma açılarıyla daha iyi sonuç verir.
Malzeme-Bilinçli Makine Görüşü Aydınlatması: Dalga Boyu, Yansıma ve Etkileşim Fiziği
Emilim, yansıma ve floresans davranışına göre en uygun dalga boylarının seçilmesi
İyi sonuçlar elde etmek için makine görüşü aydınlatması aslında, farklı malzemelerin ışıkla nasıl etkileşime girdiğine bağlı olarak doğru dalga boylarını seçmeye dayanır. Çoğu malzeme, belirli renklerdeki ışığı emer ve diğerlerini yansıtır. Koyu yüzeyler, genellikle yaklaşık 450 nanometre civarındaki mavi ışığı çok fazla emer; bu da tespit etmemiz gereken net kontrast kusurlarını oluşturmayı kolaylaştırır. Ancak parlak metallerle çalışırken durum daha karmaşık hâle gelir çünkü bunlar çok fazla ışık yansıtır. Bu nedenle, istenmeyen parlaklığı azaltmak için yaklaşık 660 nm’deki daha uzun kırmızı dalga boyları burada daha iyi sonuç verir. Ayrıca floresan malzemeler de özel bir yaklaşım gerektirir. Bunlar yalnızca 365 nm’lik UV ışığıyla aydınlatıldıklarında gerçek renklerini gösterir ve görünmez kirleri ya da çatlakları görsel olarak belirgin hâle getirir. Makine görüş sistemleriyle çalışan herkes için, bu farklı malzemelerin çeşitli ışık dalga boylarına nasıl tepki verdiğini anlamak neredeyse zorunludur.
|
Dalga boyu |
Malzeme Cevabı |
Denetim Avantajı |
|
UV (365 nm) |
Floresans emisyonu |
Görünmez kalıntıları/çatlakları tespit eder |
|
Mavi (450 nm) |
Koyu yüzeylerde yüksek emilim |
Çizik/çarpukluk görünürlüğünü artırır |
|
Kırmızı (660 nm) |
Metallerde düşük emilim |
Parlak yüzeylerde kamaşmayı azaltır |
|
IR (850 nm) |
Malzeme içinde derin nüfuz eder |
İç yapıları inceler |
Geniş spektrumlu aydınlatmaya kıyasla, hassas dalga boyu ayarı kusur tespit oranını %40'a varan oranda artırır ve foton-malzeme etkileşimlerini eyleme dönüştürülebilir, güvenilir verilere dönüştürür.
Üretim Ortamlarında Sağlamlığı Sağlama: Tekdüzelik, Kamaşma Azaltımı ve Renk Kararlılığı
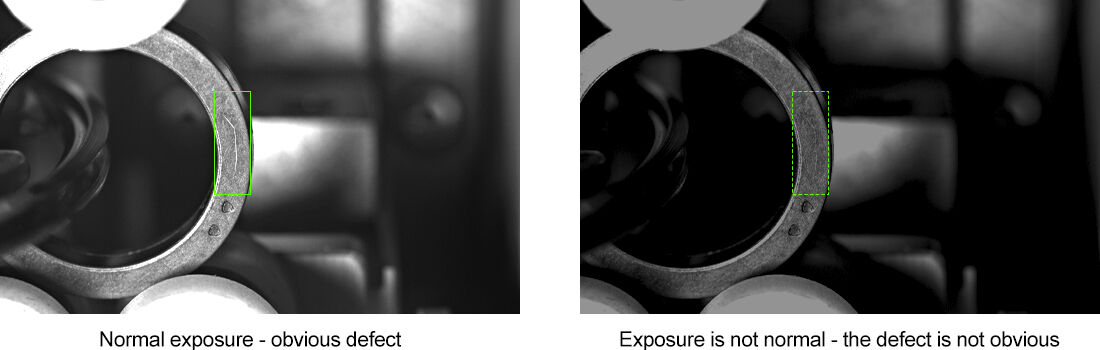
Düzgün olmayan aydınlatmanın yanlış reddetme oranlarına etkisinin ölçülmesi
Düzensiz aydınlatma, otomatik denetimde ciddi ölçüm tutarsızlıklarına neden olur. Görüş alanındaki yoğunluk değişiklikleri, sahte gölgeler veya parlamalar oluşturarak yalnızca %15 oranında bile olsa yanlış reddetmeleri tetikler. Çalışmalar, bu kararsızlığın montaj hattı kalite kontrolünde yaşanan yanlış reddetme olaylarının neredeyse %40'ını oluşturduğunu ortaya koymuştur. Aydınlatma dalgalanırken:
- Gerçek kusurlar, yetersiz aydınlatılan bölgelerde tespit edilemez hâle gelir
- Kabul edilebilir yüzey varyasyonları, aşırı aydınlatılan bölgelerde kusur olarak yanlış sınıflandırılır
Bu durum, doğrulama amacıyla gereksiz üretim duruşlarına zorlar. Ponemon Enstitüsü verileri, doğrudan bir ilişki göstermektedir: Aydınlatma düzgünlüğündeki her %10'luk düşüş, yanlış reddetmeleri %15 oranında artırır ve üreticilere yıllık 740.000 ABD Doları tutarında yeniden işleme ve duruş maliyetleri yükler. Dolayısıyla güvenilir ve tekrarlanabilir kusur tespiti için malzemelere ve çalışma koşullarına göre aydınlatma şiddetini sabitlemek hayati öneme sahiptir.
Denetim Doğruluğunuzu Aydınlatma ile Artırmaya Hazır Mısınız?
Makine görüşü aydınlatması, güvenilir kusur tespitinin temel taşını oluşturur. Hiçbir algoritma, kötü aydınlatmayı telafi edemez. Işığın geometrisini, dalga boyunu ve homojenliğini malzemelerinize ve hedeflerinize uygun şekilde seçerek tutarlı ve maliyet etkin sonuçlar elde edersiniz.
Uygulamanıza özel endüstriyel sınıf aydınlatma çözümleri için veya HIFLY tarafından sunulan tamamlayıcı makine görüşü kameralarıyla birlikte aydınlatma sistemleri kurmak için, endüstriyel uzmanlığa dayanan bir sağlayıcı ile iş birliği kurun. HIFLY’nin 15 yıllık deneyimi, aydınlatma, kameralar ve entegre sistemler alanlarını kapsar. Aydınlatma kurulumunuzu optimize etmek için bugün ücretsiz bir danışmanlık görüşmesi talep etmek üzere bize ulaşın.





