

Makine Görüşünün Yansıtıcı Yüzeylerde Kusur Tespiti Uygulaması
Endüstriyel otomatik kalite kontrolünde, makine görüşü; yüksek verimlilik, doğruluk ve tekrarlanabilirliği nedeniyle yansıtan yüzeylerdeki (örneğin metaller, cam, cilalı plastikler) kusurların tespitinde temel teknolojidir. Bu ürünler, yüzey kusurlarının doğrudan kalite ve kullanım ömrünü etkilediği otomotiv, elektronik ve hassas makine sanayilerinde yaygın olarak kullanılmaktadır. Ancak yansıtan yüzeylerin parlak yansıması, tespit işlemlerine büyük zorluklar çıkarmaktadır; kusurları doğru şekilde tanımlamak için yansımayı bastırmak, tespit performansını artırmada kritik bir unsurdur.
1. Yansıtan Yüzey Tespitinde Sık Görülen Kusurlar
Yansıtan yüzeyler hasara ve kirliliğe karşı duyarlıdır; yaygın kusurlar şunlardır:
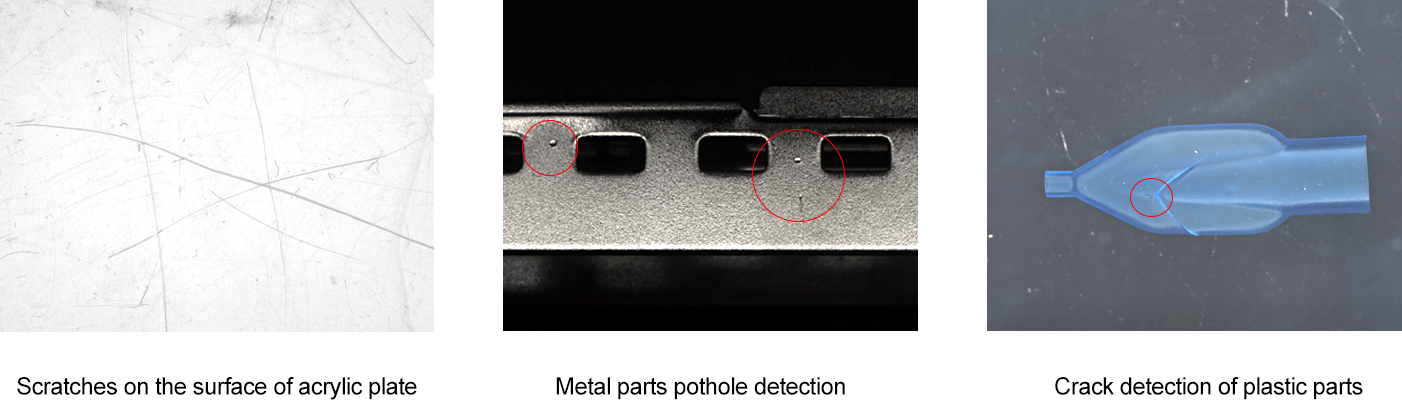
Çizikler: Derin çizikler (mekanik sürtünme kaynaklı, görünür) ve yüzeysel çizikler (sert parçacıklarla temas sonucu oluşan, ince ama dayanıklılığı olumsuz etkileyen).
Çukurlar/Kabarıklıklar: Malzeme kusurlarından veya darbe etkisinden kaynaklanır; yapısal kararlılığı ve montaj uyumunu etkiler.
Leke: Kusur tespitini engelleyen ve yanlış tespitlere neden olan yağ, parmak izleri veya reaktifler.
Oksidasyon Lekesi/Renk Farklılıkları: Görünüş tutarlılığını etkileyen, özellikle metal ürünlerde yaygın görülen hatalardır.
2. Yansımanın Tespit Üzerindeki Etkileri
Aynasal yansıma, tespit doğruluğunu, verimliliğini ve kararlılığını olumsuz yönde etkileyen başlıca engeldir:
2.1 Doğrulukta Azalma
Yakalanan görüntülerde yansıyan ışık parlaklık oluşturur ve ince kusurları (örn. <0,1 mm çizikler) gizler; bu da yanlış veya kaçırılmış tespitlere yol açar.
2.2 Hata Ayıklama Zorluğunun Artması
Işık kaynağı parametreleri ve kamera konumunun tekrarlanan ayarlanması gerekir; bu da zaman ve işçilik maliyetlerini artırır. Ürün veya ortamda küçük değişiklikler sistemin kararsızlaşmasına neden olabilir.
2.3 Verimlilikte Azalma
Çok açılı görüntü yakalama ve yanlış algılamaların manuel olarak yeniden kontrol edilmesi, işleme süresini uzatır ve yüksek hızda üretim ihtiyaçlarını karşılayamaz.
3. Yansımaları Azaltmak İçin Işık Kaynağı Optimizasyonu
Uygun ışık kaynakları ve aydınlatma yöntemleri seçmek, yansımaları bastırmak için kritik öneme sahiptir. Yaygın seçenekler şunlardır:
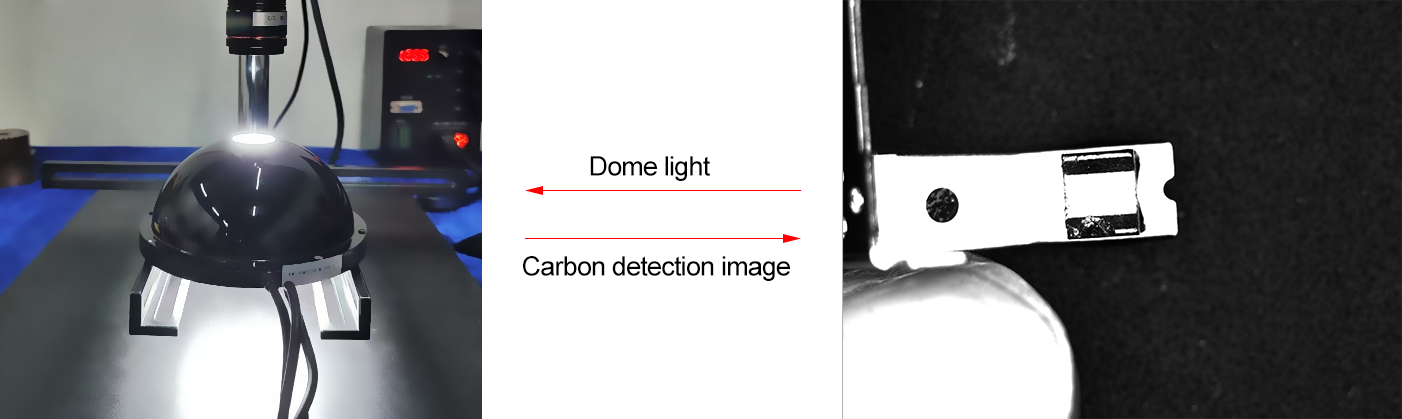
3.1 Dağınık Işık Kaynakları
Düzgün ve yumuşak ışık, parlak yansımayı azaltır. Kubbe şeklindeki ışık kaynakları (yarı dairesel, nesneleri sarar) küçük parçalar için idealdir; bunlar parlaklığı ortadan kaldırır ve ince hataları vurgular.
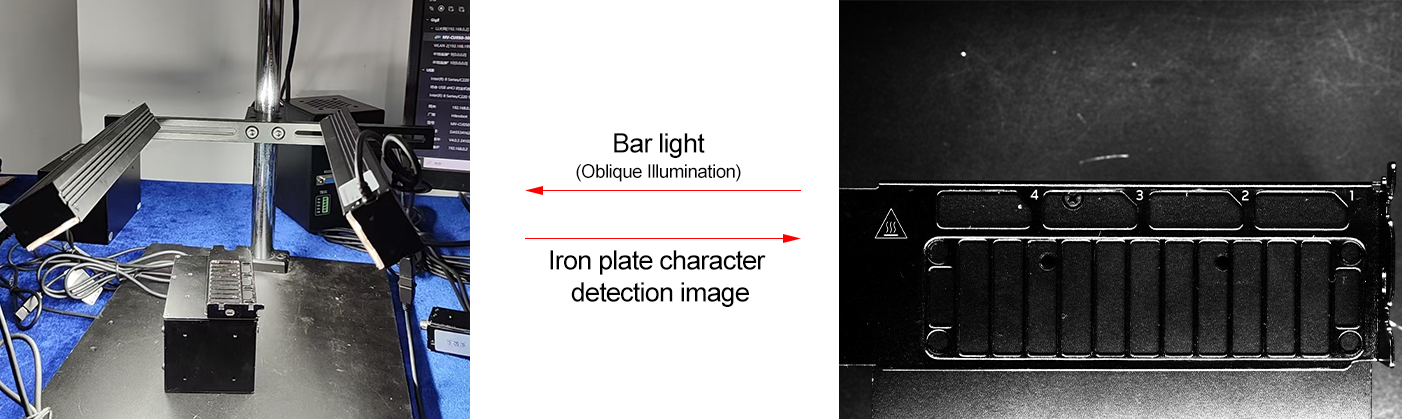
3.2 Eğik Aydınlatma
Işık kaynaklarının düşük bir açıdan (30–60°) yerleştirilmesi, parlak yansımanın doğrudan kameraya ulaşmasını engeller; bu sayede çizikler ve çukurlar, yüzey ile aralarındaki kontrast sayesinde daha belirgin hale gelir.
3.3 Polarize Işık Kaynakları
Polarizatörler, yansıyan ışığı süzerek yalnızca hatalardan dağılan ışığı korur. Bu yöntem, yüksek parlaklıkta yüzeylerde (örneğin cam, cilalı metaller) etkilidir ve parlaklığı önemli ölçüde azaltır.
Özetle, ürün özelliklerine göre uygun aydınlatma kaynaklarının seçilmesi, yansıma sorunlarını çözmek için kritik öneme sahiptir; bu da endüstriyel ortamlarda yansıtıcı yüzeylerde doğru ve verimli kusur tespitini mümkün kılar. Makine görüşü teknolojisi ve aydınlatma kaynağı tasarımı alanındaki sürekli ilerlemelerle birlikte, gelecekteki çözümler daha akıllı ve uyarlanabilir hâle gelecek; yansıtıcı yüzey tespitindeki zorluklar daha fazla aşılacak, üretim maliyetleri azaltılacak ve endüstriyel kalite kontrolünün daha yüksek doğruluk ve otomasyon seviyesine ulaşması sağlanacaktır.





