

Best Industrial Camera Solutions for High-Speed Manufacturing
Core Technical Specifications That Define Industrial Camera Performance
Resolution, Frame Rate, and Sensor Type Trade-offs
The performance of industrial cameras really comes down to finding the right balance between resolution, frame rate, and how the sensor itself is built. When it comes to capturing details, a 12 megapixel sensor works well enough for most automated inspection jobs these days. But when we need extreme precision in measurements, like those sub-pixel level readings that matter so much in certain metrology applications, manufacturers will go for something like a 25MP sensor instead. The catch here is that higher resolution means bigger data streams and more processing power needed, which naturally limits how fast the camera can actually run. That's why CMOS sensors have taken over in most industrial settings nowadays. They're just better at managing power consumption, faster at reading out images, and come packed with all sorts of useful features built right into them. CCD sensors still hang around but mostly in specialized areas where noise levels absolutely must be kept to a minimum, like some scientific research environments. On assembly lines where things are moving quickly, many operators find that a 12MP CMOS setup pushing out 60 frames per second tends to spot defects more reliably than those fancy 25MP models that can only manage about 15fps because of their higher resolution requirements.
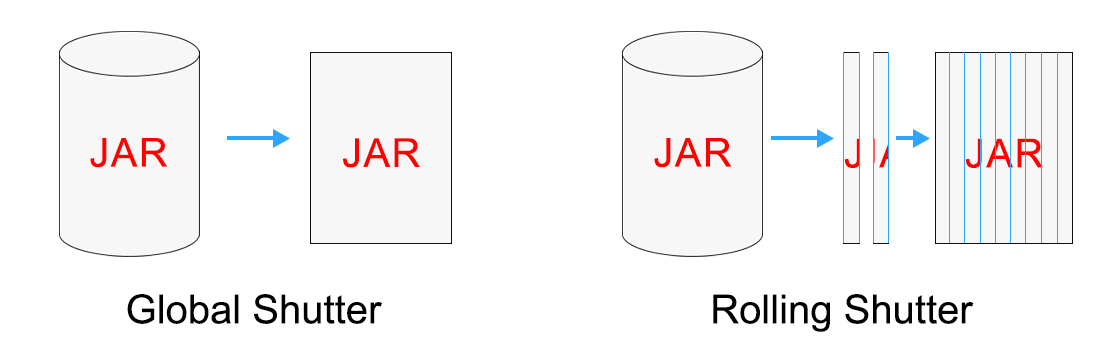
Global vs. Rolling Shutter: Impact on Motion Capture Accuracy
The type of shutter used has a major impact on how well motion is captured. Global shutters work by exposing every pixel at once, which makes them absolutely necessary when trying to photograph things moving faster than 2 meters per second without getting those annoying distortions or wobbles in the image. Rolling shutters operate differently, scanning across the image one line at a time, and this leads to noticeable distortion whenever there's movement involved. That's why they just don't cut it for things like robot navigation systems or checking products on fast moving conveyor belts. Sure, rolling shutter cameras tend to be cheaper, maybe around 15 to 30 percent less expensive, but most manufacturers find out too late that these savings come at a price. The measurements aren't as reliable, and there are way more false rejects down the line. For anyone working with moving parts or high speed production lines, global shutter CMOS sensors have become the go-to choice in the industry, especially when dealing with belt speeds that regularly exceed 1.5 meters per second.
Environmental and Integration Requirements for Real-World Deployment
IP Ratings, Temperature Tolerance, and Shock Resistance
Industrial cameras must withstand dust, moisture, thermal extremes, and mechanical stress. Key hardening metrics include:
- IP65/67 ratings, certifying protection against low-pressure water jets and complete dust ingress
- Operating temperature ranges from –10°C to 50°C—validated for use in foundries, cold storage, and outdoor automation enclosures
- Shock resistance rated to ≥50G (per IEC 60068-2-27), ensuring stability near stamping presses or vibrating conveyors
Cameras meeting these specifications reduced unplanned maintenance by 34% in a 2023 cross-factory automation study. Vibration-dampened housings further mitigate image blur during continuous conveyor operation.
Interface Compatibility (GigE Vision, USB3 Vision, CoaXPress)
Interface choice dictates scalability, speed, and deployment flexibility:
| Interface | Max Bandwidth | Cable Length | Multi-Camera Support | Primary Use Case |
|---|---|---|---|---|
| GigE Vision | 1 Gbps | 100 m | Excellent (PoE) | Long-distance, factory-wide deployments |
| USB3 Vision | 5 Gbps | 5 m | Moderate | Benchtop, short-run, rapid prototyping |
| CoaXPress 2.0 | 12.5 Gbps | 170 m | Advanced | Ultra-high-speed, multi-tap inspection lines |
GigE Vision’s Power over Ethernet simplifies cabling and reduces infrastructure cost. CoaXPress excels where sustained bandwidth exceeds 1 Gbps—such as real-time 4K@120fps surface inspection. USB3 Vision offers plug-and-play integration but requires careful thermal and cable-length management.
Application-Specific Considerations for Industrial Camera Use Cases
Precision Metrology, OCR, and Defect Detection Demands
The performance of specific applications comes down to how well hardware works together with lighting design, not just looking at sensor specs alone. When it comes to precision measurements, getting those repeatable dimensions under 5 micrometers needs special optics called telecentric lenses along with clever software that fills in gaps between pixels. Optical Character Recognition systems actually care less about how many megapixels there are and more about having good contrast ranges over 120 decibels, even lighting across surfaces, and reliable triggers so they can read characters correctly most of the time while things move past them on conveyor belts. Detecting defects becomes much better when using those 12 megapixel plus global shutter sensors combined with built-in processing features like extracting regions of interest or adjusting color lookups right inside the camera itself. These setups cut down on missed flaws by around 40 percent compared to what humans might catch manually, particularly useful for spotting tiny issues in shiny or rough materials where the naked eye often fails.
Low-Light, High-Speed, or Multi-Camera Synchronization Needs
Extreme operational conditions demand tailored sensor and system design:
- Low-light environments, such as pharmaceutical cleanrooms or dark-field inspection, benefit from back-illuminated CMOS sensors with quantum efficiency >80% and SNR >36dB—preserving contrast without excessive gain noise
- High-speed capture (500+ fps) requires not only global shutter capability but also on-sensor memory buffers and optimized data pipelines to avoid frame loss at line speeds beyond 10 m/s
- Multi-camera coordination, especially for 3D profiling or bin-picking, relies on GenICam-compliant IEEE 1588 PTP synchronization—enabling microsecond-level trigger alignment across dozens of cameras
Unsynchronized multi-camera systems increase dimensional error by 15% in automotive assembly applications, per Vision Systems Design (2023). Integrated timing architectures—rather than external trigger boxes—are now standard in high-accuracy vision platforms.
Total Cost of Ownership: Beyond the Initial Industrial Camera Price
The real worth of equipment comes down to how well it holds up over time, not what we pay initially. When looking at Total Cost of Ownership (TCO), there are several factors beyond purchase price: installation costs, how often things need calibrated, energy consumption, retrofitting needs when systems don't match up, and the risks associated with unexpected downtime. Cheaper cameras tend to drive up overall expenses because they simply don't last as long. Their outputs can be all over the place, needing constant recalibration which adds around 30 to 50 percent more work for technicians. Plus, if their protocols don't align with existing infrastructure, companies end up spending extra on expensive middleware solutions or hardware upgrades. Industrial grade cameras built to withstand harsh conditions like IP67 protection, operating temperatures from minus ten degrees Celsius to fifty degrees, and surviving shocks up to fifty Gs significantly cut down on unplanned maintenance visits. These rugged models typically last about two and a half times longer between breakdowns compared to standard ones. Considering that factory shutdowns run manufacturers about $260,000 per hour according to recent industry reports, even small gains in continuous operation translate into massive returns on investment. Research from last year showed that investing in cameras designed with low TCO in mind resulted in nearly 57% better financial outcomes over five years than going for budget options. This advantage stems from quicker identification of defects during production, reduced waste materials, and maintaining consistent output levels throughout operations. So remember, when evaluating costs, look at everything involved throughout the entire lifespan of the equipment, not just the sticker price at checkout.

Ready to Select the Best Industrial Camera for Your High-Speed Manufacturing?
High-speed manufacturing demands industrial cameras that strike a balance between technical performance, environmental ruggedness, application-specific design, and low long-term total cost of ownership (TCO). Cutting corners on specifications or build quality results in unplanned downtime, a higher rate of false rejects, and inflated costs, which undermines the efficiency that high-speed production aims to achieve.
HIFLY Technology, with 15 years of machine vision expertise, offers industrial camera solutions specifically engineered for high-speed manufacturing workflows. Our product line includes a full range of global shutter, ruggedized, and high-resolution models, along with matching industrial lenses and lighting, to create a seamless, integrated vision system. Backed by ISO 9001:2015 certification and global technical support, our solutions are tailored to meet your production speed, precision requirements, and TCO goals.
Contact us today for a no-obligation consultation to identify the industrial camera solution that optimizes your high-speed manufacturing inspection and automation workflows.





