

دليل اختيار عدسات الرؤية الآلية للتطبيقات الصناعية
المعلمات البصرية الأساسية: مجال الرؤية (FOV)، والمسافة التشغيلية، والطول البؤري
كيف يحدد مجال الرؤية (FOV) مدى ملاءمة عدسة الرؤية الآلية لفحص خط التجميع
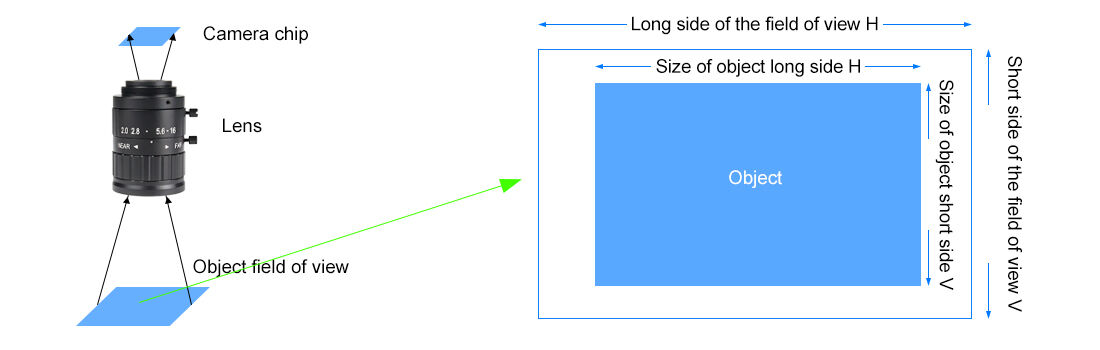
مجال الرؤية، أو ما يُشار إليه اختصارًا بـ FOV، يُحدِّد في الأساس المساحة التي يمكن للكاميرا رؤيتها فعليًّا دفعة واحدة، وهو أمرٌ بالغ الأهمية عند فحص المنتجات على خطوط التجميع. فإذا كان مجال الرؤية ضيِّقًا جدًّا، فقد تفوَّت الكاميرا تمامًا العيوب الصغيرة الواقعة على الحواف. وعلى الجانب الآخر، فإن اتساع مجال الرؤية أكثر من اللازم يعني أن كل بكسل يغطّي مساحة أكبر، وبالتالي تبدأ التفاصيل في الضبابية وتنخفض الدقة. وهناك معادلة مفيدة جدًّا لحساب ذلك كله: نضرب حجم المستشعر في المسافة التشغيلية، ثم نقسِّم الناتج على الطول البؤري. فعلى سبيل المثال، إذا احتاج شخصٌ ما إلى تغطية كاملة باستخدام مستشعر بحجم ١٠٠ مم، فقد يضطر إما إلى الاقتراب أكثر من الجسم أو اختيار عدسة مختلفة تمامًا، وذلك وفقًا للمساحة المتاحة لديه. ووفقًا لتقارير صناعية متداولة، فإن نحو ثلث جميع المشكلات المتعلقة بأنظمة الرؤية تعود في الأصل إلى تحديد مجال الرؤية بشكل غير صحيح. وبتحقيق الدقة في هذا الجانب، يُضمن فحص كل سنتيمتر من القطع بدقةٍ عاليةٍ دون أن تُسبِّب ظواهر الحركة المزعجة أي تشويشٍ في النتائج، مما يساعد في النهاية على اكتشاف العيوب بشكل أسرع خلال عمليات التصنيع السريعة.
التفاعل بين مسافة العمل والطول البؤري في أنظمة التوجيه الروبوتية و setups الرؤية المدمجة
العلاقة بين المسافة التشغيلية (أي الفجوة بين العدسة والجسم) والطول البؤري تعمل بشكل عكسي، وهي علاقةٌ بالغة الأهمية عند التعامل مع أنظمة التوجيه الروبوتية وتكنولوجيا الرؤية المدمجة. فعندما نحتاج إلى مسافات تشغيلية أطول، يجب أن يزداد الطول البؤري أيضًا إذا أردنا الحفاظ على وضوح الصورة — وهو أمرٌ جوهريٌّ لتمكين الروبوتات من التحرك بأمان دون الاصطدام بالعناصر المحيطة. لكن ثمة عائقٌ دائمٌ في هذا السياق: فزيادة الطول البؤري تُضيِّق في الواقع مجال العمق (Depth of Field)، ما يجعل ضبط النظام بدقةٍ عاليةٍ عمليةً معقَّدةً للغاية. أما في المساحات الضيِّقة التي يتعيَّن فيها تركيب معداتٍ مثل أدوات فحص اللوحات الإلكترونية (PCB)، فإن الطول البؤري الأقصر يسمح لنا بالاقتراب أكثر من الأجسام مع الاستمرار في رؤية التفاصيل المطلوبة. ويُسهم تحقيق هذا التوازن في الحد من ظاهرة ضبابية الحركة (Motion Blur) عند انتقال الأجسام بسرعةٍ عالية. وقد أظهرت الاختبارات الصناعية أن كل زيادةٍ في الطول البؤري تؤدي إلى قفزةٍ في الدقة الجانبية تتراوح بين ١٥٪ و٣٠٪، ما يعني أن هذه الأنظمة قادرةٌ على استهداف نقاطٍ دقيقةٍ تصل إلى مستوى الميكرون في مهام التوجيه الآلي.
توافق أجهزة الاستشعار ومعايير التثبيت لدمج عدسات رؤية الآلة الموثوقة
تغطية دائرة الصورة مقارنةً بحجم المستشعر: لماذا يؤدي اختيار عدسة رؤية آلة غير مناسبة إلى حدوث ظاهرة التعتيم (Vignetting) وفقدان الدقة
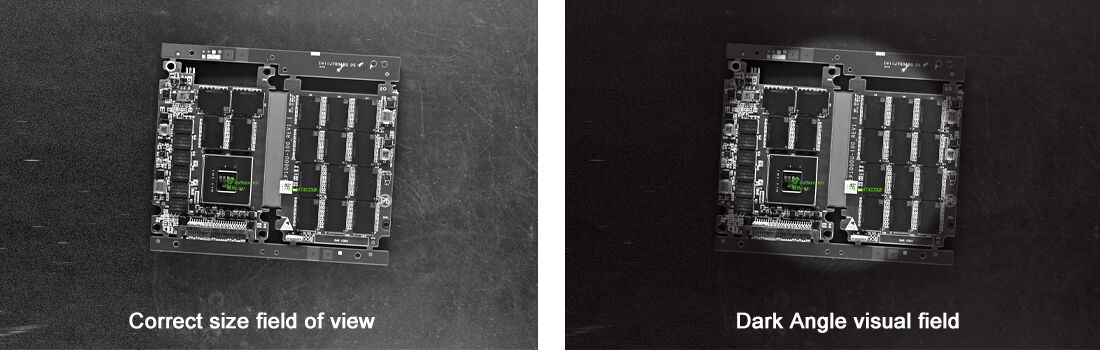
الحصول على العدسة الخاطئة عدسة رؤية آلات لأن العدسة لا تغطي مساحة كافية، مما يؤدي إلى مشاكل بصرية جوهرية في المراحل اللاحقة. فإذا كانت العدسة تُشكِّل دائرة صورة أصغر من تلك التي يحتاجها المستشعر، فإننا نلاحظ ظاهرة تُعرف باسم «التحجيب» (Vignetting)، حيث تصبح الزوايا مظلمةً للغاية، بل وقد تنخفض مستويات الإضاءة فيها بنسبة تصل إلى ٨٠٪. وهذا يعني فقدان بياناتٍ قيّمةٍ تمامًا من تلك الحواف. وما يحدث بعد ذلك أسوأُ بالنسبة للدقة. فعلى سبيل المثال، إذا اقترن مستشعر بدقة ١٢ ميجابكسل بعدسة مُصمَّمة فقط لصيغة ١/١٫٨ بوصة، فإن الأداء الفعلي في العالم الحقيقي ينخفض إلى نحو ٨ ميجابكسل كحدٍ أقصى. وللمهنيين العاملين على لوحات الدوائر المطبوعة (PCB)، فإن هذا النقص قد يُخفي شقوقًا دقيقة جدًّا يقل عرضها عن ١٠ ميكرون. وقاعدة عامة جيدة عند شراء العدسات هي التحقق مما إذا كانت مواصفاتها تشير إلى أن قطر دائرة الصورة التي تغطيها العدسة يفوق قياس القطر القطري للمستشعر بنسبة ١٠٪ على الأقل.
التركيب الميكانيكي C-Mount مقابل CS-Mount: المسافة البؤرية الخلفية والقيود الواقعية في الأنظمة المدمجة
تتوافق الخيوط المُستخدمة في عدسات نوع C-mount (ذات مسافة الحواف 17.526 مم) وعينات نوع CS-mount (ذات مسافة الحواف 12.526 مم) ميكانيكيًّا، رغم وجود فروقٍ جوهرية بينهما من حيث المسافة البؤرية الخلفية. وعند محاولة تركيب عدسة من نوع CS-mount قسرًا على كاميرا من نوع C-mount، ينتج عن ذلك انزياح بؤري يبلغ نحو 5 مم، ما يؤدي إلى تشويش التفاصيل الدقيقة جدًّا حتى ضمن تحملات تصل إلى 0.1 مم. ويحدث هذا النوع من المشكلات بشكل متكرر في عمليات الروبوتات الخاصة بالالتقاط والوضع (Pick and Place). أما عند تركيب عدسة من نوع C-mount على هيكل كاميرا من نوع CS-mount، فيتطلَّب الأمر استخدام واقيات (Spacers) خاصة، مما يقلل من استقرار النظام، وهي مسألةٌ بالغة الأهمية خصوصًا في الأنظمة المدمجة التي تتعرَّض باستمرار للاهتزازات. ويعرف مصنعو الأجهزة الطبية هذه الحقيقة جيدًا، لأن معداتهم غالبًا ما يجب أن تناسب أمكنة ضيِّقة جدًّا لا تتجاوز سعتها 50 ملم³. وبفضل حجمها الأصغر، تتيح عدسات نوع CS-mount إمكانية التركيز في مثل هذه الحالات التي لا يمكن لعدسات نوع C-mount الوصول إليها أصلًا. ولتفادي التعقيدات أثناء التركيب، يلتزم معظم المهندسين بالممارسات القياسية. وعادةً ما تُستخدم عدسات نوع CS-mount مع مستشعرات أصغر من نصف بوصة، بينما تُستخدم عدسات نوع C-mount مع المستشعرات الأكبر حجمًا.

الفتحة، وعمق المجال، والمقاييس البصرية الحرجة للأداء
تحسين رقم الفتحة (F-Number): تحقيق التوازن بين تدفق الضوء، وعمق المجال، وتشويش الحركة في الفحص عالي السرعة
في أنظمة الرؤية الآلية الصناعية، يتحكم رقم الفتحة (f/#) في ثلاثة عوامل مهمة في آنٍ واحد: كمية الضوء التي تمر عبر العدسة، وعمق مجال التوضيح (DOF)، ومدى مقاومة الصورة لتَشوُّش الحركة. فعند ضبط أرقام فتحة منخفضة مثل f/1.4، فإنها تسمح بدخول كمية أكبر بكثير من الضوء — وهي ميزة رائعة في الظروف الخافتة الإضاءة — لكن ذلك يأتي على حساب عمق مجال التوضيح الذي يصبح ضحلًّا جدًّا، لذا إذا وُجدت أي اختلافات في ارتفاع السطح للعنصر قيد الفحص، فقد تخرج بعض الأجزاء عن بؤرة التركيز. وعلى الجانب المقابل، فإن الأرقام الأعلى مثل f/16 توفر تغطية أوسع بكثير لعمق مجال التوضيح، وهي ضرورية للحصول على قياسات أبعادية دقيقة. ومع ذلك، فإن هذا يتطلب أوقات تعريض أطول، ما يجعل الصور أكثر عرضةً لمشكلات تشوُّش الحركة، لا سيما عند التعامل مع عناصر تتحرك بسرعة عالية على ناقلات تعمل بسرعات تفوق 1/10,000 ثانية لكل إطار. ولذلك فإن إيجاد النقطة المثلى بين هذه المتطلبات المتضاربة يتطلب تأمُّلًا دقيقًا لكلا من ظروف الإضاءة ومتطلبات الإنتاج.
- احسب المسافة الهيبرفوكلية للحفاظ على التركيز عبر مناطق التسامح
- وازن بين فتحة العدسة وشدة الومضات — حيث تسمح شدة إضاءة تزيد عن ٥٠٬٠٠٠ لوكس باستخدام فتحة Æ'/8+ دون تحميل ضوضاء إضافي
- أعطِ الأولوية لفتحات Æ'/4 إلى Æ'/8 في أكثر من ٩٢٪ من التطبيقات عالية السرعة (الرابطة الآلية للتصوير، ٢٠٢٣)
إن موازنة هذه العوامل تمنع الرفض الخاطئ مع الحفاظ على معدل الإنتاجية فوق ٣٠٠ قطعة في الدقيقة.
القدرة على التمييز البصري (MTF)، والتشويه، والتباين — كيف تؤثر مواصفات عدسات الرؤية الآلية مباشرةً على دقة كشف العيوب
تعتمد القدرة على اكتشاف العيوب بشكلٍ موثوقٍ على عدة عوامل، منها وظيفة انتقال التعديل (MTF)، ومستويات التشوه، وجودة التباين بين الأجسام. وعندما تبقى قراءات وظيفة انتقال التعديل (MTF) فوق ٠٫٦ عند ما يُسمى «تكرار نايكيست» للمستشعر، فإننا نحصل على قياسات للحواف بدقة تصل إلى نحو نصف بكسل، وهي دقةٌ بالغة الأهمية عند البحث عن شقوق دقيقة لا يتجاوز عرضها بضعة ميكرونات. كما أن الحفاظ على نسبة التشوه دون ٠٫١٪ يساعد في تجنّب أخطاء الهندسة المزعجة التي قد تحدث أثناء أعمال القياس. أما امتلاك نسب تباين قوية تفوق ٩٠:١ فيُحدث فرقًا جذريًّا في اكتشاف المشكلات الصغيرة مثل آثار الأكسدة مقابل خلفيات معقدة ذات قوام متعدد التفاصيل. وهذه المعايير ليست مجرد أرقام على الورق، بل إنها تؤثر فعليًّا في نتائج عمليات الفحص في العالم الحقيقي يوميًّا.
|
المواصفات الفنية |
أثر اكتشاف العيوب |
حد التحمل |
|
وظيفة انتقال التعديل (MTF) @ ٥٠ سطر/مم |
وضوح الخدوش |
≥0.45 |
|
التشويه الشعاعي |
الخطأ البُعدي |
≤0.15% |
|
نسبة التباين |
كشف الملوثات |
≥80:1 |
تؤدي وظيفة انتقال التباين (MTF) دون المستوى الأمثل أو التشوه الذي يتجاوز 0.3% إلى حدوث نسبة 37% من النتائج السلبية الكاذبة في فحص اللوحات الإلكترونية (PCB) (مجلة أنظمة الرؤية البصرية، 2024). وبالتالي، فإن مواصفات عدسات الرؤية الآلية تُحدد بدقة دقة مراقبة الجودة.
أنواع عدسات متخصصة للرؤية الآلية لمهمات صناعية دقيقة
العدسات التيليسنتريكية في علم القياس: القضاء على خطأ المنظور لتحقيق استقرار القياس دون بكسل
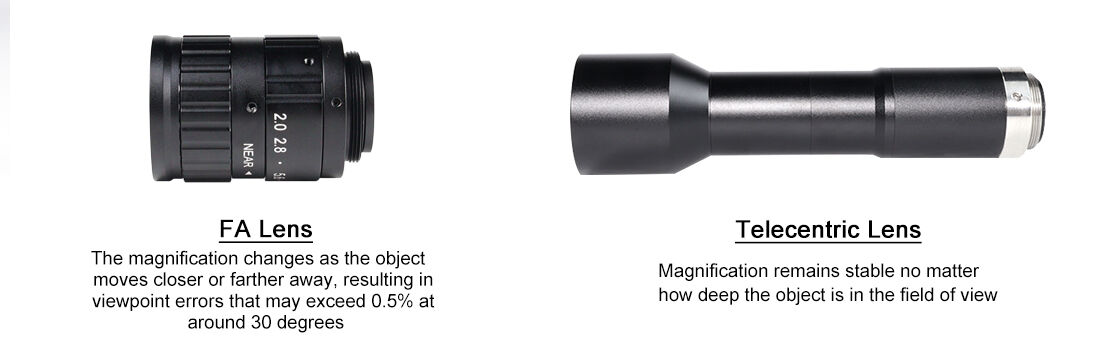
تعتبر العدسات التيليسنتريكية ضرورية تمامًا في تطبيقات القياس الصناعي التي تتطلب استقرارًا على مستوى أقل من البكسل في القياسات. وتعاني العدسات العادية من مشكلة تتمثل في تغير التكبير عندما تقترب الأجسام أو تبتعد، ما يؤدي إلى أخطاء منظورية قد تتجاوز ٠٫٥٪ عند زوايا تصل إلى نحو ٣٠ درجة. أما في العدسات التيليسنتريكية، فتبقى جميع الأشعة الرئيسية متوازيةً بدلًا من ذلك. وهذا يعني أن التكبير يظل ثابتًا بغض النظر عن عمق الجسم داخل مجال الرؤية. ويُحدث هذا فرقًا جوهريًّا عند فحص أشياء مثل محاذاة الوسادات على لوحات الدوائر المطبوعة (PCB) أو ملفات أسنان التروس، حيث يمكن لأصغر التشوهات على مستوى الميكرون أن تُفسد جودة المنتج. وبالنسبة لعمليات الفحص الآلي بالمقاييس، فإن هذه العدسات توفر قياسات قابلة للتكرار بدقة تصل إلى ±٠٫٠١ مم، لأنها تقضي على أخطاء التغيير في المقياس الناجمة عن المشكلات المنظورية. علاوةً على ذلك، وبما أنه لا توجد تشوهات زاوية تحتاج إلى أخذها في الاعتبار، تصبح عملية المعايرة أكثر سهولةً بكثير. كما تنخفض أوقات الإعداد بنسبة تتراوح بين ٣٠ و٤٠٪ مقارنةً بالعدسات العادية في بيئات التصنيع الدقيقة.
مستعد لاختيار عدسة الرؤية الآلية المناسبة؟
العدسة المناسبة توازن بين مجال الرؤية (FOV)، والمسافة التشغيلية، وتوافق المستشعر، ومعايير الأداء لتتناسب مع تطبيقك الصناعي. ويضمن تجنب حالات عدم التوافق وإعطاء الأولوية للمواصفات الأساسية اكتشاف العيوب بدقةٍ موثوقة ودقة القياس.
للحصول على إرشادات حول توافق العدسات مع الكاميرات، أو الخيارات المتخصصة (مثل العدسات المتماثلة مركزياً telecentric lenses)، أو خدمات التكييف المخصصة، فتعاون مع مزوِّدٍ يتمتَّع بخبرة صناعية مُثبتة. وتضمن خبرة شركة HIFLY في مجال الرؤية الآلية، التي تمتد لأكثر من ١٥ عاماً—وتشمل العدسات والكاميرات والحلول المتكاملة—مواءمة الحلول مع متطلبات إنتاجك. اتصل بنا اليوم للحصول على استشارة مجانية لا تترتب عليها أي التزامات لصقل اختيارك للعدسة.





