

Application of Machine Vision in Defect Detection of Reflective Surfaces
In industrial automated quality inspection, machine vision is the core technology for defect detection of reflective surfaces (e.g., metals, glass, polished plastics) due to its high efficiency, accuracy, and repeatability. These products are widely used in automotive, electronic, and precision hardware industries, where surface defects directly affect quality and service life. However, specular reflection of reflective surfaces poses great challenges to detection; suppressing reflection to identify defects accurately is key to improving detection performance.
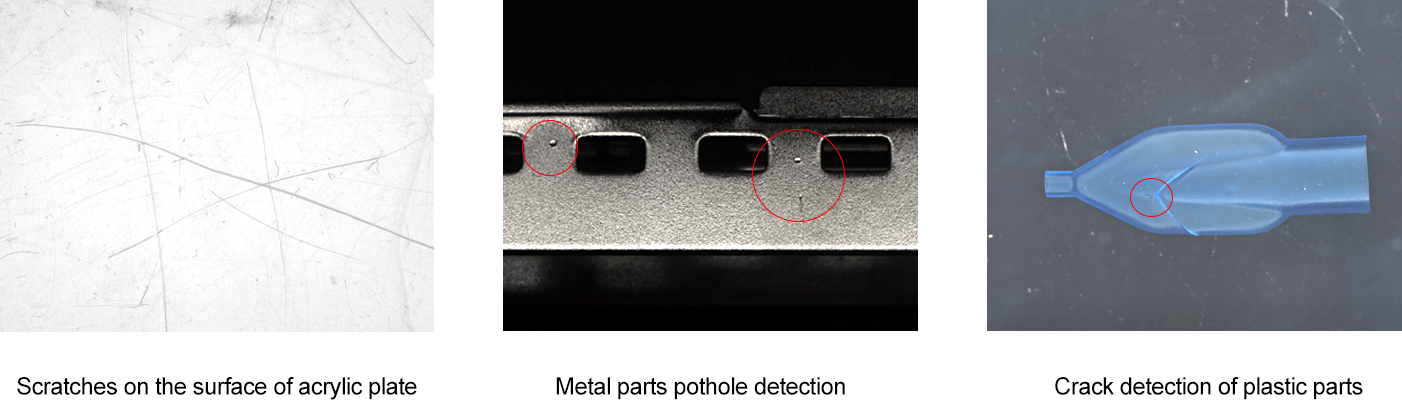
1. Common Defects in Reflective Surface Detection
Reflective surfaces are sensitive to damage and contamination, with common defects including:
Scratches: Deep scratches (mechanical friction-caused, visible) and shallow scratches (hard particle contact-caused, subtle but harmful to durability).
Pits/Bulges: From material defects or impact, affecting structural stability and assembly fit.
Stains: Oil, fingerprints, or reagents that interfere with defect identification and cause false detection.
Oxidation Spots/Color Differences: Common in metals, affecting appearance consistency.
2. Impacts of Reflection on Detection
Specular reflection is the main obstacle, negatively affecting detection accuracy, efficiency, and stability:
2.1 Reduced Accuracy
Reflected light forms glare in captured images, covering subtle defects (e.g., <0.1mm scratches) and causing false/missed detection.
2.2 Increased Debugging Difficulty
Repeated adjustments of light source parameters and camera position are needed, increasing time and labor costs; slight product/environment changes can destabilize the system.
2.3 Reduced Efficiency
Multi-angle image capture and manual recheck of false detections increase processing time, failing to meet high-speed production needs.
3. Light Source Optimization to Reduce Reflection
Choosing appropriate light sources and lighting methods is key to suppressing reflection. Common options include:
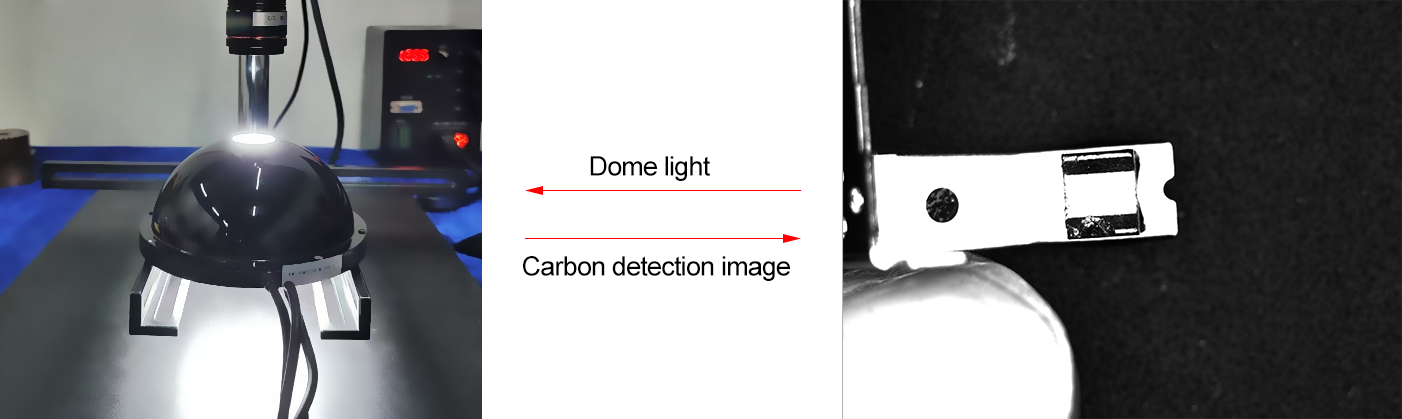
3.1 Diffuse Light Sources
Uniform, soft light reduces specular reflection. Dome lights (semi-circular, wrapping objects) are ideal for small parts, eliminating glare and highlighting subtle defects.
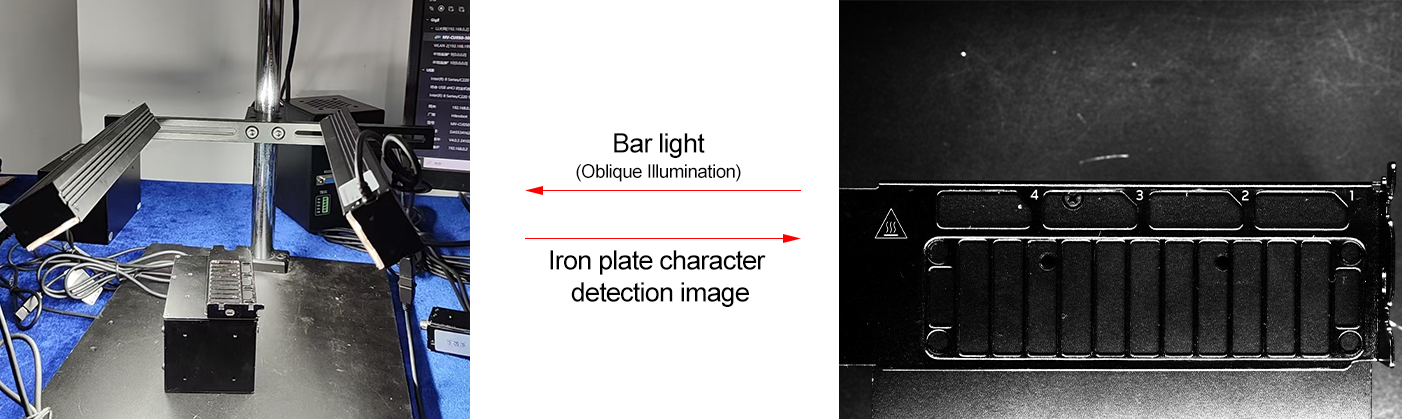
3.2 Oblique Illumination
Installing light sources at a low angle (30-60°) avoids direct specular reflection to the camera, making scratches and pits more visible by creating contrast between defects and the surface.
3.3 Polarized Light Sources
Polarizers filter reflected light, retaining only scattered light from defects. They are effective for high-gloss surfaces (e.g., glass, polished metals), significantly reducing glare.
In summary, selecting suitable light sources based on product characteristics is critical to solving reflection issues, enabling accurate, efficient defect detection of reflective surfaces in industrial scenarios. With the continuous advancement of machine vision technology and light source design, future solutions will be more intelligent and adaptable, further overcoming the challenges of reflective surface detection, reducing production costs, and promoting the upgrading of industrial quality inspection towards higher precision and automation.





