

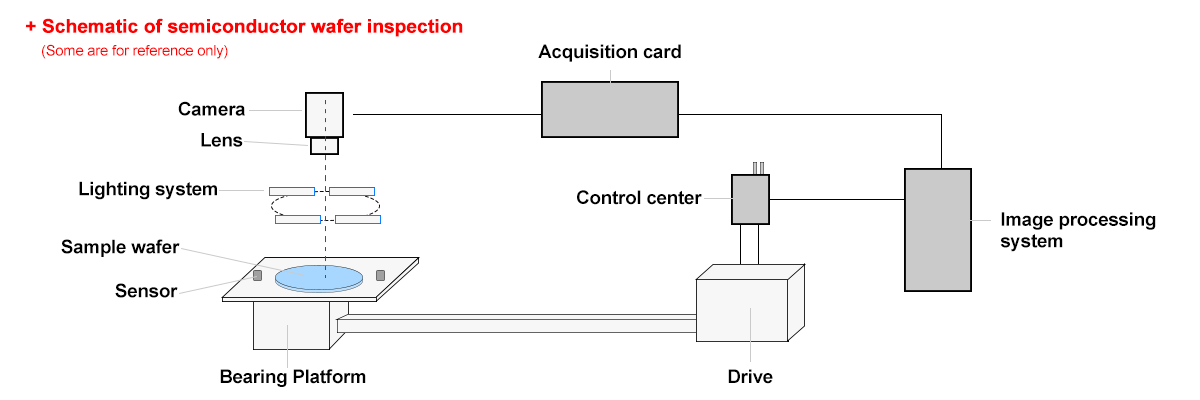
Nejlepší řešení kamer pro strojové vidění pro automatizovanou kontrolu kvality
Proč výkon kamery pro strojové vidění určuje přesnost inspekce
Rozlišení a hustota pixelů: detekce vad menších než milimetr při rychlosti výroby
Lepší rozlišení znamená, že dokážeme zachytit drobné vady menší než milimetr, někdy až velikosti 1,5 mikrometru, protože do plochy senzoru je jednoduše natěsněno více pixelů. Samotné vysoké rozlišení však nestačí. Aby inspekce pomocí umělé inteligence fungovala co nejlépe, musí sledované prvky pokrývat přibližně 5 až 10 pixelů. Tím vznikne optimální kompromis, kdy se zachytí dostatek detailů, aniž by to příliš zpomalilo zpracování. Překročení tohoto rozsahu pouze způsobuje rychlejší hromadění dat, aniž by skutečně zlepšilo schopnost rozlišit dobré díly od vadných, což může ve skutečnosti zpomalit výrobní linky. Dnešní senzory CMOS s globálním závěrem tento optimální bod dosahují docela dobře – dokáží identifikovat vady s přesností okolo 99 % a zároveň stihnou zpracovat stovky výrobků každou minutu. Nejdůležitější není nutně počet megapixelů kamery, ale správný počet pixelů jak pro nejmenší detaily, které potřebujeme vidět, tak pro rychlost pohybu montážní linky.
Snímková frekvence a synchronizace spouště: Odstranění rozmazání pohybu na rychlých linkách
Rozmazání pohybu stále způsobuje většinu nepoznaných vad na těchto rychlých výrobních linkách, i když firmy instalují ty drahé ultra vysoké rozlišení senzory. Když linka pracuje nad 1 000 díly za hodinu, musí fotoaparát zachytit každou položku za méně než 20 milisekund, jen aby byly hrany dostatečně ostré. Právě zde se osvědčují kamery s globálním závěrem synchronizované s enkodérem. Tyto kamery přesně uzamknou dobu expozice podle polohy dílu na dopravníkovém pásu, čímž udrží míru detekce okolo 98,5 % i při maximální rychlosti. Rozdíl je obrovský ve srovnání se staršími systémy bez synchronizace. To znamená, že továrny v automobilovém průmyslu a elektronickém montážním průmyslu zaznamenají pokles falešných poplachů o přibližně 80 %. Dává to smysl, protože tyto odvětví pracují s komponenty měřenými v mikronech, takže prostě není žádný prostor pro hádání nebo chyby.
Porovnání předních platforem průmyslových kamer pro technickou kontrolu
Basler ace 2 vs. FLIR Blackfly S: Porovnání v praxi ohledně přesnosti, stability a podpory SDK
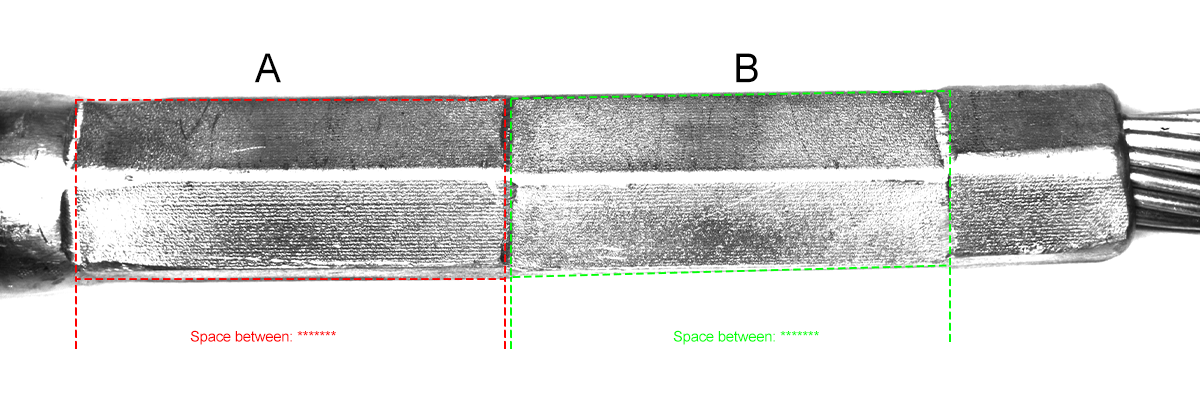
Řada Basler Ace 2 využívá skvělé senzory Sony Pregius, které dokáží dosáhnout opakovatelnosti měření pod 0,1 pixelu, i když dochází k různým průmyslovým vibracím. Navíc tyto kamery vykazují velmi dobrou stabilitu zesílení, která se pohybuje v rozmezí plus minus 0,05 procenta, a to i při teplotních změnách až o 15 stupňů Celsia. Co opravdu zaujme, je jejich SDK Pylon, které velmi dobře spolupracuje s robotickými pažemi a sítěmi PLC, čímž jsou ideální pro rychle se pohybující výrobní linky pracující nad 200 snímků za sekundu. Na druhou stranu mají modely FLIR Blackfly S své vlastní triky, jako je proprietární obrazové zpracování, které snižuje artefakty pohybu přibližně o 40 % na těchto extrémně rychlých dopravnících. Neměli bychom zapomenout ani na SDK Spinnaker, které podporuje více programovacích jazyků včetně Pythonu, C# a .NET. Obě kamerové soustavy zvládají bez problémů kontrolní úlohy pro polovodičové waferové destičky a díly baterií elektrických vozidel, liší se však v konkrétních podmínkách. Basler obvykle lépe zvládá tepelnou a mechanickou stabilitu při nasazení ve větším měřítku, zatímco FLIR vyniká v situacích, kdy je osvětlení velmi slabé, a poskytuje vynikající výsledky i při úrovních osvětlení pod 0,1 luxu.
Chytré kamery (Cognex Insight, Keyence CV-X) vs. PC-based systémy strojového vidění
Chytré kamery od značek jako Cognex Insight a Keyence CV-X opravdu zrychlují práci. U jednoduchých rozměrových kontrol mohou být tyto zařízení spuštěna již za necelé dva dny, protože jsou vybavena vestavěnými procesory a již obsahují naprogramované běžné vzory vad. Kromě toho ušetří přibližně 30 % nákladů na zapojování, pokud jsou použity samostatně na pracovních stanicích, což je výbornou zprávou pro továrny, kde každý centimetr počítá. Na druhé straně počítačové systémy připojené k výkonným serverům s GPU poskytují výrobcům přibližně pětkrát vyšší výpočetní výkon pro náročnější úkoly, jako je identifikace jemných povrchových vad, měření objektů z více úhlů ve třech dimenzích nebo úprava modelů během probíhajících operací. Tyto sestavy umožňují firmám spravovat současně více než padesát různých výrobků v sítích s více kamerami – což je nezbytné při zpracování rozmanitých výrobních sérií. Samozřejmě, chytré kamery usnadňují zahájení kontroly kvality, ale počítačové systémy prostě nemohou být poraženy, pokud jde o schopnost růst spolu s potřebami podniku, rychle upravovat algoritmy a zvládat náročné výpočetní požadavky.
Jak vybrat správnou kameru pro strojové vidění pro vaši aplikaci kontroly kvality
Praktický rozhodovací rámec: Sladění specifikací kamery s tolerancí výrobku, rychlostí linky a omezeními osvětlení
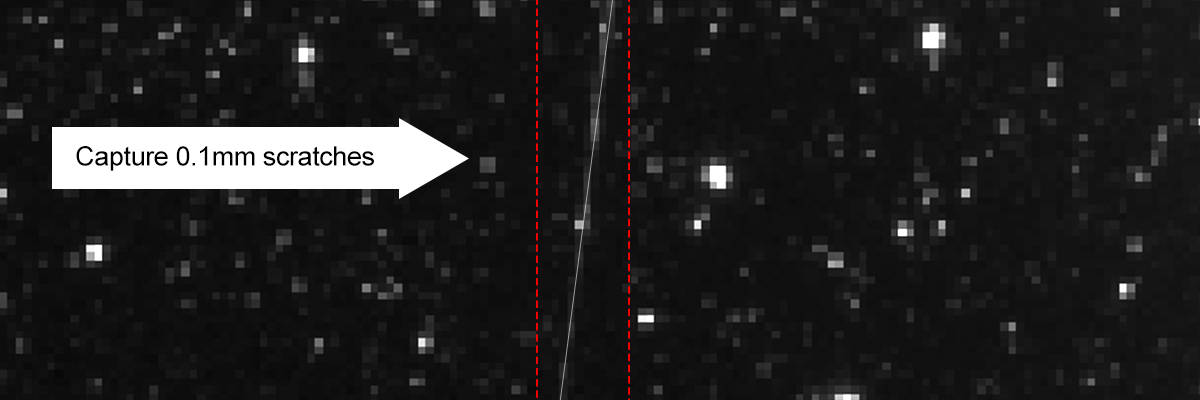
Při kontrole detekce vad začněte s nejmenší vadou, kterou je třeba zachytit. Vezměte tento rozměr, například rysku o velikosti 0,1 mm, a vydělte ho hodnotou, kterou průmysl doporučuje jako 3 až 4 pixely na prvek. To nám dává základnu pro požadavky na rozlišení. Dále je důležitá i rychlost dopravníku. Pokud se předměty pohybují rychleji než 1 metr za sekundu, opravdu potřebujeme senzory s globálním závěrem pracující s frekvencí snímkování nad 120 snímků za sekundu. A když produkce překročí hranici 200 kusů za minutu, musí být expoziční doba kratší než půl milisekundy, jinak bude všechno rozmazané. Osvětlení představuje další výzvu. V špatně osvětlených podmínkách hledejte kamery s kvantovou účinností vyšší než 75 % a dynamickým rozsahem přesahujícím 70 dB, aby obrazy zachovaly kontrast a ostrost. Dodržováním tohoto přístupu ve třech k v ·klíčové oblasti pomáhají zajistit, že kamery tyto malé vady skutečně ve své praxi najdou, nikoli pouze v teoretických specifikacích. Udržuje náklady na rozumné úrovni, aniž by byla obětována spolehlivost, která funguje na výrobní ploše den po dni.
Připraveni na výši vaši automatizovanou kontrolu kvality?
Nespokojte se s kamerami připravenými na sklad, které přehlédnou kritické vady nebo zpomalí váš výrobní řetězec. Řešení vlastních průmyslových kamer HIFLY jsou navržena přesně podle vašich požadavků na kontrolu kvality – ať jde o detekci vad o velikosti 1,5 μm, kontrolu více než 200 dílů za minutu nebo provoz v náročných prostředích.
Kontaktujte HIFLY ještě dnes a získejte bezplatnou konzultaci: náš tým vyhodnotí váš pracovní postup, doporučí specifikace a dodá vlastní vzorek již během 3 dnů. Společně vybudujeme systém kontroly kvality, který bude růst spolu s vaším podnikáním a dosahuje přesnost detekce vad vyšší než 99 % – pokaždé.





