

Kamera pro strojové vidění vs. průmyslová kamera: Vysvětlení klíčových rozdílů
Co charakterizuje kameru pro strojové vidění?
Základní technické požadavky: Globální závěrka, přesnost spouštění a integrace řízená pomocí SDK
Průmyslové kamery pro strojové vidění nejsou postaveny jen na to, aby vydržely – musí každý jednotlivýkrát dodávat konzistentní výsledky. Čím se tyto kamery odlišují? Používají tzv. technologii globálního závěru, která zachytí všechna obrazová data najednou, takže nedochází ke zkreslení pohybem, i když se objekty pohybují rychleji než 5 metrů za sekundu. Další klíčovou vlastností je hardwarové spouštění s přesností až na mikrosekundu, které zajišťuje dokonalou synchronizaci s pohyby robotů nebo činností dopravníků. A díky integraci SDK podle standardů GenICam tyto kamery bez problémů komunikují s většinou systémů PLC a softwarových balíčků pro strojové vidění. Výsledkem je, že firmy mohou rychleji uvést své systémy kontroly kvality do provozu, aniž by musely od nuly psát vlastní ovladače, čímž ušetří podle průmyslových zpráv přibližně dvě třetiny času potřebného pro nasazení.
Hlavní aplikace: Automatická optická inspekce, navigace robotů a subpixelová metrológia
Technické parametry těchto systémů otevírají dveře ke třem velmi důležitým aplikacím v průmyslu. Pokud jde o automatickou optickou kontrolu (AOI), tyto vysoce rozlišené senzory s globálním závěrem dokážou detekovat drobné vady na tištěných spojích až s téměř dokonalou úrovní detekce 99,9 %. Co se týče navigace robotů, odhad polohy v reálném čase ve 3D umožňuje strojům umisťovat součástky s neuvěřitelnou konzistencí – přesností kolem ± 0,05 mm během operací pick-and-place. Pak zde ještě existuje subpixelová metrológia, která pomocí kalibrovaných senzorů a pokročilé matematiky dokáže rozpoznat detaily menší, než je velikost jednoho pixelu. To je velmi důležité pro zarovnání polovodičových waferů, kde výrobci potřebují tolerance pod jeden mikrometr. Čím je to všechno možné? Tyto kamerové systémy přistupují k obrazovému snímání jako k přesnému měření, nikoli k jednoduchému pořizování obrázků, což vysvětluje jejich vynikající výsledky v různých průmyslových aplikacích.
Co splňuje kritéria průmyslové kamery?
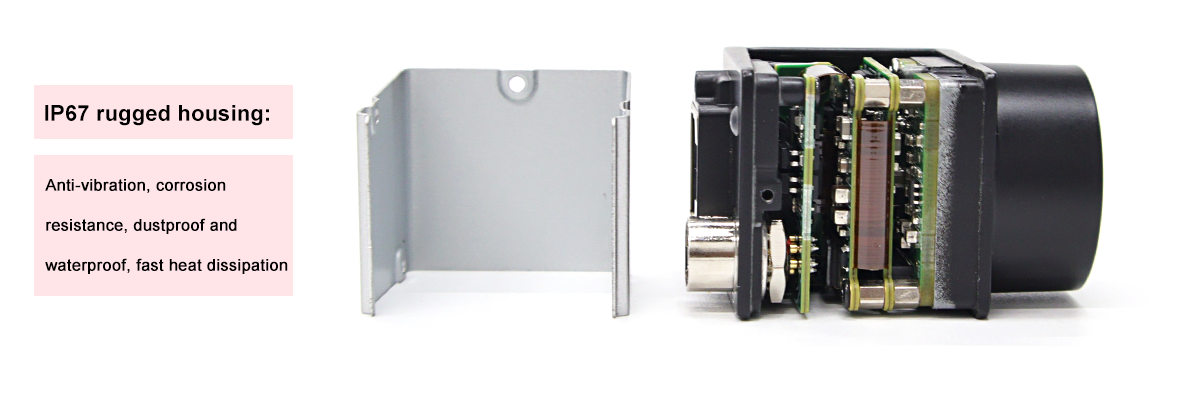
Hlavní důraz při návrhu: odolný kryt, rozšířený teplotní rozsah a ochrana prostředí dle IP67 nebo vyšší
Pokud jde o průmyslové kamery, výrobci obvykle dávají přednost spolehlivému provozu před pořízením dokonalých snímků. Tyto kamery jsou typicky vybaveny odolnými povrchy z kovu nebo zesíleného plastu, které odolávají drsné manipulaci, trvalým vibracím a dokonce i agresivním chemikáliím, aniž by se porouchaly. Většina modelů pracuje v širokém rozsahu teplot od minus 20 stupňů Celsia až do 70 stupňů Celsia a navíc často splňuje standard IP67 nebo vyšší co do odolnosti proti prachu a vnikání vody. To je činí vhodnými pro prostředí jako potravinářské továrny s běžným čištěním, chladicí skladové zařízení nebo jakékoli venkovní prostory vyžadující monitorování. Konstrukční prvky, jako jsou pasivní chladicí systémy, jednoduché konektory typu M12 a jednodušší firmware, pomáhají těmto kamerám zůstat déle online. Nicméně za tuto spolehlivost se vždy něco platí – pokročilé možnosti spouštění, rychlé přenosy dat nebo jemné úpravy senzorů jsou často na úkor odolnosti opomíjeny.
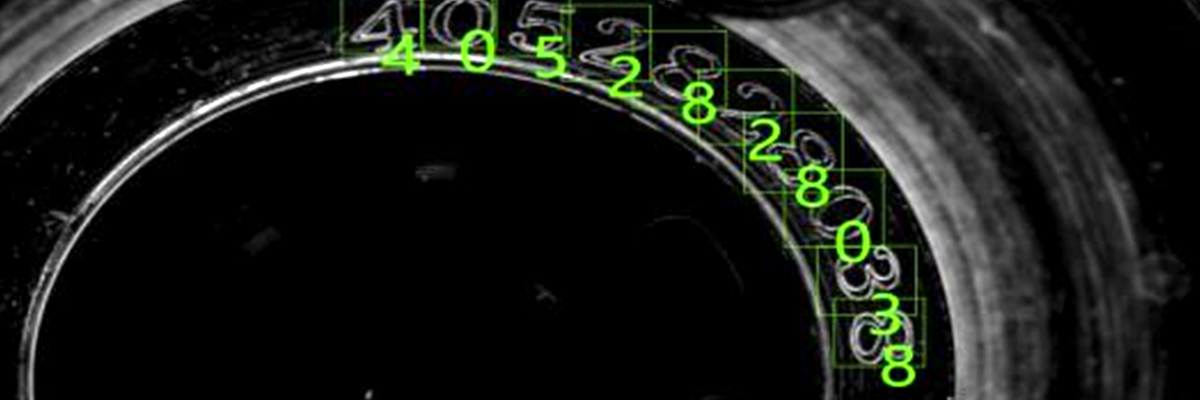
Typické případy použití: nepřetržité monitorování procesů, základní rozpoznávání znaků (OCR) a dohled v náročných prostředích
Tím, v čem tyto kamery opravdu excelují, jsou situace, kdy je důležitější nepřetržité sledování než dokonalé zachycení každého jednotlivého pixelu. Myslete na monitorování hladin nádrží po celý den, kontrolu, zda dopravníky stále správně fungují, nebo prostě jen na to, aby se stroje nepokazily. Zvládnou také základní úkoly OCR pro čtení sériových čísel nebo třídění zásilek. A nemějme zapomínat na ty obtížné podmínky, kde by běžné kamery nevydržely ani minutu, například hluboko uvnitř těžebních provozů nebo v blízkosti agresivních látek ve vodárnách a čistírnách odpadních vod. Podle nedávné průmyslové zprávy z roku 2023 většina provozních manažerů při těchto aplikacích klade odolnost vůči okolnímu prostředí před kvalitu obrazu. Což dává smysl, protože jaká už je hodnota dokonale ostrého záznamu, když kamera po týdnu v extrémních podmínkách přestane fungovat? Pro reálné provozy je spolehlivý výkon daleko důležitější než zdobné technické parametry.
Kritické funkční rozdíly: automatizace, výkon a integrace
Řízení a synchronizace v reálném čase: Hardwarové spouštění, snímače snímků a deterministická latence
Deterministické časování je tím, co činí kamery pro strojové vidění tak důležitými pro uzavřené regulační automační systémy. Tyto kamery využívají hardwarové spouštěče k synchronizaci expozice s vnějšími signály, jako jsou impulsy z enkodéru nebo výstupy z PLC, a to s přesností na zlomky mikrosekundy. Spojené s rámovými zachytávači pak mluvíme o přenosu obrazu trvajícím konzistentně méně než milisekundu. Softwarově spouštěné kamery? Ty uvázly ve frontě operačního systému, který musí naplánovat úkoly, což vede k těm nepříjemným zpožděním 10–50 ms, které každý zná (o tom informoval Vision Systems Design již v roce 2023). Představte si dopravník běžící rychlostí 1 metr za sekundu. Zpoždění o pět milisekund znamená odchylku o celých pět milimetrů – a to už stačí k narušení i té nejjemnější montážní operace. Proto si vážné aplikace strojového vidění od samého začátku klade důraz na vyhrazené zobrazovací kanály a operační systémy pracující v reálném čase. Když záleží na přesnosti, není prostor pro domněnky.
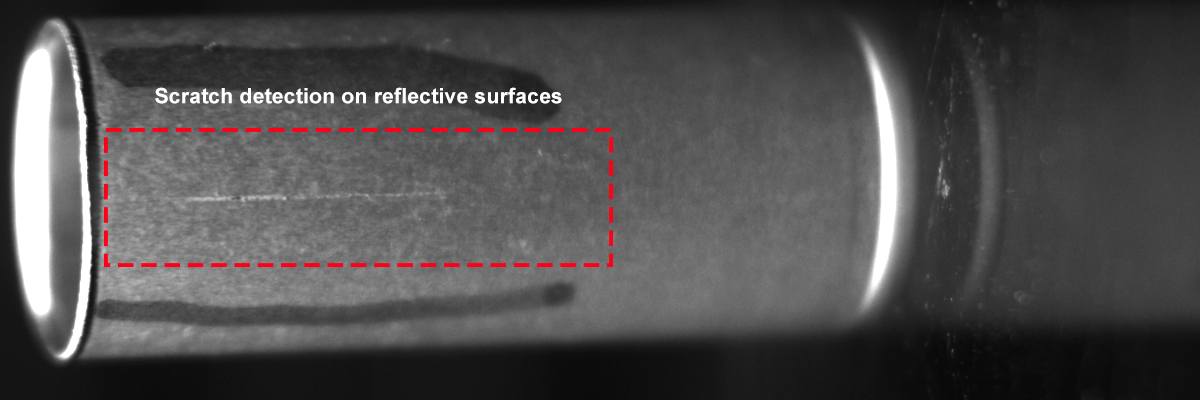
Měření výkonu zobrazení: Dynamický rozsah, SNR a konzistence na úrovni pixelů pro měření
Získání přesných měření vyžaduje zobrazovací systémy navržené speciálně pro přesnost, nikoli jen pro přibližné odhady. Moderní kamery strojového vidění poskytují dynamický rozsah nad 120 dB, což znamená, že dokážou zachytit jemné detaily v tmavých oblastech matně černé pryže a zároveň zaznamenat jasné odlesky na chromových površích současně. Tyto kamery mají typicky poměr signálu k šumu mezi 40 a 50 dB, čímž udržují dobrý kontrast a ostré hrany při kontrolách za špatného osvětlení. To je lepší než běžné průmyslové kamery, které obvykle dosahují pod 35 dB, kde se šum pozadí začíná negativně projevovat na rozměrových měřeních. Tovární kalibrace zajišťuje, že tyto senzory zůstávají v rámci odchylky přibližně 0,05 % napříč všemi pixely, což je klíčové pro extrémně přesná subpixelová měření. Pokud se podíváme na systémy automatické optické kontroly, studie ukazují, že již 2% nekonzistence odezvy senzorů vede podle výzkumu Ponemon Institute z roku 2023 k falešným výlukám v hodnotě zhruba 740 000 dolarů ročně. Proto se skutečná měřicí technika liší od běžných průmyslových kamer, pokud jde o konzistentní výsledky.
Proč existuje terminologická nejasnost a jak správně vybírat
Mezi označeními pro průmyslové kamery a systémy strojového vidění je velká překryvnost, protože obě typy zařízení jsou obvykle konstruovány robustně. Výrobci často uvádějí vlastnosti jako ochrana IP67 nebo provoz v extrémních teplotních rozsazích. Pokud se ale podíváme za tyto podobnosti, ukáže se to, co ve skutečnosti záleží. Průmyslové kamery jsou v podstatě navrženy tak, aby přežily náročné podmínky, zatímco modely pro strojové vidění se zaměřují na získávání přesných měření pro automatizované procesy. Problém vzniká, když firmy používají průmyslové vybavení pro úkoly, které vyžadují naprostou přesnost až na zlomky pixelu nebo synchronizované časování v miliontinách sekundy. Tyto požadavky prostě nejsou součástí konstrukčního záměru průmyslových kamer.
Jak správně vybírat:
- Upřednostňujte požadavky aplikace : Vyberte kamera pro strojové vidění pokud váš případ použití vyžaduje globální závěrku, hardwarové spouštění pod 1 µs nebo integraci SDK kompatibilní s GenICam – pro AOI, navigaci robotů nebo měření. Tyto funkce nejsou volitelné – jsou základní.
- Zhodnoťte požadavky prostředí : Vyberte průmyslová kamera pouze pro nepřetržité monitorování, základní OCR nebo dohled v náročných podmínkách – kde odolnost proti otřesům, odolnost vůči oplachování nebo nepřetržitý provoz 24/7 převyšují obrazovou přesnost.
- Zhodnoťte složitost integrace : Systémy průmyslového vidění vyžadují certifikované ovladače, kompatibilitu s frame grabberem a deterministickou komunikaci s PLC nebo softwarovými nástroji pro strojové vidění. Průmyslové kamery obvykle fungují jako samostatné zdroje videa.
- Důkladně prověřte výkonová prahová hodnota : U kvantitativní kontroly vyžadujte dynamický rozsah ≥70 dB, SNR >40 dB a uniformitu pixelů <0,1 %. Tato kritéria jsou u průmyslových modelů trhu nabízených pro úkoly strojového vidění jen zřídka splněna.
Přizpůsobte kameru přesnosti, rychlosti a hloubce integrace vaší automatizace – nikoli pouze stupni ochrany její skříně.
Připraveni přizpůsobit kameru svému pracovnímu postupu?
Správná kamera mění průmyslové zobrazování z nákladové položky na konkurenční výhodu – ať už automatizujete přesné inspekce nebo monitorujete náročné prostředí. Zaměřením se na vaše klíčové potřeby (přesnost automatizace vs. odolnost a spolehlivost) se vyhnete běžným chybám a dosáhnete konzistentních výsledků.
Pro personalizovanou podporu nebo otestování přizpůsobeného řešení (podpořeného globální technickou podporou a rychlou dodávkou vzorků) se obraťte na ověřeného partnera ve strojovém vidění s prověřenou historií služeb pro různorodé průmyslové odvětví.





