

Die besten Kamerakomplettlösungen für die automatisierte Qualitätskontrolle
Warum die Leistung der Maschinenvisionskamera die Inspektionsgenauigkeit bestimmt
Auflösung und Pixeldichte: Erkennen von submillimeternen Fehlern bei Produktionsgeschwindigkeit
Eine bessere Auflösung bedeutet, dass wir kleinste Fehler erkennen können, die kleiner als ein Millimeter sind, manchmal sogar nur 1,5 Mikrometer, da einfach mehr Pixel auf der Sensorfläche untergebracht sind. Doch allein eine hohe Auflösung reicht nicht aus. Damit KI-Inspektionen optimal funktionieren, sollten die betrachteten Merkmale etwa 5 bis 10 Pixel abdecken. Dadurch entsteht der ideale Kompromiss, bei dem ausreichend Details erfasst werden, ohne die Verarbeitungsgeschwindigkeit zu stark zu verlangsamen. Über diesen Bereich hinauszugehen führt lediglich dazu, dass sich die Daten schneller ansammeln, ohne unsere Fähigkeit signifikant zu verbessern, gute von schlechten Teilen zu unterscheiden – was letztlich Produktionslinien verlangsamen kann. Heutige Global-Shutter-CMOS-Sensoren treffen diesen Kompromiss ziemlich gut und erreichen dabei eine Erkennungsgenauigkeit von rund 99 %, während sie weiterhin mit der Bearbeitung von Hunderten von Teilen pro Minute Schritt halten können. Entscheidend ist weniger die Anzahl der Megapixel der Kamera, sondern vielmehr die richtige Anzahl an Pixeln sowohl für die kleinsten Details, die wir erkennen müssen, als auch für die Geschwindigkeit, mit der sich die Montagelinie bewegt.
Bildwiederholrate und Trigger-Synchronisation: Eliminierung von Bewegungsunschärfe bei Hochgeschwindigkeitslinien
Bewegungsunschärfe verursacht immer noch die meisten übersehenen Fehler auf diesen schnellen Produktionslinien, selbst wenn Unternehmen teure ultrascharfe Sensoren installieren. Wenn die Linie über 1.000 Teile pro Stunde verarbeitet, muss die Kamera jedes Teil in weniger als 20 Millisekunden erfassen, um die Kanten ausreichend scharf zu halten. Hier kommen globaler Verschluss mit Encodersynchronisation zum Einsatz. Diese Kameras synchronisieren die Belichtungszeit exakt mit der Position des Teils auf dem Förderband, wodurch die Erkennungsrate auch bei Höchstgeschwindigkeit bei etwa 98,5 % bleibt. Der Unterschied zu älteren Systemen ohne Synchronisation ist enorm. Fabriken in der Automobilproduktion und der Elektronikmontage verzeichnen nach einem Upgrade etwa 80 % weniger Fehlalarme. Das ist auch verständlich, da in diesen Branchen Bauteile im Mikrometerbereich bearbeitet werden und somit kein Raum für Schätzungen oder Fehler bleibt.
Vergleich führender Maschinenvisions-Kameraplattformen für industrielle Inspektion
Basler ace 2 vs. FLIR Blackfly S: Praxisnahe Benchmarking zu Präzision, Stabilität und SDK-Unterstützung
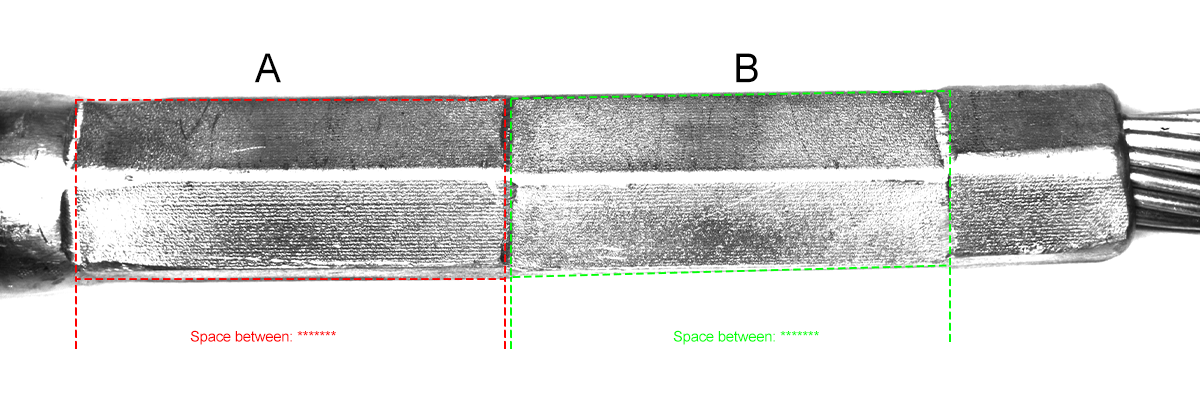
Die Basler Ace 2-Serie nutzt jene hervorragenden Sony Pregius Sensoren, die tatsächlich eine Messwiederholbarkeit von weniger als 0,1 Pixel erreichen, selbst wenn starke industrielle Vibrationen auftreten. Zudem weisen diese Kameras eine bemerkenswerte Verstärkungsstabilität auf und bleiben innerhalb von ±0,05 Prozent, trotz Temperaturschwankungen von bis zu 15 Grad Celsius. Hervorzuheben ist insbesondere ihr Pylon SDK, das sich hervorragend mit Roboterarmen und SPS-Netzwerken verbinden lässt und sie somit absolut ideal für schnell laufende Produktionslinien macht, die über 200 Bilder pro Sekunde verarbeiten. Andererseits haben die FLIR Blackfly S-Modelle ihre eigenen Vorzüge, wie eine proprietäre Bildverarbeitung, die Bewegungsartefakte auf sehr schnellen Förderbändern um etwa 40 % reduziert. Nicht zu vergessen ist das Spinnaker SDK, das mehrere Programmiersprachen unterstützt, darunter Python, C# und .NET. Beide Kamerasysteme bewältigen Inspektionsaufgaben bei Halbleiterwafern und Bauteilen für Elektrofahrzeug-Batterien problemlos, unterscheiden sich jedoch in spezifischen Einsatzbedingungen. Basler zeichnet sich bei großflächigen Installationen durch bessere thermische und mechanische Stabilität aus, während FLIR in Situationen mit extrem schwacher Beleuchtung überzeugt und selbst bei Lichtpegeln unter 0,1 Lux exzellente Ergebnisse liefert.
Smart-Kameras (Cognex Insight, Keyence CV-X) vs. PC-basierte Maschinenvisionskamerasysteme
Intelligente Kameras von Marken wie Cognex Insight und Keyence CV-X beschleunigen die Abläufe erheblich. Bei einfachen Maßprüfungen können diese Geräte bereits in weniger als zwei Tagen in Betrieb genommen werden, da sie über integrierte Prozessoren verfügen und bereits gängige Fehlermuster vorprogrammiert haben. Zudem sparen sie rund 30 % an Verkabelungskosten, wenn sie allein an Arbeitsstationen eingesetzt werden – eine große Erleichterung für Fabriken, in denen jeder Quadratzentimeter zählt. Auf der anderen Seite bieten Computersysteme, die mit leistungsstarken GPU-Servern verbunden sind, den Herstellern etwa die fünffache Rechenleistung für anspruchsvollere Aufgaben wie die Erkennung feiner Oberflächenfehler, die dreidimensionale Vermessung von Objekten aus mehreren Blickwinkeln oder die Anpassung von Modellen während des laufenden Betriebs. Solche Systeme ermöglichen es Unternehmen, gleichzeitig über fünfzig verschiedene Produkte über Netzwerke mit mehreren Kameras hinweg zu steuern – ein entscheidender Vorteil bei vielfältigen Fertigungsläufen. Sicher, intelligente Kameras erleichtern den Einstieg in die Qualitätskontrolle, aber computergestützte Systeme sind hinsichtlich Skalierbarkeit, schneller Anpassung von Algorithmen und Bewältigung hoher Rechenanforderungen einfach unschlagbar.
So wählen Sie die richtige Industriekamera für Ihre Qualitätskontrollanwendung aus
Ein praktischer Entscheidungsrahmen: Ausrichtung der Kameradaten auf Produkttoleranzen, Fördergeschwindigkeit und Beleuchtungsbedingungen
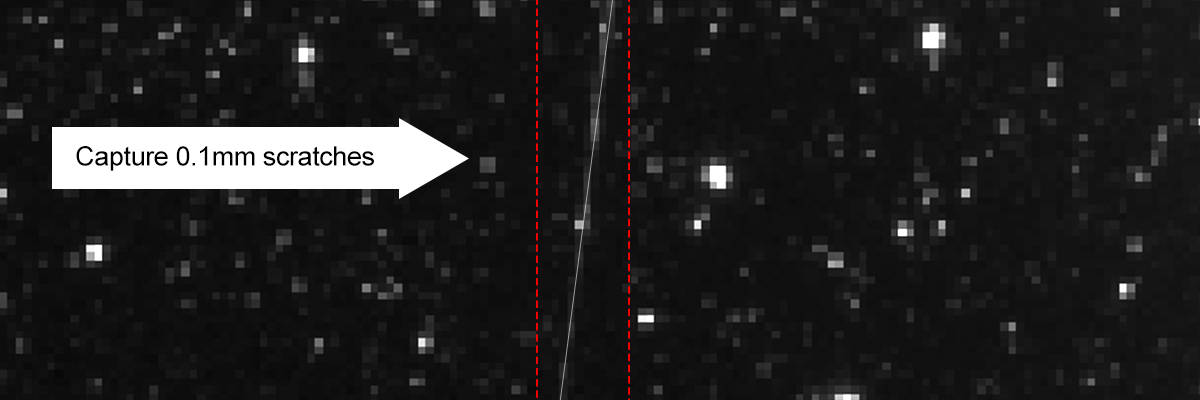
Bei der Betrachtung der Fehlererkennung beginnen Sie mit dem kleinsten Fehler, den Sie erkennen müssen. Nehmen Sie diese Dimension, beispielsweise einen 0,1 mm Kratzer, und teilen Sie sie durch das, was die Branche als 3 bis 4 Pixel pro Merkmal vorschlägt. Das liefert uns eine Grundlage für die Anforderungen an die Auflösung. Auch die Geschwindigkeit des Förderbandes ist wichtig. Wenn die Gegenstände schneller als 1 Meter pro Sekunde transportiert werden, benötigen wir wirklich Global-Shutter-Sensoren mit Bildraten über 120 fps. Und wenn die Produktion über 200 Teile pro Minute erreicht, muss die Belichtungszeit unter einer halben Millisekunde liegen, da sonst alles verschwommen wird. Die Beleuchtungsbedingungen stellen eine weitere Herausforderung dar. In schlecht beleuchteten Umgebungen sollten Kameras eine Quanteneffizienz von über 75 % und einen Dynamikumfang von mehr als 70 dB aufweisen, damit die Bilder Kontrast und Klarheit behalten. Dieser Ansatz wird über drei k in ·schlüsselbereiche helfen sicherzustellen, dass Kameras jene winzigen Fehler tatsächlich in der Praxis erkennen, nicht nur auf dem Papier gemäß Spezifikation. Dadurch bleiben Kosten im Rahmen, ohne Kompromisse bei der Zuverlässigkeit einzugehen, die tagtäglich in der Fabrikhalle funktioniert.
Bereit, Ihre automatisierte Qualitätskontrolle auf das nächste Level zu heben?
Verzichten Sie nicht auf Standard-Kameras, die kritische Fehler übersehen oder Ihre Produktionslinie verlangsamen. HIFLYs maßgeschneiderte Machine-Vision-Kamera-Lösungen werden exakt auf Ihre QC-Anforderungen zugeschnitten – egal ob Sie 1,5μm-Defekte erkennen, über 200 Teile pro Minute prüfen oder unter rauen Umgebungsbedingungen arbeiten.
Kontaktieren Sie HIFLY noch heute für eine kostenlose Beratung: Unser Team analysiert Ihren Workflow, empfiehlt passende Spezifikationen und liefert eine maßgeschneiderte Musterversion innerhalb von nur 3 Tagen. Gemeinsam entwickeln wir ein QC-System, das mit Ihrem Unternehmen wächst und jedes Mal eine Defekterkennungsrate von über 99 % bietet.





