

Kamera für die Bildverarbeitung vs. Industriekamera: Wichtige Unterschiede erklärt
Was zeichnet eine Machine-Vision-Kamera aus?
Kerntechnische Anforderungen: Global Shutter, Trigger-Genauigkeit und SDK-gesteuerte Integration
Industrielle Kameras für maschinelles Sehen müssen nicht nur langlebig sein, sondern jedes Mal konsistente Ergebnisse liefern. Was zeichnet diese Kameras aus? Sie verwenden eine sogenannte Global-Shutter-Technologie, die alle Bilddaten gleichzeitig erfasst, wodurch keine Bewegungsunschärfe entsteht – selbst dann, wenn sich Objekte schneller als 5 Meter pro Sekunde bewegen. Ein weiteres Schlüsselmerkmal ist das Hardware-Triggering, das bis auf Mikrosekundenebene genau funktioniert und so sicherstellt, dass alles perfekt mit Roboterbewegungen oder Förderbandaktionen synchronisiert ist. Dank SDK-Integration über GenICam-Standards arbeiten diese Kameras reibungslos mit den meisten SPS-Systemen und Bildverarbeitungssoftwarepaketen zusammen. Das Ergebnis? Unternehmen können ihre Qualitätskontrollsysteme deutlich schneller in Betrieb nehmen, ohne benutzerdefinierte Treiber von Grund auf neu schreiben zu müssen, wodurch laut Branchenberichten etwa zwei Drittel der normalerweise für die Inbetriebnahme benötigten Zeit eingespart werden.
Hauptanwendungen: Automatische optische Inspektion, Robotergestützte Führung und Subpixel-Metrologie
Die technischen Spezifikationen dieser Systeme erschließen drei besonders wichtige Anwendungen in der Fertigung. Bei der automatisierten optischen Inspektion (AOI) ermöglichen hochauflösende Global-Shutter-Sensoren die Erkennung kleinster Fehler auf Leiterplatten mit einer nahezu perfekten Detektionsrate von 99,9 %. Beim Roboterguidance erlaubt die Echtzeit-3D-Lagebestimmung Maschinen, Bauteile mit außergewöhnlicher Genauigkeit zu positionieren – mit einer Toleranz von etwa ±0,05 mm bei Pick-and-Place-Prozessen. Dann gibt es noch die Subpixel-Metrologie, bei der kalibrierte Sensoren und ausgeklügelte mathematische Verfahren Details erfassen, die selbst kleiner sind als ein einzelnes Pixel. Dies ist besonders wichtig bei der Ausrichtung von Halbleiterwafern, wo Hersteller Toleranzen unter einem Mikrometer benötigen. Was all dies ermöglicht? Diese Kamerasysteme betrachten Bildgebung als präzise Messaufgabe statt als einfache Fotografie – was erklärt, warum sie in unterschiedlichen industriellen Umgebungen derart beeindruckende Ergebnisse liefern.
Was gilt als Industriekamera?
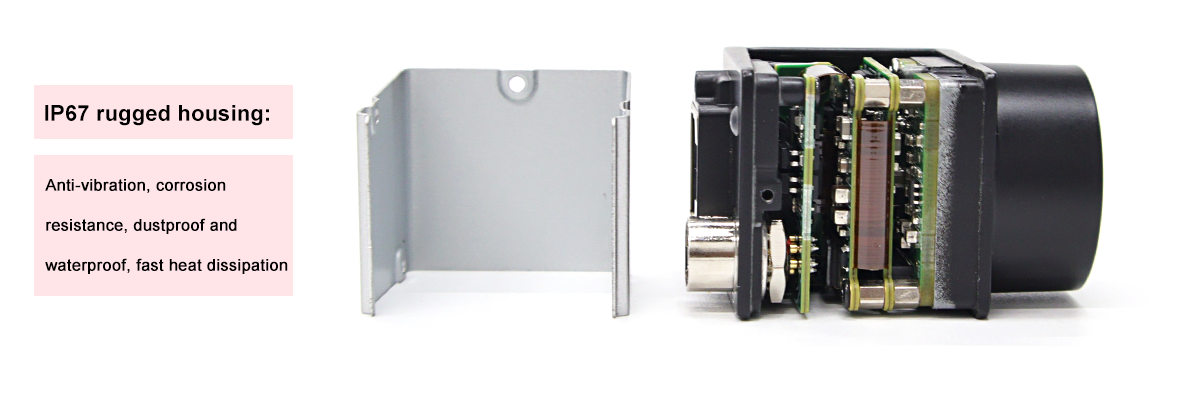
Konstruktionsprioritäten: Robustes Gehäuse, erweiterter Temperaturbereich und Umweltschutz mit IP67+
Bei Industriekameras legen Hersteller oft mehr Wert darauf, den zuverlässigen Betrieb sicherzustellen, als perfekte Bilder aufzunehmen. Diese Kameras verfügen in der Regel über robuste Gehäuse aus Metall oder verstärktem Kunststoff, die rauen Behandlungen, ständigen Vibrationen und sogar aggressiven Chemikalien standhalten, ohne auszufallen. Die meisten Modelle arbeiten über einen weiten Temperaturbereich von minus 20 Grad Celsius bis hin zu 70 Grad Celsius und erfüllen zudem meistens mindestens die Schutzklasse IP67 gegen Staub und Wasser. Dadurch eignen sie sich für Umgebungen wie Lebensmittelverarbeitungsbetriebe mit regelmäßiger Reinigung, Kühllager oder jeden Außenbereich, der überwacht werden muss. Konstruktive Merkmale wie passive Kühlungssysteme, einfache Steckverbinder vom Typ M12 und vereinfachte Firmware tragen dazu bei, dass diese Kameras länger betriebsbereit bleiben. Doch für diese Zuverlässigkeit wird stets ein Kompromiss eingegangen – Funktionen wie anspruchsvolle Auslöseoptionen, schnelle Datenübertragungen oder feinabgestimmte Sensoranpassungen werden bei der Auslegung auf maximale Haltbarkeit oft vernachlässigt.
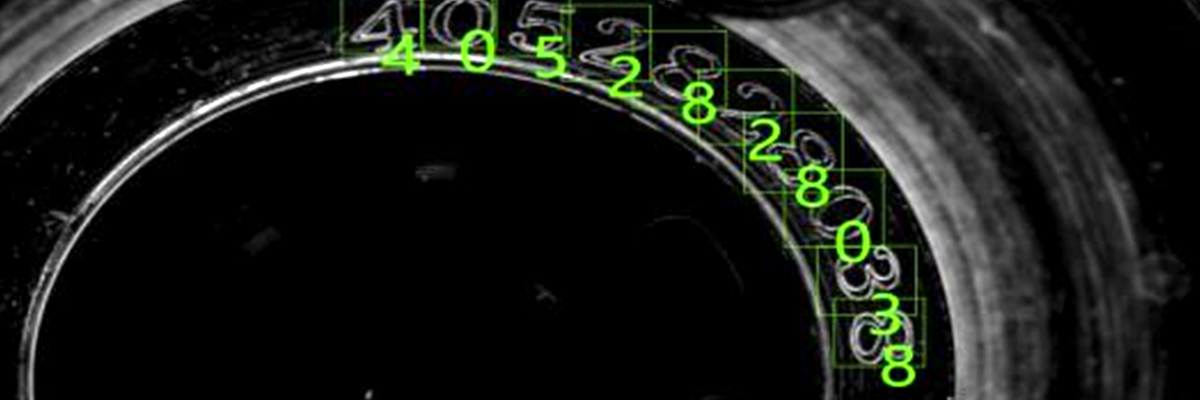
Typische Anwendungsfälle: Kontinuierliche Prozessüberwachung, einfache OCR und Überwachung unter rauen Umgebungsbedingungen
Worin diese Kameras wirklich überzeugen, sind Situationen, in denen eine lückenlose Überwachung wichtiger ist als die perfekte Auflösung jedes Pixels. Denken Sie daran, den Füllstand von Tanks den ganzen Tag im Auge zu behalten, zu prüfen, ob Förderbänder noch ordnungsgemäß funktionieren, oder einfach sicherzustellen, dass Maschinen nicht ausfallen. Außerdem bewältigen sie grundlegende OCR-Aufgaben wie das Lesen von Seriennummern oder das Sortieren von Paketen. Und vergessen wir nicht jene anspruchsvollen Einsatzorte, an denen herkömmliche Kameras keine Minute überleben würden – etwa tief im Inneren von Bergbaubetrieben oder in der Nähe aggressiver Chemikalien in Abwasserbehandlungsanlagen. Laut einem aktuellen Branchenbericht aus dem Jahr 2023 priorisieren die meisten Werksleiter bei solchen Anwendungen die Widerstandsfähigkeit gegenüber rauen Umgebungsbedingungen vor der Bildqualität. Das ist durchaus nachvollziehbar: Was nützt ein kristallklares Bild, wenn die Kamera nach einer Woche unter harschen Bedingungen ausfällt? Für den praktischen Betrieb zählt zuverlässige Leistung an jedem Tag mehr als beeindruckende technische Spezifikationen.
Kritische funktionale Unterschiede: Automatisierung, Leistung und Integration
Echtzeitsteuerung und Synchronisation: Hardware-Triggering, Frame Grabber und deterministische Latenz
Deterministische Zeitsteuerung ist es, was Maschinenvisionskameras für geschlossene Automatisierungssysteme so unverzichtbar macht. Diese Kameras nutzen Hardware-Trigger, um ihre Belichtung mit externen Signalen wie Inkrementalgeber-Impulsen oder Ausgängen von SPS-Steuerungen auf Bruchteile einer Mikrosekunde genau zu synchronisieren. Kombiniert man sie mit Framegrabbern, lassen sich durchgängig Bildübertragungszeiten unter einer Millisekunde erzielen. Softwaregesteuerte Kameras hingegen müssen warten, bis das Betriebssystem Aufgaben plant – was zu den lästigen Verzögerungen von 10–50 ms führt, die jeder kennt und hasst (Vision Systems Design berichtete dies 2023). Stellen Sie sich ein Förderband vor, das mit 1 Meter pro Sekunde läuft. Eine Verzögerung von fünf Millisekunden bedeutet eine Abweichung von fünf Millimetern – mehr als genug, um selbst empfindlichste Montagearbeiten zu stören. Deshalb setzen professionelle Maschinenvision-Anlagen von Anfang an auf dedizierte Bildverarbeitungspipelines und Echtzeit-Betriebssysteme. Wenn Präzision gefragt ist, bleibt kein Raum für Unsicherheiten.
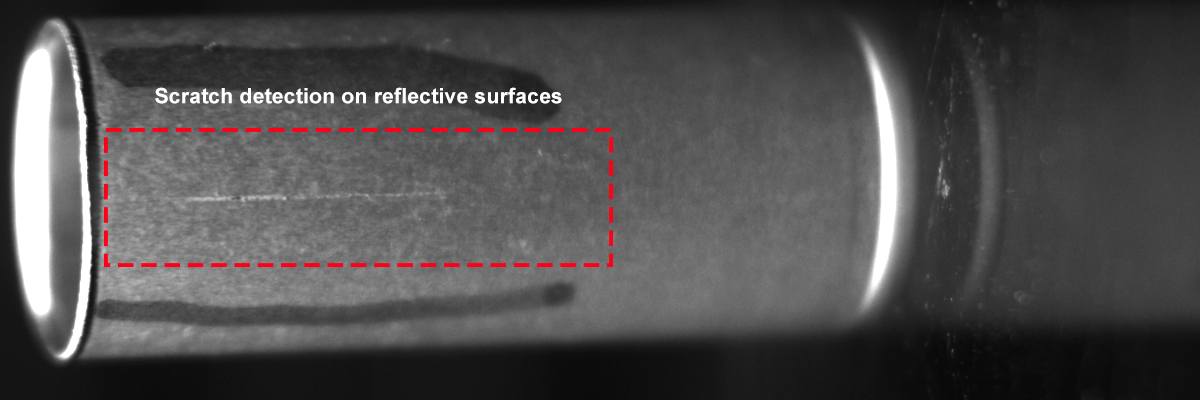
Bildgebungs-Leistungsbenchmark: Dynamikumfang, SNR und Konsistenz auf Pixelebene für Messungen
Genaue Messungen erfordern Bildverarbeitungssysteme, die speziell für Präzision und nicht nur für Annäherungen konzipiert sind. Moderne Kameras der industriellen Bildverarbeitung bieten eine Dynamik von über 120 dB, wodurch sie gleichzeitig subtile Details in dunklen Bereichen von mattem schwarzen Gummi erfassen können und dabei dennoch helle Reflexionen an Chromoberflächen wiedergeben. Diese Kameras weisen typischerweise Signal-Rausch-Verhältnisse zwischen 40 und 50 dB auf, wodurch bei Inspektionen unter schlechten Lichtverhältnissen ein guter Kontrast und scharfe Kanten erhalten bleiben. Dies übertrifft Standard-Industriekameras, die gewöhnlich unter 35 dB liegen, wo sich Störgeräusche negativ auf die dimensionsgenauen Messungen auswirken. Eine werkseitige Kalibrierung stellt sicher, dass diese Sensoren eine Abweichung von etwa 0,05 % über alle Pixel hinweg beibehalten – eine Voraussetzung für besonders präzise Subpixel-Messungen. Untersuchungen automatisierter optischer Inspektionssysteme zeigen, dass bereits 2 % Inkonstanz in der Sensorreaktion zu falschen Ausschussraten im Wert von rund 740.000 US-Dollar pro Jahr führen, wie aus einer Studie des Ponemon Institute aus dem Jahr 2023 hervorgeht. Deshalb zeichnen sich echte messtechnische Geräte gegenüber herkömmlichen Industriekameras durch konsistente Ergebnisse aus.
Warum die Begriffsverwirrung besteht – und wie man richtig wählt
Es gibt viele Überschneidungen zwischen den Bezeichnungen für Maschinenvison und Industriekameras, da beide in der Regel robust gebaut sind. Hersteller erwähnen häufig Dinge wie IP67-Schutz und Betrieb bei extremen Temperaturen. Doch hinter diesen Gemeinsamkeiten verbirgt sich, worauf es wirklich ankommt. Industriekameras sind im Grunde dafür konzipiert, raue Bedingungen zu überstehen, während Modelle der Maschinenvison darauf ausgelegt sind, präzise Messungen für automatisierte Prozesse zu liefern. Das Problem entsteht, wenn Unternehmen versuchen, Industrieausrüstung für Aufgaben einzusetzen, die eine Genauigkeit im Bereich von Bruchteilen eines Pixels oder synchronisierte Zeitmessung im millionstel Sekunden-Bereich erfordern. Solche Anforderungen gehören einfach nicht zum technischen Grundkonzept von Industriekameras.
Um die richtige Wahl zu treffen:
- Anwendungsanforderungen priorisieren : Wählen Sie eine kamera für Maschinenvision wenn Ihr Anwendungsfall einen Global Shutter, eine Hardware-Triggerung unter 1µs oder eine GenICam-konforme SDK-Integration erfordert – für AOI, Roboterführung oder Messtechnik. Dies sind keine optionalen Funktionen – sie sind grundlegend.
- Bewerten Sie die Umgebungsanforderungen : Wählen Sie eine industriekamera nur für kontinuierliche Überwachung, einfache OCR oder Überwachung in rauen Umgebungen – wo Schockresistenz, Reinigungsbeständigkeit oder 24/7-Betrieb wichtiger sind als Bildgenauigkeit.
- Bewerten Sie den Integrationsaufwand : Maschinelle Sichtsysteme erfordern zertifizierte Treiber, Kompatibilität mit Framegrabbern und deterministische Kommunikation mit SPS oder Bildverarbeitungssoftware. Industriekameras arbeiten typischerweise als eigenständige Videoquellen.
- Prüfen Sie die Leistungsgrenzwerte genau : Für quantitative Inspektionen bestehen Sie auf einer dynamischen Reichweite von ≥70 dB, SNR >40 dB und einer Pixeluniformität von <0,1 %. Diese Kennwerte werden selten von Industriemodellen erreicht, die für Bildverarbeitungsaufgaben vermarktet werden.
Wählen Sie die Kamera entsprechend der Präzision, Geschwindigkeit und Integrations Tiefe Ihrer Automatisierung – nicht nur anhand der Gehäuseklassifizierung.
Bereit, Ihre Kamera an Ihren Arbeitsablauf anzupassen?
Die richtige Kamera verwandelt die industrielle Bildverarbeitung von einem Kostenfaktor in einen Wettbewerbsvorteil – egal, ob Sie präzise Inspektionen automatisieren oder raue Umgebungen überwachen. Indem Sie sich auf Ihre zentralen Anforderungen konzentrieren (Präzision bei der Automatisierung vs. robuste Zuverlässigkeit), vermeiden Sie häufige Fehler und erzielen zuverlässig konsistente Ergebnisse.
Für individuelle Beratung oder um eine maßgeschneiderte Lösung zu testen (unterstützt durch globalen technischen Support und schnelle Musterlieferung), wenden Sie sich an einen bewährten Partner im Bereich Machine Vision mit Nachweis über erfolgreiche Zusammenarbeit mit verschiedenen industriellen Branchen.





